Приказ Министерства промышленности и торговли Российской Федерации от 29.12.2025 № 6743 "Об утверждении типовых отраслевых норм времени на выполнение работ по строительству кораблей, судов и плавучих конструкций (единичное и мелкосерийное производство)"
Министерство юстиции
Российской Федерации
ЗАРЕГИСТРИРОВАНО
Регистрационный № 84949
от 16 января 2026 г.
МИНИСТЕРСТВО ПРОМЫШЛЕННОСТИ И ТОРГОВЛИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИКАЗ
Москва
29 декабря 2025 г. № 6743
Об утверждении типовых отраслевых норм времени на выполнение работ по строительству кораблей, судов и плавучих конструкций (единичное и мелкосерийное производство)
В соответствии с абзацем вторым пункта 3 Правил разработки и утверждения типовых норм труда, утвержденных постановлением Правительства Российской Федерации от 11 ноября 2002 г. № 804, абзацами вторым, третьим и девятым пункта 1 Положения о Министерстве промышленности и торговли Российской Федерации, утвержденного постановлением Правительства Российской Федерации от 5 июня 2008 г. № 438, приказываю:
1. Утвердить:
типовые отраслевые нормы времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство) согласно приложению № 1 к настоящему приказу;
типовые отраслевые нормы времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство) согласно приложению № 2 к настоящему приказу;
типовые отраслевые нормы времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство) согласно приложению № 3 к настоящему приказу;
типовые отраслевые нормы времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство) согласно приложению № 4 к настоящему приказу;
типовые отраслевые нормы времени на выполнение слесарных работ по монтажу механизмов, валопроводов и электрооборудования (единичное и мелкосерийное производство) согласно приложению № 5 к настоящему приказу.
2. Контроль за исполнением настоящего приказа возложить на заместителя Министра промышленности и торговли Российской Федерации А.А.Каримова.
Министр А.А.Алиханов
Приложение № 1
к приказу Минпромторга России
от 29 декабря 2025 г. № 6743
ТИПОВЫЕ ОТРАСЛЕВЫЕ НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ЛИСТОВ НАРУЖНОЙ ОБШИВКИ И ПРОФИЛЯ В ХОЛОДНОМ СОСТОЯНИИ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Настоящие типовые отраслевые нормы времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство) (далее - типовые нормы) предназначены для технического нормирования работ по гибке листов наружной обшивки и профиля в холодном состоянии при строительстве кораблей, судов и плавучих конструкций в условиях единичного и мелкосерийного производства.
2. Типовые нормы содержат:
а) комплексно обоснованные нормы затрат труда, установленные для однородных работ применительно к типовым технологическим (трудовым) процессам и типовым организационно-техническим условиям их выполнения при строительстве кораблей, судов и плавучих конструкций (далее - норма времени);
б) перечни технологических операций, учтенных в нормах времени (далее - перечень выполняемых операций);
в) средние разряды работ и типовые группы исполнителей работ (далее - звено), для которых установлены нормы времени;
г) поправочные коэффициенты к нормам времени, учитывающие конструктивные особенности продукции и организационно-технические условия выполнения работ (далее - поправочные коэффициенты).
3. Разряды работ в типовых нормах установлены в соответствии с уровнями квалификации, предусмотренными профессиональным стандартом "Гибщик судовой", утвержденным приказом Министерства труда и социальной защиты Российской Федерации от 14 апреля 2021 г. № 238н (зарегистрирован Министерством юстиции Российской Федерации 17 мая 2021 г., регистрационный № 63470), действующим до 1 сентября 2027 г.
4. Нормы времени, приведенные в типовых нормах, установлены для выполнения работ в условиях бригадной организации труда, при которой:
а) работы по гибке листов наружной обшивки и профиля выполняются гибщиками судовыми или звеньями гибщиков судовых;
б) формирование звеньев из членов бригады, распределение и закрепление работ за звеньями осуществляются исходя из квалификации членов бригады.
5. Перечни выполняемых операций, нормы времени, средние разряды работ и составы звена, за исключением указанных в пунктах 22 - 26 типовых норм, поправочные коэффициенты к нормам времени (где они применимы) приведены в приложениях № 1 - 25 к типовым нормам:
а) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке обечаек цилиндрической формы приведены в приложении № 1 к типовым нормам;
б) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке обечаек конической формы приведены в приложении № 2 к типовым нормам;
в) перечень выполняемых операций и нормы времени на выполнение работ по гибке деталей цилиндрической формы приведены в приложении № 3 к типовым нормам;
г) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей конической формы приведены в приложении № 4 к типовым нормам;
д) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из полос с постоянной кривизной приведены в приложении № 5 к типовым нормам;
е) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей на гидравлическом прессе приведены в приложении № 6 к типовым нормам;
ж) перечень выполняемых операций и нормы времени на выполнение работ по излому образцов приведены в приложении № 7 к типовым нормам;
з) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке фланцев книц, бракет на гидравлическом прессе приведены в приложении № 8 к типовым нормам;
и) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по подгибке кромок листов и полос перед гибкой на вальцах приведены в приложении № 9 к типовым нормам;
к) перечень выполняемых операций и нормы времени на выполнение работ по гибке листов наружной обшивки бульбовой наделки и форштевня по каркасам приведены в приложении № 10 к типовым нормам;
л) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из листового проката с изгибом на угол на кромкогибочном станке приведены в приложении № 11 к типовым нормам;
м) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из полос с изгибом по радиусу на кромкогибочном станке приведены в приложении № 12 к типовым нормам;
н) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из углового профиля на гидравлическом прессе приведены в приложении № 13 к типовым нормам;
о) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля на гидравлическом прессе приведены в приложении № 14 к типовым нормам;
п) перечень выполняемых операций, нормы времени и поправочный коэффициент к нормам времени на выполнение работ по гибке деталей из сварного таврового профиля с переменной кривизной на гидравлическом прессе приведены в приложении № 15 к типовым нормам;
р) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по доводке деталей из несимметричного полособульбового профиля после гибки и термообработки приведены в приложении № 16 к типовым нормам;
с) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена, поправочные коэффициенты к нормам времени на выполнение работ по гибке, правке и доводке деталей из таврового профиля с постоянным радиусом кривизны из стали марок 10ХСНД, 10Г2СД, АМг приведены в приложении № 17 к типовым нормам;
т) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена, поправочный коэффициент к нормам времени на выполнение работ по гибке деталей из углового профиля с переменной кривизной на гидравлическом прессе приведены в приложении № 18 к типовым нормам;
у) перечень выполняемых операций, нормы времени и поправочный коэффициент к нормам времени на выполнение работ по сдаче деталей наружной обшивки и набора на соответствие геометрии деталей приведены в приложении № 19 к типовым нормам;
ф) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля приведены в приложении № 20 к типовым нормам;
х) перечень выполняемых операций и нормы времени на выполнение работ по малковке деталей из углового профиля приведены в приложении № 21 к типовым нормам;
ц) перечень выполняемых операций и нормы времени на выполнение работ по размалковке деталей из углового профиля приведены в приложении № 22 к типовым нормам;
ч) перечень выполняемых операций, нормы времени и поправочный коэффициент к нормам времени на выполнение работ по гибке кольца из углового профиля на кольцегибочном станке приведены в приложении № 23 к типовым нормам;
ш) перечень выполняемых операций, нормы времени и поправочные коэффициенты к нормам времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля с переменной кривизной на кольцегибочном станке приведены в приложении № 24 к типовым нормам;
щ) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к норме времени на выполнение работ по установке и снятию штампа приведены в приложении № 25 к типовым нормам.
6. Нормами времени, приведенными в типовых нормах, учтено:
а) оперативное время;
б) время организационно-технического обслуживания рабочего места;
в) время на отдых и личные надобности;
г) подготовительно-заключительное время.
7. Оперативное время включает:
а) время на выполнение основных технологических операций, указанных в перечнях выполняемых операций (далее - основное время);
б) время на выполнение вспомогательных операций, неразрывно связанных с основными (далее - вспомогательное время).
8. Распределение оперативного времени на основное и вспомогательное в типовых нормах не устанавливается.
9. Время организационно-технического обслуживания рабочего места по данным фотохронометражных наблюдений составляет 3 процента от оперативного времени и включает затраты времени на:
а) чистку и смазку оборудования;
б) регулировку и наладку оборудования в процессе работы;
в) уборку рабочего места в течение смены;
г) обеспечение безопасных условий труда на рабочем месте;
д) инструктаж, проводимый мастером в процессе работы;
е) включение и отключение механизированного инструмента.
10. Время на отдых и личные надобности по данным фотохронометражных наблюдений составляет 7 процентов от оперативного времени.
11. Подготовительно-заключительное время по данным фотохронометражных наблюдений составляет 5 процентов от оперативного времени и включает затраты времени на:
а) получение и сдачу задания на выполнение работ, технологической документации, инструмента, приспособлений, оснастки, протирочных материалов;
б) ознакомление с заданием на выполнение работ, технологической и технической документацией;
в) получение инструктажа мастера в начале смены;
г) подготовку, проверку, настройку оборудования, приспособлений;
д) раскладку инструмента в начале смены и его уборку в конце смены;
е) уборку рабочего места после окончания работы.
12. В нормы времени, приведенные в типовых нормах, включены и не подлежат дополнительному нормированию затраты времени на:
а) операции, указанные в перечнях выполняемых операций;
б) получение деталей крепления, инструмента, приспособлений, оснастки, технологической документации, доставку их к месту выполнения работы и сдачу на хранение;
в) регулировку и наладку, включение и выключение переносного и стационарного оборудования;
г) технологические переходы по участку, являющиеся неотъемлемой частью работы;
д) участие в перемещении и кантовке деталей в пределах пространства, в котором размещаются рабочие места членов звена, выполняющих операции (далее - рабочая зона);
е) сдачу работы техническому контролю;
ж) уборку рабочей зоны от мусора;
з) соблюдение требований по безопасности труда на рабочем месте.
13. При гибке деталей конической формы нормы времени определяются по наибольшему диаметру (радиусу) и стрелке погиби.
14. Нормы времени на гибку деталей, приведенные в типовых нормах, устанавливаются для гибки деталей на прессах усилием 250 - 5000 тонн, в зависимости от марки стали, толщины и габаритов деталей. При гибке деталей на горизонтально гибочно-штамповочном прессе к нормам времени, приведенным в типовых нормах, установленным для гибки этих деталей на гидравлическом прессе, применяется поправочный коэффициент 0,85.
15. При гибке деталей из листового и сортового проката на листогибочном станке к нормам времени, приведенным в приложениях № 1 - 5 к типовым нормам, применяется поправочный коэффициент 0,7.
16. Нормы времени на выполнение работ, указанных в подпунктах "е" - "к", "н" - "ш" пункта 5 типовых норм, устанавливаются на гибку деталей на гидравлическом прессе, управляемом машинистом из числа вспомогательных рабочих. При выполнении работы по управлению прессом рабочим из состава бригады (звена) к этим нормам времени применяется поправочный коэффициент 1,25.
17. При гибке в вальцах деталей наружной обшивки со стрелкой погиби до 20 мм в продольном направлении соответствующие им нормы времени для гибки на прессе применяются с поправочным коэффициентом 0,7.
18. Нормы времени на окончательную гибку деталей на гидравлическом прессе после предварительной гибки в вальцах определяются путем применения поправочного коэффициента 0,5 к нормам времени на выполнение работ по гибке этих деталей на гидравлическом прессе, указанных в подпунктах "е" - "к" пункта 5 типовых норм.
19. Нормы времени на работы, указанные в подпунктах "а" - "д" пункта 5 типовых норм, не включают время на подгибку кромок листов на прессе перед гибкой в вальцах. Нормы времени на подгибку кромок листов на прессе перед гибкой в вальцах приведены в приложении № 9 к типовым нормам.
20. В зависимости от условий, характера выполнения работ и величин стрелок погиби к нормам времени применяются поправочные коэффициенты, приведенные в таблицах 1 - 3.
Таблица 1. Поправочные коэффициенты к нормам времени, учитывающие условия и характер выполнения работ
| Номер приложения к типовым нормам | Назначение коэффициента | Значение коэффициента |
| 1 - 25 | На количество деталей в партии, шт.: | |
1 - 2 | 1,10 | |
3 - 4 | 1,00 | |
5 - 9 | 0,95 | |
10 - 19 | 0,90 | |
20 - 29 | 0,80 | |
30 и более | 0,70 | |
| 1 - 16, 20, 22 - 25 | На марку стали или сплава: | |
10ХСНД, 10Г2СД | 1,00 | |
АК29, АК16, АК25, Ю3 | 1,25 | |
АК36, АК37, АК42, АК32, АК33 | 1,70 | |
Сп3В | 1,40 | |
КД5, КДД5 | 1,50 | |
0Х18Н10Т | 1,05 | |
| 22 - 25, 1 - 16 | На марку сплава: АМг | 0,80 |
| 6 - 8, 11 | На угол гиба: | |
45 | 1,40 | |
60 | 1,15 | |
70 | 1,10 | |
80 | 1,05 | |
90 | 1,00 | |
100 | 0,95 | |
110 | 0,90 | |
120 | 0,85 | |
130 | 0,80 | |
140 | 0,75 | |
150 | 0,70 | |
| 1 - 5 | На количество валков в вальцах: | |
Трехвалковые вальцы | 1,00 | |
Четырехвалковые вальцы | 0,85 | |
| 6, 9, 11 | На отношение длины пуансона к длине гиба: | |
Для 0,9 - 0,5 | 1,20 | |
Менее 0,5 | 1,35 | |
| 3, 4, 6 | На величину стрелки погиби для деталей из листового проката, мм: | |
40 | 0,80 | |
80 | 0,90 | |
120 | 1,00 | |
160 | 1,15 | |
200 | 1,25 | |
300 | 1,45 | |
500 | 1,80 | |
750 | 2,00 | |
1000 | 2,20 | |
| 5, 13, 14 - 16, 25 | На величину стрелки погиби при гибке деталей из фасонного и сортового проката, мм: | |
100 | 0,90 | |
200 | 1,00 | |
300 | 1,10 | |
500 | 1,30 | |
750 | 1,55 | |
1000 | 1,80 | |
1250 | 2,05 |
Таблица 2. Поправочные коэффициенты к норме времени, учитывающие величину стрелки погиби для деталей из фасонного проката со знакопеременной кривизной
| Номер приложения к типовым нормам | Величина стрелки погиби для деталей из фасонного проката со знакопеременной кривизной | |||||||
| Стрелка погиби, мм | Стрелка погиби, мм | |||||||
| 100 | 200 | 300 | 500 | 750 | 1000 | 1250 | ||
| Значение коэффициента | ||||||||
| 13, 14 | 100 | 0,90 | 1,00 | 1,10 | 1,20 | 1,30 | 1,50 | 1,70 |
| 200 | 1,00 | 1,10 | 1,20 | 1,35 | 1,50 | 1,65 | 1,80 | |
| 300 | 1,10 | 1,20 | 1,30 | 1,45 | 1,60 | 1,75 | 1,90 | |
| 500 | 1,20 | 1,35 | 1,45 | 1,60 | 1,75 | 1,90 | 2,10 | |
| 750 | 1,35 | 1,50 | 1,55 | 1,75 | 1,95 | 2,10 | 2,25 | |
| 1000 | 1,55 | 1,65 | 1,75 | 1,95 | 2,05 | 2,20 | 2,35 | |
| 1250 | 1,70 | 1,80 | 1,90 | 2,05 | 2,20 | 2,35 | 2,50 | |
Таблица 3. Поправочные коэффициенты к нормам времени, учитывающие величину двойной стрелки погиби при гибке деталей из листового проката
| Номер приложения к типовым нормам | Величина двойной стрелки погиби при гибке деталей из листового проката | |||||||||||
| Стрелка поперечной погиби, мм | Стрелка продольной погиби, мм | |||||||||||
| 40 | 80 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 750 | 1000 | ||
| Значение коэффициента | ||||||||||||
| 6 | 40 | 0,80 | 0,90 | 1,00 | 1,10 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 |
| 80 | 0,90 | 1,00 | 1,10 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,00 | |
| 120 | 1,00 | 1,10 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,00 | 2,40 | |
| 160 | 1,10 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,00 | 2,20 | 2,40 | |
| 200 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | |
| 250 | 1,20 | 1,25 | 1,35 | 1,50 | 1,65 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | |
| 300 | 1,25 | 1,35 | 1,50 | 1,65 | 1,85 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | |
| 400 | 1,35 | 1,50 | 1,60 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | 3,20 | |
| 500 | 1,50 | 1,65 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | 3,20 | 3,40 | |
| 750 | 1,60 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | 3,20 | 3,40 | 3,60 | |
| 1000 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | 3,20 | 3,40 | 3,60 | 3,80 | |
21. При применении в расчете нескольких поправочных коэффициентов они перемножаются.
22. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "а" - "д", "л" и "м" пункта 5 типовых норм, приведены в таблице 4.
Таблица 4. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "а" - "д", "л" и "м" пункта 5 типовых норм
| Длина, мм | Толщина, мм | |||||
| 4 - 6 | 8 - 12 | 12 и более | ||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 |
23. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "е" - "к" пункта 5 типовых норм, приведены в таблице 5.
Таблица 5. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "е" - "к" пункта 5 типовых норм
| Метод контроля формы детали | Длина заготовки, мм | Толщина заготовки, мм | |||||
| 4 - 6 | 8 - 12 | 12 и более | |||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | ||
| Шаблонами без контрольной плоскости | до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 |
| Шаблонами без контрольной плоскости | 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 2 разряда Гибщик судовой 2 разряда | 2,34 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 3,62 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 3,48 |
| Шаблонами с контрольной плоскостью | до 3500 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 |
| 3500 и более | Гибщик судовой 4 разряда Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 3,62 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,33 | Гибщик судовой 5 разряда Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 4,08 | |
| По каркасу | - | Гибщик судовой 5 разряда Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 3,48 | Гибщик судовой 5 разряда Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 4,08 | Гибщик судовой 6 разряда Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 4,49 |
24. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "н" - "р", "у" пункта 5 типовых норм, приведены в таблице 6.
Таблица 6. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "н" - "р", "у" пункта 5 типовых норм
| Длина заготовки, мм | Профиль, мм | |||||||
| Уголок до № 5 полособульб и тавр до № 10 | Уголок до № 10, полособульб и тавр до № 16 | Уголок до № 30, тавр до № 36 | Тавр № 36 и более | |||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 | Гибщик судовой 6 разряда Гибщик судовой 2 разряда | 4,41 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 | Гибщик судовой 6 разряда Гибщик судовой 4 разряда | 5,10 |
25. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "х" - "ч" пункта 5 типовых норм, приведены в таблице 7.
Таблица 7. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "х" - "ч" пункта 5 типовых норм
| Длина заготовки, мм | Номер профиля | |||||
| 5 | 10 | 10 и более | ||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 |
26. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "ш" и "щ" пункта 5 типовых норм, приведены в таблице 8.
Таблица 8. Средний разряд работы и состав звена к нормам времени, указанным в подпунктах "ш" и "щ" пункта 5 типовых норм
| Длина, мм | Номер профиля | |||||
| Уголок до № 5; полособульб до № 10 включительно | Уголок до № 10; полособульб до № 16 включительно | Уголок № 10 и более; полособульб до № 30 включительно | ||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 |
Приложение № 1
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ОБЕЧАЕК ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
1. Перечень выполняемых операций
Сверка маркировки заготовки обечайки с маркировкой шаблона. Разметка на заготовке обечайки линии гиба. Подача заготовки обечайки к вальцам и установка ее между валками. Гибка заготовки обечайки с доводкой до получения необходимой погиби. Снятие заготовки обечайки с вальцев. Проверка заготовки обечайки по шаблону. Сдача работы.
2. Нормы времени на выполнение работ по гибке обечаек цилиндрической формы
| Высота, мм | Диаметр, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну обечайку, ч | ||||||||||||
| 200 | 200 | 0,08 | - | - | - | - | - | - | - | - | - | - |
| 400 | 0,09 | 0,11 | 0,13 | 0,16 | - | - | - | - | - | - | - | |
| 600 | 0,11 | 0,14 | 0,16 | 0,20 | 0,22 | 0,21 | 0,24 | - | - | - | - | |
| 800 | 0,13 | 0,16 | 0,19 | 0,23 | 0,26 | 0,25 | 0,28 | 0,30 | 0,35 | 0,39 | 0,42 | |
| 1000 | 0,15 | 0,18 | 0,21 | 0,26 | 0,30 | 0,28 | 0,31 | 0,34 | 0,39 | 0,44 | 0,48 | |
| 1400 | 0,18 | 0,22 | 0,25 | 0,31 | 0,36 | 0,34 | 0,37 | 0,41 | 0,47 | 0,53 | 0,58 | |
| 1800 | 0,21 | 0,25 | 0,29 | 0,35 | 0,41 | 0,38 | 0,43 | 0,47 | 0,54 | 0,60 | 0,66 | |
| 400 | 200 | 0,08 | 0,09 | - | - | - | - | - | - | - | - | - |
| 400 | 0,11 | 0,13 | 0,15 | 0,19 | - | - | - | - | - | - | - | |
| 600 | 0,14 | 0,17 | 0,19 | 0,23 | 0,27 | 0,30 | 0,34 | - | - | - | - | |
| 800 | 0,16 | 0,19 | 0,22 | 0,27 | 0,31 | 0,35 | 0,39 | 0,43 | 0,49 | 0,55 | 0,60 | |
| 1000 | 0,18 | 0,22 | 0,25 | 0,31 | 0,36 | 0,40 | 0,44 | 0,48 | 0,56 | 0,62 | 0,68 | |
| 1400 | 0,22 | 0,26 | 0,30 | 0,37 | 0,43 | 0,48 | 0,53 | 0,58 | 0,67 | 0,74 | 0,81 | |
| 1800 | 0,25 | 0,30 | 0,35 | 0,42 | 0,49 | 0,54 | 0,61 | 0,66 | 0,76 | 0,85 | 0,93 | |
| 1000 | 200 | 0,12 | 0,15 | - | - | - | - | - | - | - | - | - |
| 400 | 0,17 | 0,21 | 0,24 | - | - | - | - | - | - | - | - | |
| 600 | 0,22 | 0,26 | 0,30 | 0,37 | 0,43 | 0,48 | 0,53 | 0,58 | 0,67 | 0,75 | 0,81 | |
| 800 | 0,25 | 0,31 | 0,35 | 0,43 | 0,50 | 0,56 | 0,62 | 0,68 | 0,78 | 0,87 | 0,95 | |
| 1000 | 0,29 | 0,35 | 0,40 | 0,49 | 0,56 | 0,63 | 0,70 | 0,77 | 0,88 | 0,98 | 1,07 | |
| 1400 | 0,34 | 0,42 | 0,48 | 0,59 | 0,67 | 0,75 | 0,84 | 0,92 | 1,06 | 1,18 | 1,29 | |
| 1800 | 0,39 | 0,48 | 0,55 | 0,67 | 0,77 | 0,86 | 0,96 | 1,05 | 1,21 | 1,35 | 1,48 | |
| 1500 | 400 | 0,21 | 0,26 | 0,30 | 0,36 | 0,42 | - | - | - | - | - | - |
| 600 | 0,26 | 0,32 | 0,37 | 0,45 | 0,52 | 0,58 | 0,65 | 0,71 | 0,82 | 0,91 | 1,00 | |
| 800 | 0,31 | 0,38 | 0,43 | 0,53 | 0,61 | 0,68 | 0,76 | 0,83 | 0,96 | 1,07 | 1,17 | |
| 1000 | 0,35 | 0,43 | 0,49 | 0,60 | 0,69 | 0,77 | 0,86 | 0,94 | 1,08 | 1,20 | 1,32 | |
| 1400 | 0,42 | 0,51 | 0,59 | 0,72 | 0,83 | 0,92 | 1,03 | 1,13 | 1,30 | 1,45 | 1,58 | |
| 1800 | 0,48 | 0,59 | 0,67 | 0,82 | 0,95 | 1,06 | 1,18 | 1,29 | 1,48 | 1,66 | 1,81 | |
| 2400 | 0,56 | 0,68 | 0,79 | 0,96 | 1,11 | 1,24 | 1,38 | 1,51 | 1,73 | 1,94 | 2,12 | |
| 3200 | 0,66 | 0,80 | 0,92 | 1,12 | 1,29 | 1,44 | 1,61 | 1,76 | 2,03 | 2,26 | 2,47 | |
| 2000 | 600 | 0,31 | 0,37 | 0,43 | 0,52 | 0,60 | 0,67 | 0,75 | 0,82 | 0,95 | 1,06 | 1,15 |
| 800 | 0,36 | 0,44 | 0,50 | 0,61 | 0,71 | 0,79 | 0,88 | 0,96 | 1,11 | 1,23 | 1,35 | |
| 1000 | 0,40 | 0,49 | 0,57 | 0,69 | 0,80 | 0,89 | 0,99 | 1,08 | 1,25 | 1,39 | 1,52 | |
| 1400 | 0,48 | 0,59 | 0,68 | 0,83 | 0,96 | 1,07 | 1,19 | 1,30 | 1,50 | 1,67 | 1,83 | |
| 1800 | 0,56 | 0,68 | 0,78 | 0,95 | 1,09 | 1,22 | 1,36 | 1,49 | 1,72 | 1,91 | 2,09 | |
| 2400 | 0,65 | 0,79 | 0,91 | 1,4 | 1,28 | 1,43 | 1,59 | 1,74 | 2,00 | 2,24 | 2,44 | |
| 3200 | 0,76 | 0,92 | 1,06 | 1,30 | 1,50 | 1,67 | 1,86 | 2,03 | 2,34 | 2,61 | 2,86 | |
| 2500 | 600 | 0,34 | 0,42 | 0,48 | 0,59 | 0,68 | 0,75 | 0,84 | 0,92 | 1,06 | 1,18 | 1,29 |
| 800 | 0,40 | 0,49 | 0,56 | 0,69 | 0,79 | 0,88 | 0,98 | 1,07 | 1,24 | 1,38 | 1,51 | |
| 1000 | 0,45 | 0,55 | 0,63 | 0,77 | 0,89 | 0,99 | 1,11 | 1,21 | 1,40 | 1,56 | 1,70 | |
| 1400 | 0,54 | 0,66 | 0,76 | 0,93 | 1,07 | 1,19 | 1,33 | 1,45 | 1,67 | 1,87 | 2,04 | |
| 1800 | 0,62 | 0,76 | 0,87 | 1,06 | 1,22 | 1,37 | 1,52 | 1,67 | 1,92 | 2,14 | 2,34 | |
| 2400 | 0,73 | 0,88 | 1,02 | 1,24 | 1,43 | 1,60 | 1,78 | 1,95 | 2,24 | 2,50 | 2,73 | |
| 3200 | 0,85 | 1,03 | 1,19 | 1,45 | 1,67 | 1,87 | 2,08 | 2,28 | 2,62 | 2,92 | 3,20 | |
| 3000 | 600 | 0,38 | 0,46 | 0,53 | 0,64 | 0,74 | 0,83 | 0,92 | 1,01 | 1,16 | 1,29 | 1,41 |
| 800 | 0,44 | 0,53 | 0,62 | 0,75 | 0,86 | 0,96 | 1,08 | 1,18 | 1,35 | 1,51 | 1,65 | |
| 1000 | 0,49 | 0,60 | 0,69 | 0,85 | 0,98 | 1,09 | 1,21 | 1,33 | 1,53 | 1,71 | 1,87 | |
| 1400 | 0,59 | 0,72 | 0,83 | 1,02 | 1,17 | 1,31 | 1,46 | 1,59 | 1,83 | 2,05 | 2,24 | |
| 1800 | 0,68 | 0,83 | 0,96 | 1,17 | 1,34 | 1,50 | 1,67 | 1,83 | 2,10 | 2,35 | 2,56 | |
| 2400 | 0,79 | 0,97 | 1,12 | 1,36 | 1,57 | 1,75 | 1,95 | 2,13 | 2,46 | 2,74 | 3,00 | |
| 3200 | 0,93 | 1,13 | 1,30 | 1,59 | 1,83 | 2,04 | 2,28 | 2,49 | 2,87 | 3,20 | 3,50 | |
| 4000 | 600 | 0,43 | 0,53 | 0,61 | 0,74 | 0,86 | 0,95 | 1,06 | 1,16 | 1,34 | 1,49 | 1,63 |
| 800 | 0,51 | 0,62 | 0,71 | 0,87 | 1,00 | 1,11 | 1,24 | 1,36 | 1,57 | 1,75 | 1,91 | |
| 1000 | 0,57 | 0,70 | 0,80 | 0,98 | 1,13 | 1,26 | 1,40 | 1,53 | 1,77 | 1,97 | 2,15 | |
| 1400 | 0,69 | 0,84 | 0,96 | 1,18 | 1,35 | 1,51 | 1,68 | 1,84 | 2,12 | 2,36 | 2,59 | |
| 1800 | 0,79 | 0,96 | 1,10 | 1,35 | 1,55 | 1,73 | 1,93 | 2,11 | 2,43 | 2,71 | 2,96 | |
| 2400 | 0,92 | 1,12 | 1,29 | 1,57 | 1,81 | 2,02 | 2,25 | 2,46 | 2,84 | 3,17 | 3,46 | |
| 3200 | 1,07 | 1,31 | 1,51 | 1,84 | 2,12 | 2,36 | 2,63 | 2,88 | 3,32 | 3,70 | 4,05 | |
| 5000 | 600 | 0,48 | 0,59 | 0,68 | 0,83 | 0,96 | 1,07 | 1,19 | 1,30 | 1,50 | 1,67 | 1,83 |
| 800 | 0,57 | 0,69 | 0,80 | 0,97 | 1,12 | 1,25 | 1,39 | 1,52 | 1,75 | 1,95 | 2,14 | |
| 1000 | 0,64 | 0,78 | 0,90 | 1,10 | 1,26 | 1,41 | 1,57 | 1,72 | 1,98 | 2,20 | 2,41 | |
| 1400 | 0,77 | 0,94 | 1,08 | 1,31 | 1,51 | 1,69 | 1,88 | 2,06 | 2,37 | 2,64 | 2,89 | |
| 1800 | 0,88 | 1,07 | 1,23 | 1,51 | 1,73 | 1,93 | 2,16 | 2,36 | 2,72 | 3,03 | 3,31 | |
| 2400 | - | - | 1,44 | 1,76 | 2,03 | 2,26 | 2,52 | 2,76 | 3,17 | 3,54 | 3,87 | |
| 3200 | - | - | 1,69 | 2,06 | 2,37 | 2,64 | 2,95 | 3,22 | 3,71 | 4,14 | 4,52 | |
| 6000 | 600 | 0,53 | 0,65 | 0,75 | 0,91 | 1,05 | 1,17 | 1,30 | 1,43 | 1,64 | 1,83 | 2,00 |
| 800 | 0,62 | 0,76 | 0,87 | 1,06 | 1,22 | 1,37 | 1,52 | 1,67 | 1,92 | 2,14 | 2,34 | |
| 1000 | 0,70 | 0,85 | 0,98 | 1,20 | 1,38 | 1,54 | 1,72 | 1,88 | 2,17 | 2,42 | 2,64 | |
| 1400 | 0,84 | 1,03 | 1,18 | 1,44 | 1,66 | 1,85 | 2,06 | 2,26 | 2,60 | 2,90 | 3,17 | |
| 2000 | - | - | 1,43 | 1,75 | 2,01 | 2,24 | 2,50 | 2,74 | 3,15 | 3,52 | 3,84 | |
| 3000 | - | - | 1,78 | 2,18 | 2,51 | 2,79 | 3,12 | 3,41 | 3,93 | 4,38 | 4,79 | |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,2 - при гибке обечаек эллиптической формы;
0,9 - при гибке одновременно двух обечаек;
0,8 - при гибке одновременно трех обечаек;
0,5 - при калибровке обечаек после сварки.
Приложение № 2
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ОБЕЧАЕК КОНИЧЕСКОЙ ФОРМЫ
1. Перечень выполняемых операций
Сверка маркировки заготовки обечайки с маркировкой шаблона. Разметка на заготовке обечайки линии гиба, подача заготовки к вальцам и установка ее между валками. Гибка заготовки обечайки с доводкой до получения необходимой погиби. Снятие заготовки обечайки с вальцов, проверка по шаблону. Сдача работы.
2. Нормы времени на выполнение работ по гибке обечаек конической формы (для обечаек с углом у основания 60 градусов)
| Длина, мм | Диаметр, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 200 | 200 | 0,08 | - | - | - | - | - | - | - | - | - | - |
| 400 | 0,10 | 0,13 | 0,15 | 0,19 | 0,22 | - | - | - | - | - | - | |
| 600 | 0,13 | 0,17 | 0,19 | 0,24 | 0,28 | 0,27 | 0,30 | - | - | - | - | |
| 800 | 0,16 | 0,20 | 0,23 | 0,29 | 0,33 | 0,32 | 0,36 | 0,40 | 0,46 | 0,52 | 0,58 | |
| 1000 | 0,18 | 0,22 | 0,26 | 0,33 | 0,38 | 0,36 | 0,41 | 0,45 | 0,53 | 0,60 | 0,66 | |
| 1500 | 0,23 | 0,29 | 0,33 | 0,41 | 0,48 | 0,44 | 0,50 | 0,55 | 0,65 | 0,73 | 0,80 | |
| 1800 | 0,26 | 0,32 | 0,37 | 0,46 | 0,54 | 0,52 | 0,58 | 0,64 | 0,75 | 0,84 | 0,93 | |
| 400 | 200 | 0,09 | 0,11 | - | - | - | - | - | - | - | - | - |
| 400 | 0,13 | 0,16 | 0,19 | 0,23 | - | - | - | - | - | - | - | |
| 600 | 0,16 | 0,20 | 0,24 | 0,30 | 0,35 | 0,39 | 0,44 | - | - | - | - | |
| 800 | 0,19 | 0,24 | 0,28 | 0,35 | 0,41 | 0,46 | 0,52 | 0,58 | 0,67 | 0,76 | 0,84 | |
| 1000 | 0,22 | 0,28 | 0,32 | 0,40 | 0,47 | 0,53 | 0,60 | 0,66 | 0,77 | 0,87 | 0,96 | |
| 1400 | 0,27 | 0,34 | 0,39 | 0,49 | 0,57 | 0,65 | 0,73 | 0,80 | 0,94 | 1,06 | 1,17 | |
| 1800 | 0,32 | 0,39 | 0,46 | 0,57 | 0,67 | 0,75 | 0,85 | 0,93 | 1,09 | 1,23 | 1,36 | |
| 1000 | 600 | 0,27 | 0,34 | 0,39 | 0,49 | 0,57 | 0,64 | 0,72 | 0,80 | 0,93 | 1,05 | 1,16 |
| 800 | 0,32 | 0,40 | 0,46 | 0,58 | 0,68 | 0,76 | 0,86 | 0,95 | 1,11 | 1,25 | 1,38 | |
| 1000 | 0,37 | 0,45 | 0,53 | 0,66 | 0,77 | 0,87 | 0,98 | 1,08 | 1,26 | 1,43 | 1,57 | |
| 1400 | 0,45 | 0,55 | 0,65 | 0,81 | 0,94 | 1,06 | 1,20 | 1,32 | 1,54 | 1,74 | 1,92 | |
| 1800 | 0,52 | 0,64 | 0,75 | 0,94 | 1,09 | 1,23 | 1,39 | 1,53 | 1,79 | 2,02 | 2,23 | |
| 1500 | 600 | 0,34 | 0,42 | 0,49 | 0,61 | 0,71 | 0,80 | 0,90 | 1,00 | 1,16 | 1,31 | 1,45 |
| 800 | 0,40 | 0,50 | 0,58 | 0,72 | 0,84 | 0,95 | 1,07 | 1,18 | 1,38 | 1,56 | 1,72 | |
| 1000 | 0,46 | 0,57 | 0,66 | 0,82 | 0,96 | 1,08 | 1,22 | 1,35 | 1,57 | 1,78 | 1,96 | |
| 1400 | 0,56 | 0,69 | 0,81 | 1,00 | 1,17 | 1,32 | 1,49 | 1,65 | 1,92 | 2,17 | 2,39 | |
| 1800 | 0,64 | 0,80 | 0,94 | 1,17 | 1,36 | 1,54 | 1,73 | 1,91 | 2,23 | 2,52 | 2,78 | |
| 2400 | 0,76 | 0,95 | 1,11 | 1,38 | 1,61 | 1,82 | 2,05 | 2,27 | 2,65 | 2,98 | 3,29 | |
| 3200 | 0,91 | 1,13 | 1,32 | 1,64 | 1,92 | 2,16 | 2,44 | 2,69 | 3,14 | 3,54 | 3,91 | |
| 2000 | 600 | 0,39 | 0,49 | 0,57 | 0,71 | 0,83 | 0,94 | 1,05 | 1,16 | 1,36 | 1,53 | 1,69 |
| 800 | 0,47 | 0,58 | 0,68 | 0,84 | 0,98 | 1,11 | 1,25 | 1,38 | 1,61 | 1,82 | 2,01 | |
| 1000 | 0,53 | 0,66 | 0,77 | 0,96 | 1,12 | 1,27 | 1,43 | 1,58 | 1,84 | 2,07 | 2,29 | |
| 1400 | 0,65 | 0,81 | 0,94 | 1,17 | 1,37 | 1,55 | 1,74 | 1,92 | 2,25 | 2,53 | 2,79 | |
| 1800 | 0,75 | 0,94 | 1,10 | 1,36 | 1,59 | 1,79 | 2,02 | 2,23 | 2,61 | 2,94 | 3,24 | |
| 2400 | 0,89 | 1,11 | 1,30 | 1,62 | 1,89 | 2,13 | 2,40 | 2,65 | 3,09 | 3,49 | 3,85 | |
| 3200 | 1,06 | 1,32 | 1,54 | 1,92 | 2,24 | 2,52 | 2,85 | 3,14 | 3,67 | 4,14 | 4,56 | |
| 2500 | 600 | 0,44 | 0,55 | 0,64 | 0,80 | 0,94 | 1,06 | 1,19 | 1,31 | 1,53 | 1,73 | 1,91 |
| 800 | 0,53 | 0,65 | 0,76 | 0,95 | 1,11 | 1,25 | 1,41 | 1,56 | 1,82 | 2,05 | 2,26 | |
| 1000 | 0,60 | 0,75 | 0,87 | 1,08 | 1,27 | 1,43 | 1,61 | 1,78 | 2,08 | 2,34 | 2,58 | |
| 1400 | 0,73 | 0,91 | 1,06 | 1,32 | 1,55 | 1,74 | 1,97 | 2,17 | 2,53 | 2,86 | 3,15 | |
| 1800 | 0,85 | 1,06 | 1,24 | 1,54 | 1,80 | 2,03 | 2,28 | 2,52 | 2,94 | 3,32 | 3,66 | |
| 2400 | 1,01 | 1,26 | 1,47 | 1,82 | 2,13 | 2,40 | 2,71 | 2,99 | 3,49 | 3,94 | 4,34 | |
| 3200 | 1,20 | 1,49 | 1,74 | 2,16 | 2,53 | 2,85 | 3,21 | 3,55 | 4,14 | 4,67 | 5,15 | |
| 3000 | 600 | 0,49 | 0,61 | 0,71 | 0,88 | 1,03 | 1,16 | 1,31 | 1,45 | 1,69 | 1,91 | 2,11 |
| 800 | 0,58 | 0,72 | 0,84 | 1,05 | 1,22 | 1,38 | 1,56 | 1,72 | 2,01 | 2,26 | 2,50 | |
| 1000 | 0,66 | 0,82 | 0,96 | 1,20 | 1,40 | 1,58 | 1,78 | 1,96 | 2,29 | 2,58 | 2,85 | |
| 1400 | 0,81 | 1,01 | 1,18 | 1,46 | 1,71 | 1,93 | 2,17 | 2,40 | 2,80 | 3,16 | 3,48 | |
| 1800 | 0,94 | 1,17 | 1,36 | 1,70 | 1,98 | 2,24 | 2,52 | 2,78 | 3,25 | 3,66 | 4,04 | |
| 2400 | 1,11 | 1,39 | 1,62 | 2,01 | 2,35 | 2,65 | 2,99 | 3,30 | 3,85 | 4,34 | 4,79 | |
| 3200 | 1,32 | 1,64 | 1,92 | 2,39 | 2,79 | 3,15 | 3,55 | 3,91 | 4,57 | 5,15 | 5,69 | |
| 4000 | 600 | 0,57 | 0,71 | 0,83 | 1,03 | 1,21 | 1,36 | 1,54 | 1,69 | 1,98 | 2,23 | 2,46 |
| 800 | 0,68 | 0,84 | 0,99 | 1,23 | 1,43 | 1,61 | 1,82 | 2,01 | 2,35 | 2,65 | 2,92 | |
| 1000 | 0,77 | 0,96 | 1,12 | 1,40 | 1,63 | 1,84 | 2,08 | 2,29 | 2,68 | 3,02 | 3,33 | |
| 1400 | 0,95 | 1,18 | 1,37 | 1,71 | 2,00 | 2,25 | 2,54 | 2,80 | 3,27 | 3,69 | 4,07 | |
| 1800 | 1,10 | 1,37 | 1,59 | 1,98 | 2,32 | 2,61 | 2,95 | 3,25 | 3,80 | 4,28 | 4,72 | |
| 2400 | 1,30 | 1,62 | 1,89 | 2,35 | 2,75 | 3,10 | 3,49 | 3,86 | 4,50 | 5,08 | 5,60 | |
| 3200 | 1,54 | 1,92 | 2,24 | 2,79 | 3,26 | 3,68 | 4,15 | 4,57 | 5,34 | 6,02 | 6,64 | |
| 5000 | 600 | 0,65 | 0,80 | 0,94 | 1,17 | 1,36 | 1,54 | 1,73 | 1,91 | 2,23 | 2,52 | 2,78 |
| 800 | 0,77 | 0,95 | 1,11 | 1,38 | 1,62 | 1,82 | 2,05 | 2,27 | 2,65 | 2,99 | 3,29 | |
| 1000 | 0,87 | 1,09 | 1,27 | 1,58 | 1,84 | 2,08 | 2,35 | 2,59 | 3,02 | 3,41 | 3,76 | |
| 1400 | 1,07 | 1,33 | 1,55 | 1,93 | 2,25 | 2,54 | 2,86 | 3,16 | 3,69 | 4,16 | 4,59 | |
| 1800 | 1,24 | 1,54 | 1,80 | 2,24 | 2,61 | 2,95 | 3,32 | 3,67 | 4,28 | 4,83 | 5,33 | |
| 2400 | 1,47 | 1,83 | 2,13 | 2,66 | 3,10 | 3,50 | 3,94 | 4,35 | 5,08 | 5,73 | 6,32 | |
| 3200 | 1,74 | 2,17 | 2,53 | 3,15 | 3,68 | 4,15 | 4,68 | 5,16 | 6,03 | 6,80 | 7,50 | |
| 6000 | 600 | 0,71 | 0,89 | 1,03 | 1,29 | 1,50 | 1,70 | 1,91 | 2,11 | 2,46 | 2,78 | 3,07 |
| 800 | 0,84 | 1,05 | 1,23 | 1,53 | 1,78 | 2,01 | 2,27 | 2,50 | 2,92 | 3,30 | 3,64 | |
| 1000 | 0,96 | 1,20 | 1,40 | 1,74 | 2,04 | 2,30 | 2,59 | 2,86 | 3,34 | 3,76 | 4,15 | |
| 1400 | 1,18 | 1,47 | 1,71 | 2,13 | 2,49 | 2,80 | 3,16 | 3,49 | 4,07 | 4,59 | 5,07 | |
| 2000 | 1,45 | 1,81 | 2,11 | 2,63 | 3,07 | 3,46 | 3,91 | 4,31 | 5,03 | 5,68 | 6,26 | |
| 3000 | 1,85 | 2,30 | 2,69 | 3,35 | 3,91 | 4,41 | 4,97 | 5,48 | 6,40 | 7,22 | 7,97 | |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,85 - при гибке обечаек с углом у основания более 60 градусов;
1,20 - при гибке обечаек с углом у основания от 60 градусов до 45 градусов;
1,35 - при гибке обечаек с углом у основания менее 45 градусов.
Приложение № 3
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ И НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Разметка на заготовке детали линии гиба. Подача заготовки детали к вальцам и установка ее между валками. Гибка заготовки детали с доводкой до получения необходимой погиби. Снятие заготовки детали с вальцов, проверка по шаблону. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей цилиндрической формы
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 500 | 250 | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 | 0,05 | - | - | - | - | - |
| 500 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | - | - | - | - | - | |
| 1000 | 750 | 0,08 | 0,10 | 0,12 | 0,15 | 0,18 | 0,20 | 0,23 | 0,26 | 0,30 | 0,35 | 0,38 |
| 1000 | 0,10 | 0,13 | 0,15 | 0,19 | 0,23 | 0,26 | 0,29 | 0,33 | 0,39 | 0,44 | 0,49 | |
| 1500 | 750 | 0,11 | 0,14 | 0,17 | 0,21 | 0,25 | 0,29 | 0,33 | 0,36 | 0,43 | 0,48 | 0,54 |
| 1000 | 0,15 | 0,18 | 0,22 | 0,27 | 0,32 | 0,36 | 0,41 | 0,46 | 0,54 | 0,61 | 0,68 | |
| 1500 | 0,20 | 0,26 | 0,30 | 0,38 | 0,45 | 0,51 | 0,58 | 0,64 | 0,75 | 0,86 | 0,95 | |
| 2000 | 1000 | 0,18 | 0,23 | 0,27 | 0,35 | 0,41 | 0,46 | 0,53 | 0,58 | 0,69 | 0,78 | 0,87 |
| 1500 | 0,26 | 0,32 | 0,38 | 0,48 | 0,57 | 0,65 | 0,73 | 0,81 | 0,96 | 1,09 | 1,21 | |
| 2000 | 0,33 | 0,41 | 0,48 | 0,61 | 0,72 | 0,82 | 0,93 | 1,03 | 1,21 | 1,38 | 1,53 | |
| 3000 | 1000 | 0,26 | 0,33 | 0,39 | 0,49 | 0,57 | 0,65 | 0,74 | 0,82 | 0,96 | 1,09 | 1,21 |
| 1500 | 0,36 | 0,46 | 0,54 | 0,68 | 0,80 | 0,91 | 1,03 | 1,14 | 1,34 | 1,53 | 1,69 | |
| 2000 | 0,46 | 0,58 | 0,68 | 0,86 | 1,01 | 1,15 | 1,30 | 1,44 | 1,70 | 1,93 | 2,14 | |
| 3000 | 0,64 | 0,80 | 0,95 | 1,19 | 1,41 | 1,60 | 1,82 | 2,01 | 2,37 | 2,70 | 2,99 | |
| 4000 | 1000 | 0,33 | 0,42 | 0,49 | 0,62 | 0,73 | 0,83 | 0,94 | 1,04 | 1,23 | 1,39 | 1,54 |
| 1500 | 0,46 | 0,58 | 0,68 | 0,86 | 1,01 | 1,15 | 1,31 | 1,45 | 1,71 | 1,94 | 2,15 | |
| 2000 | 0,58 | 0,73 | 0,86 | 1,09 | 1,28 | 1,46 | 1,66 | 1,84 | 2,16 | 2,46 | 2,73 | |
| 3000 | 0,81 | 1,02 | 1,21 | 1,52 | 1,79 | 2,03 | 2,31 | 2,56 | 3,02 | 3,43 | 3,80 | |
| 6000 | 1000 | 0,46 | 0,58 | 0,69 | 0,87 | 1,02 | 1,16 | 1,32 | 1,46 | 1,72 | 1,95 | 2,17 |
| 1500 | 0,65 | 0,81 | 0,96 | 1,21 | 1,42 | 1,62 | 1,83 | 2,04 | 2,40 | 2,72 | 3,02 | |
| 2000 | 0,82 | 1,03 | 1,21 | 1,53 | 1,80 | 2,05 | 2,32 | 2,58 | 3,04 | 3,45 | 3,83 | |
| 3000 | 1,14 | 1,44 | 1,69 | 2,13 | 2,51 | 2,85 | 3,24 | 3,59 | 4,23 | 4,81 | 5,33 | |
| 8000 | 1500 | 0,82 | 1,03 | 1,22 | 1,54 | 1,81 | 2,05 | 2,33 | 2,59 | 3,05 | 3,46 | 3,84 |
| 2000 | 1,04 | 1,31 | 1,54 | 1,94 | 2,29 | 2,60 | 2,95 | 3,28 | 3,86 | 4,38 | 4,86 | |
| 3000 | 1,45 | 1,83 | 2,15 | 2,71 | 3,19 | 3,63 | 4,12 | 4,57 | 5,38 | 6,11 | 6,78 | |
| 10000 | 1500 | 0,99 | 1,25 | 1,47 | 1,85 | 2,18 | 2,47 | 2,81 | 3,12 | 3,67 | 4,17 | 4,63 |
| 2000 | 1,25 | 1,58 | 1,86 | 2,34 | 2,76 | 3,13 | 3,56 | 3,95 | 4,65 | 5,28 | 5,86 | |
| 3000 | 1,75 | 2,20 | 2,59 | 3,27 | 3,85 | 4,37 | 4,96 | 5,51 | 6,49 | 7,37 | 8,17 | |
| 12000 | 1500 | 1,15 | 1,45 | 1,71 | 2,15 | 2,54 | 2,88 | 3,27 | 3,63 | 4,28 | 4,86 | 5,39 |
| 2000 | 1,46 | 1,84 | 2,16 | 2,73 | 3,21 | 3,65 | 4,14 | 4,60 | 5,42 | 6,15 | 6,82 | |
| 3000 | 2,03 | 2,56 | 3,02 | 3,80 | 4,48 | 5,09 | 5,78 | 6,41 | 7,55 | 8,58 | 9,52 | |
Приложение № 4
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ КОНИЧЕСКОЙ ФОРМЫ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Разметка на заготовки детали линии гиба. Подача заготовки детали к вальцам и установка ее между валками. Гибка заготовки детали с доводкой до получения необходимой погиби. Снятие заготовки детали с вальцов, проверить по шаблону. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей (для деталей с углом у основания 60 градусов)
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 500 | 250 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,06 | - | - | - | - | - |
| 500 | 0,04 | 0,06 | 0,07 | 0,08 | 0,10 | 0,11 | - | - | - | - | - | |
| 1000 | 750 | 0,09 | 0,12 | 0,14 | 0,18 | 0,21 | 0,24 | 0,28 | 0,31 | 0,36 | 0,41 | 0,46 |
| 1000 | 0,12 | 0,15 | 0,18 | 0,23 | 0,27 | 0,31 | 0,35 | 0,39 | 0,46 | 0,53 | 0,59 | |
| 1500 | 750 | 0,13 | 0,17 | 0,20 | 0,25 | 0,30 | 0,34 | 0,39 | 0,43 | 0,51 | 0,58 | 0,64 |
| 1000 | 0,17 | 0,21 | 0,25 | 0,32 | 0,38 | 0,43 | 0,49 | 0,55 | 0,65 | 0,74 | 0,82 | |
| 1500 | 0,24 | 0,30 | 0,36 | 0,45 | 0,53 | 0,61 | 0,69 | 0,77 | 0,91 | 1,04 | 1,15 | |
| 2000 | 1000 | 0,22 | 0,27 | 0,32 | 0,41 | 0,48 | 0,55 | 0,63 | 0,70 | 0,82 | 0,94 | 1,04 |
| 1500 | 0,30 | 0,38 | 0,45 | 0,57 | 0,68 | 0,77 | 0,88 | 0,98 | 1,16 | 1,32 | 1,47 | |
| 2000 | 0,39 | 0,49 | 0,58 | 0,73 | 0,87 | 0,99 | 1,12 | 1,25 | 1,48 | 1,68 | 1,87 | |
| 3000 | 1000 | 0,30 | 0,38 | 0,45 | 0,57 | 0,68 | 0,77 | 0,88 | 0,97 | 1,15 | 1,31 | 1,46 |
| 1500 | 0,42 | 0,54 | 0,64 | 0,80 | 0,95 | 1,08 | 1,23 | 1,37 | 1,62 | 1,85 | 2,05 | |
| 2000 | 0,54 | 0,69 | 0,81 | 1,03 | 1,21 | 1,38 | 1,57 | 1,75 | 2,07 | 2,35 | 2,62 | |
| 3000 | 0,76 | 0,97 | 1,14 | 1,44 | 1,71 | 1,95 | 2,21 | 2,46 | 2,91 | 3,32 | 3,69 | |
| 4000 | 1000 | 0,38 | 0,48 | 0,57 | 0,73 | 0,86 | 0,98 | 1,11 | 1,24 | 1,46 | 1,66 | 1,85 |
| 1500 | 0,54 | 0,68 | 0,81 | 1,02 | 1,21 | 1,37 | 1,57 | 1,74 | 2,06 | 2,34 | 2,61 | |
| 2000 | 0,69 | 0,87 | 1,03 | 1,30 | 1,54 | 1,75 | 2,00 | 2,22 | 2,62 | 2,99 | 3,32 | |
| 3000 | 0,97 | 1,23 | 1,45 | 1,83 | 2,17 | 2,47 | 2,81 | 3,13 | 3,70 | 4,21 | 4,68 | |
| 6000 | 1000 | 0,54 | 0,68 | 0,80 | 1,02 | 1,20 | 1,37 | 1,56 | 1,73 | 2,05 | 2,33 | 2,59 |
| 1500 | 0,75 | 0,96 | 1,13 | 1,43 | 1,69 | 1,93 | 2,19 | 2,44 | 2,88 | 3,28 | 3,65 | |
| 2000 | 0,96 | 1,22 | 1,44 | 1,82 | 2,16 | 2,45 | 2,80 | 3,11 | 3,67 | 4,18 | 4,65 | |
| 3000 | 1,36 | 1,72 | 2,03 | 2,57 | 3,04 | 3,46 | 3,94 | 4,38 | 5,18 | 5,89 | 6,55 | |
| 8000 | 1500 | 0,96 | 1,21 | 1,43 | 1,82 | 2,15 | 2,44 | 2,78 | 3,09 | 3,66 | 4,17 | 4,63 |
| 2000 | 1,22 | 1,55 | 1,83 | 2,32 | 2,74 | 3,12 | 3,55 | 3,95 | 4,67 | 5,31 | 5,91 | |
| 3000 | 1,72 | 2,18 | 2,58 | 3,26 | 3,86 | 4,39 | 5,00 | 5,56 | 6,57 | 7,48 | 8,32 | |
| 10000 | 1500 | 1,15 | 1,46 | 1,73 | 2,18 | 2,58 | 2,94 | 3,35 | 3,72 | 4,40 | 5,01 | 5,58 |
| 2000 | 1,47 | 1,86 | 2,20 | 2,79 | 3,29 | 3,75 | 4,27 | 4,75 | 5,61 | 6,39 | 7,11 | |
| 3000 | 2,07 | 2,62 | 3,10 | 3,92 | 4,64 | 5,28 | 6,02 | 6,69 | 7,91 | 9,01 | 10,01 | |
| 12000 | 1500 | 1,34 | 1,70 | 2,01 | 2,54 | 3,01 | 3,42 | 3,90 | 4,33 | 5,12 | 5,83 | 6,49 |
| 2000 | 1,71 | 2,17 | 2,56 | 3,24 | 3,83 | 4,36 | 4,97 | 5,53 | 6,53 | 7,44 | 8,27 | |
| 3000 | 2,41 | 3,05 | 3,61 | 4,57 | 5,40 | 6,15 | 7,00 | 7,78 | 9,20 | 10,48 | 11,65 | |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,85 - при гибке детали с углом у основания более 60 градусов;
1,20 - при гибке детали с углом у основания от 60 градусов до 45 градусов;
1,35 - при гибке детали с углом у основания менее 45 градусов.
Приложение № 5
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ ПОЛОС С ПОСТОЯННОЙ КРИВИЗНОЙ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Разметка на заготовке детали линии гиба. Подача заготовки детали к вальцам и установка ее между валками. Гибка заготовки детали с доводкой до получения необходимой погиби. Снятие заготовки детали с вальцов, проверка по шаблону. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из полос с постоянной кривизной (устанавливаются на ширину полосы 200 мм)
| Длина, мм | Толщина, мм | ||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | |
| Норма времени на одну полосу, ч | |||||||||
| 1000 | 0,073 | 0,079 | 0,096 | 0,127 | 0,154 | 0,180 | 0,209 | 0,237 | 0,288 |
| 2000 | 0,091 | 0,099 | 0,121 | 0,159 | 0,194 | 0,225 | 0,262 | 0,297 | 0,361 |
| 3000 | 0,104 | 0,113 | 0,138 | 0,182 | 0,221 | 0,257 | 0,299 | 0,339 | 0,412 |
| 4000 | 0,114 | 0,125 | 0,151 | 0,199 | 0,243 | 0,282 | 0,329 | 0,372 | 0,452 |
| 5000 | 0,123 | 0,134 | 0,163 | 0,215 | 0,261 | 0,304 | 0,353 | 0,400 | 0,486 |
| 6000 | 0,130 | 0,142 | 0,173 | 0,228 | 0,277 | 0,322 | 0,375 | 0,425 | 0,516 |
| 7000 | 0,137 | 0,149 | 0,182 | 0,239 | 0,291 | 0,339 | 0,394 | 0,446 | 0,543 |
| 8000 | 0,143 | 0,156 | 0,190 | 0,250 | 0,304 | 0,354 | 0,412 | 0,466 | 0,567 |
| 9000 | 0,149 | 0,162 | 0,197 | 0,260 | 0,316 | 0,368 | 0,428 | 0,485 | 0,589 |
| 10000 | 0,154 | 0,168 | 0,204 | 0,269 | 0,327 | 0,381 | 0,443 | 0,501 | 0,610 |
| 11000 | 0,159 | 0,173 | 0,211 | 0,277 | 0,337 | 0,393 | 0,457 | 0,517 | 0,629 |
| 12000 | 0,163 | 0,178 | 0,217 | 0,285 | 0,347 | 0,404 | 0,470 | 0,532 | 0,647 |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,25 - при гибке деталей с переменной кривизной;
0,95 - при ширине полосы 100 мм;
1,05 - при ширине полосы 300 мм;
1,10 - при ширине полосы 400 мм.
Приложение № 6
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона (каркаса). Подача заготовки детали к прессу. Разметка линии гиба. Установка заготовки детали на матрицу пресса. Гибка и доводка с применением прокладок, с проверкой по шаблону (каркасу) до получения необходимой погиби. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей на гидравлическом прессе
Таблица 1. Нормы времени на выполнение работ по гибке деталей цилиндрической формы на гидравлическом прессе с постоянной стрелкой погиби по длине детали
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 700 | 0,08 | 0,11 | 0,13 | 0,17 | 0,22 | 0,25 | 0,30 | 0,34 | 0,42 | 0,49 | 0,57 |
| 1000 | 0,11 | 0,15 | 0,18 | 0,24 | 0,30 | 0,35 | 0,41 | 0,47 | 0,58 | 0,69 | 0,78 | |
| 2000 | 1000 | 0,19 | 0,26 | 0,32 | 0,42 | 0,52 | 0,62 | 0,73 | 0,83 | 1,02 | 1,20 | 1,38 |
| 1400 | 0,26 | 0,35 | 0,43 | 0,58 | 0,71 | 0,84 | 0,99 | 1,13 | 1,39 | 1,64 | 1,87 | |
| 2000 | 0,36 | 0,48 | 0,60 | 0,80 | 0,99 | 1,17 | 1,37 | 1,57 | 1,94 | 2,28 | 2,60 | |
| 3000 | 1000 | 0,26 | 0,36 | 0,44 | 0,59 | 0,73 | 0,86 | 1,01 | 1,15 | 1,42 | 1,67 | 1,91 |
| 1400 | 0,36 | 0,48 | 0,60 | 0,80 | 0,99 | 1,17 | 1,37 | 1,57 | 1,94 | 2,28 | 2,60 | |
| 2000 | 0,50 | 0,67 | 0,83 | 1,12 | 1,38 | 1,62 | 1,91 | 2,18 | 2,69 | 3,16 | 3,61 | |
| 3200 | 0,77 | 1,04 | 1,28 | 1,72 | 2,12 | 2,50 | 2,94 | 3,36 | 4,14 | 4,88 | 5,57 | |
| 4000 | 1000 | 0,33 | 0,45 | 0,55 | 0,74 | 0,92 | 1,08 | 1,27 | 1,45 | 1,79 | 2,11 | 2,41 |
| 1400 | 0,46 | 0,61 | 0,75 | 1,01 | 1,25 | 1,47 | 1,73 | 1,98 | 2,44 | 2,88 | 3,29 | |
| 2000 | 0,63 | 0,85 | 1,05 | 1,41 | 1,74 | 2,05 | 2,41 | 2,75 | 3,39 | 3,99 | 4,56 | |
| 3200 | 0,97 | 1,31 | 1,62 | 2,17 | 2,68 | 3,15 | 3,71 | 4,24 | 5,23 | 6,15 | 7,03 | |
| 6000 | 1000 | 0,46 | 0,62 | 0,77 | 1,03 | 1,28 | 1,50 | 1,77 | 2,02 | 2,49 | 2,93 | 3,35 |
| 1400 | 0,63 | 0,85 | 1,05 | 1,41 | 1,74 | 2,05 | 2,41 | 2,75 | 3,39 | 4,00 | 4,56 | |
| 2000 | 0,88 | 1,18 | 1,46 | 1,96 | 2,41 | 2,84 | 3,34 | 3,82 | 4,71 | 5,55 | 6,34 | |
| 3200 | 1,35 | 1,82 | 2,24 | 3,02 | 3,72 | 4,38 | 5,15 | 5,89 | 7,26 | 8,55 | 9,76 | |
| 7000 | 1000 | 0,53 | 0,71 | 0,87 | 1,17 | 1,45 | 1,70 | 2,00 | 2,29 | 2,82 | 3,32 | 3,79 |
| 1400 | 0,72 | 0,96 | 1,19 | 1,60 | 1,97 | 2,32 | 2,73 | 3,12 | 3,85 | 4,53 | 5,17 | |
| 2000 | 0,99 | 1,34 | 1,65 | 2,22 | 2,74 | 3,22 | 3,79 | 4,33 | 5,34 | 6,28 | 7,18 | |
| 3200 | 1,53 | 2,06 | 2,54 | 3,42 | 4,22 | 4,96 | 5,84 | 6,67 | 8,23 | 9,68 | 11,06 | |
| 8000 | 1000 | 0,59 | 0,79 | 0,97 | 1,31 | 1,61 | 1,90 | 2,23 | 2,55 | 3,14 | 3,70 | 4,23 |
| 1400 | 0,80 | 1,07 | 1,32 | 1,78 | 2,20 | 2,58 | 3,04 | 3,47 | 4,29 | 5,04 | 5,76 | |
| 2000 | 1,11 | 1,49 | 1,84 | 2,47 | 3,05 | 3,59 | 4,22 | 4,82 | 5,95 | 7,00 | 8,00 | |
| 3200 | 1,71 | 2,30 | 2,83 | 3,81 | 4,70 | 5,53 | 6,51 | 7,43 | 9,17 | 10,79 | 12,33 | |
| 9000 | 1400 | 0,88 | 1,18 | 1,46 | 1,96 | 2,42 | 2,84 | 3,35 | 3,82 | 4,71 | 5,55 | 6,34 |
| 2000 | 1,22 | 1,64 | 2,02 | 2,72 | 3,35 | 3,95 | 4,64 | 5,31 | 6,55 | 7,70 | 8,80 | |
| 3200 | 1,88 | 2,53 | 3,12 | 4,19 | 5,17 | 6,08 | 7,16 | 8,18 | 10,09 | 11,87 | 13,56 | |
| 10000 | 1400 | 0,96 | 1,29 | 1,59 | 2,13 | 2,63 | 3,10 | 3,64 | 4,16 | 5,13 | 6,04 | 6,90 |
| 2000 | 1,33 | 1,78 | 2,20 | 2,96 | 3,65 | 4,30 | 5,06 | 5,78 | 7,13 | 8,39 | 9,58 | |
| 3200 | 2,05 | 2,75 | 3,39 | 4,56 | 5,63 | 6,62 | 7,79 | 8,90 | 10,98 | 12,93 | 14,77 | |
| 11000 | 1400 | 1,03 | 1,39 | 1,71 | 2,30 | 2,84 | 3,34 | 3,94 | 4,50 | 5,55 | 6,53 | 7,46 |
| 2000 | 1,43 | 1,93 | 2,38 | 3,20 | 3,94 | 4,64 | 5,46 | 6,24 | 7,70 | 9,06 | 10,35 | |
| 3200 | 2,21 | 2,97 | 3,66 | 4,93 | 6,08 | 7,15 | 8,42 | 9,62 | 11,87 | 13,97 | 15,95 | |
| 12000 | 1400 | 1,11 | 1,49 | 1,84 | 2,47 | 3,05 | 3,59 | 4,22 | 4,82 | 5,95 | 7,00 | 8,00 |
| 2000 | 1,54 | 2,07 | 2,55 | 3,43 | 4,23 | 4,98 | 5,86 | 6,70 | 8,26 | 9,72 | 11,11 | |
| 3200 | 2,37 | 3,19 | 3,93 | 5,29 | 6,52 | 7,68 | 9,03 | 10,32 | 12,73 | 14,99 | 17,12 | |
При гибке детали с переменной стрелкой погиби к нормам времени, приведенным в таблице 1 настоящего приложения, применяется поправочный коэффициент 1,3.
Таблица 2. Нормы времени на выполнение работ по гибке полутрубы цилиндрической формы на гидравлическом прессе
| Длина, мм | Диаметр, мм | Толщина, мм | ||||||||||||||
| 4 | 6 | 8 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | ||
| Норма времени на полутрубу, ч | ||||||||||||||||
| 1000 | 100 | 0,19 | 0,23 | 0,27 | 0,34 | 0,39 | 0,44 | 0,50 | - | - | - | - | - | - | - | - |
| 200 | 0,21 | 0,25 | 0,30 | 0,37 | 0,43 | 0,48 | 0,54 | - | - | - | - | - | - | - | - | |
| 300 | 0,22 | 0,27 | 0,31 | 0,39 | 0,45 | 0,51 | 0,57 | - | - | - | - | - | - | - | - | |
| 400 | 0,23 | 0,28 | 0,32 | 0,40 | 0,47 | 0,53 | 0,59 | 0,65 | 0,76 | 0,86 | 0,94 | 1,02 | 1,10 | 1,17 | 1,24 | |
| 500 | 0,23 | 0,29 | 0,33 | 0,41 | 0,48 | 0,54 | 0,61 | 0,67 | 0,78 | 0,88 | 0,97 | 1,05 | 1,13 | 1,20 | 1,27 | |
| 600 | 0,24 | 0,29 | 0,34 | 0,42 | 0,49 | 0,56 | 0,63 | 0,69 | 0,80 | 0,90 | 0,99 | 1,08 | 1,16 | 1,23 | 1,30 | |
| 700 | 0,24 | 0,30 | 0,35 | 0,43 | 0,50 | 0,57 | 0,64 | 0,70 | 0,82 | 0,92 | 1,01 | 1,10 | 1,18 | 1,26 | 1,33 | |
| 800 | 0,25 | 0,31 | 0,36 | 0,44 | 0,51 | 0,58 | 0,65 | 0,72 | 0,83 | 0,94 | 1,03 | 1,12 | 1,20 | 1,28 | 1,35 | |
| 900 | 0,25 | 0,31 | 0,36 | 0,45 | 0,52 | 0,59 | 0,66 | 0,73 | 0,85 | 0,95 | 1,05 | 1,14 | 1,22 | 1,30 | 1,37 | |
| 1000 | 0,25 | 0,31 | 0,37 | 0,45 | 0,53 | 0,59 | 0,67 | 0,74 | 0,86 | 0,97 | 1,06 | 1,15 | 1,24 | 1,32 | 1,39 | |
| 2000 | 100 | 0,37 | 0,46 | 0,54 | 0,67 | 0,77 | 0,87 | 0,98 | - | - | - | - | - | - | - | - |
| 200 | 0,41 | 0,50 | 0,59 | 0,73 | 0,85 | 0,95 | 1,07 | - | - | - | - | - | - | - | - | |
| 300 | 0,43 | 0,53 | 0,62 | 0,77 | 0,89 | 1,01 | 1,13 | - | - | - | - | - | - | - | ||
| 400 | 0,45 | 0,55 | 0,64 | 0,80 | 0,93 | 1,04 | 1,17 | 1,29 | 1,51 | 1,70 | 1,87 | 2,03 | 2,17 | 2,31 | 2,45 | |
| 500 | 0,46 | 0,57 | 0,66 | 0,82 | 0,96 | 1,07 | 1,21 | 1,33 | 1,55 | 1,75 | 1,92 | 2,09 | 2,24 | 2,38 | 2,52 | |
| 600 | 0,47 | 0,58 | 0,68 | 0,84 | 0,98 | 1,10 | 1,24 | 1,36 | 1,59 | 1,79 | 1,97 | 2,14 | 2,29 | 2,44 | 2,58 | |
| 700 | 0,48 | 0,59 | 0,69 | 0,86 | 1,00 | 1,12 | 1,26 | 1,39 | 1,62 | 1,82 | 2,01 | 2,18 | 2,34 | 2,49 | 2,63 | |
| 800 | 0,49 | 0,60 | 0,70 | 0,87 | 1,02 | 1,14 | 1,29 | 1,42 | 1,65 | 1,86 | 2,04 | 2,22 | 2,38 | 2,53 | 2,68 | |
| 900 | 0,50 | 0,61 | 0,71 | 0,89 | 1,03 | 1,16 | 1,31 | 1,44 | 1,67 | 1,88 | 2,08 | 2,25 | 2,42 | 2,57 | 2,72 | |
| 1000 | 0,50 | 0,62 | 0,72 | 0,90 | 1,05 | 1,18 | 1,32 | 1,46 | 1,70 | 1,91 | 2,10 | 2,28 | 2,45 | 2,61 | 2,76 | |
| 3000 | 100 | 0,55 | 0,69 | 0,80 | 0,99 | 1,15 | 1,30 | 1,46 | - | - | - | - | - | - | - | - |
| 200 | 0,61 | 0,75 | 0,88 | 1,09 | 1,26 | 1,42 | 1,60 | - | - | - | - | - | - | - | - | |
| 300 | 0,64 | 0,79 | 0,92 | 1,14 | 1,33 | 1,50 | 1,69 | - | - | - | - | - | - | - | - | |
| 400 | 0,66 | 0,82 | 0,96 | 1,19 | 1,38 | 1,56 | 1,75 | 1,93 | 2,25 | 2,53 | 2,78 | 3,02 | 3,24 | 3,45 | 3,65 | |
| 500 | 0,68 | 0,85 | 0,99 | 1,22 | 1,42 | 1,60 | 1,80 | 1,99 | 2,31 | 2,60 | 2,87 | 3,11 | 3,34 | 3,55 | 3,75 | |
| 600 | 0,70 | 0,87 | 1,01 | 1,25 | 1,46 | 1,64 | 1,85 | 2,03 | 2,37 | 2,66 | 2,93 | 3,18 | 3,42 | 3,64 | 3,84 | |
| 700 | 0,71 | 0,89 | 1,03 | 1,28 | 1,49 | 1,67 | 1,88 | 2,07 | 2,42 | 2,72 | 2,99 | 3,25 | 3,49 | 3,71 | 3,92 | |
| 800 | 0,73 | 0,90 | 1,05 | 1,30 | 1,51 | 1,70 | 1,92 | 2,11 | 2,46 | 2,77 | 3,05 | 3,31 | 3,55 | 3,78 | 3,99 | |
| 900 | 0,74 | 0,92 | 1,07 | 1,32 | 1,54 | 1,73 | 1,95 | 2,14 | 2,50 | 2,81 | 3,09 | 3,36 | 3,60 | 3,83 | 4,05 | |
| 1000 | 0,75 | 0,93 | 1,08 | 1,34 | 1,56 | 1,75 | 1,97 | 2,17 | 2,53 | 2,85 | 3,14 | 3,40 | 3,65 | 3,89 | 4,11 | |
| 4000 | 100 | 0,74 | 0,91 | 1,06 | 1,32 | 1,53 | 1,72 | 1,94 | - | - | - | - | - | - | - | - |
| 200 | 0,81 | 1,00 | 1,16 | 1,44 | 1,68 | 1,89 | 2,12 | - | - | - | - | - | - | - | - | |
| 300 | 0,85 | 1,05 | 1,23 | 1,52 | 1,77 | 1,99 | 2,24 | - | - | - | - | - | - | - | - | |
| 400 | 0,88 | 1,09 | 1,27 | 1,58 | 1,84 | 2,07 | 2,32 | 2,56 | 2,98 | 3,35 | 3,69 | 4,01 | 4,30 | 4,58 | 4,84 | |
| 500 | 0,91 | 1,13 | 1,31 | 1,62 | 1,89 | 2,13 | 2,39 | 2,64 | 3,07 | 3,45 | 3,80 | 4,13 | 4,43 | 4,71 | 4,98 | |
| 600 | 0,93 | 1,15 | 1,34 | 1,66 | 1,94 | 2,18 | 2,45 | 2,70 | 3,14 | 3,54 | 3,89 | 4,23 | 4,54 | 4,83 | 5,10 | |
| 700 | 0,95 | 1,18 | 1,37 | 1,70 | 1,97 | 2,22 | 2,50 | 2,75 | 3,21 | 3,61 | 3,97 | 4,31 | 4,63 | 4,92 | 5,21 | |
| 800 | 0,97 | 1,20 | 1,39 | 1,73 | 2,01 | 2,26 | 2,54 | 2,80 | 3,26 | 3,67 | 4,04 | 4,39 | 4,71 | 5,01 | 5,30 | |
| 900 | 0,98 | 1,21 | 1,41 | 1,75 | 2,04 | 2,30 | 2,58 | 2,85 | 3,31 | 3,73 | 4,11 | 4,46 | 4,78 | 5,09 | 5,38 | |
| 1000 | 0,99 | 1,23 | 1,43 | 1,78 | 2,07 | 2,33 | 2,62 | 2,89 | 3,36 | 3,78 | 4,16 | 4,52 | 4,85 | 5,16 | 5,45 | |
| 5000 | 100 | 0,92 | 1,14 | 1,32 | 1,64 | 1,91 | 2,15 | 2,42 | - | - | - | - | - | - | - | - |
| 200 | 1,00 | 1,24 | 1,45 | 1,79 | 2,09 | 2,35 | 2,65 | - | - | - | - | - | - | - | - | |
| 300 | 1,06 | 1,31 | 1,53 | 1,89 | 2,20 | 2,48 | 2,79 | - | - | - | - | - | - | - | - | |
| 400 | 1,10 | 1,36 | 1,59 | 1,96 | 2,29 | 2,57 | 2,90 | 3,19 | 3,71 | 4,18 | 4,60 | 4,99 | 5,36 | 5,70 | 6,03 | |
| 500 | 1,13 | 1,40 | 1,63 | 2,02 | 2,35 | 2,65 | 2,98 | 3,28 | 3,82 | 4,30 | 4,74 | 5,14 | 5,52 | 5,87 | 6,21 | |
| 600 | 1,16 | 1,44 | 1,67 | 2,07 | 2,41 | 2,71 | 3,05 | 3,36 | 3,92 | 4,41 | 4,85 | 5,26 | 5,65 | 6,01 | 6,36 | |
| 700 | 1,18 | 1,46 | 1,71 | 2,11 | 2,46 | 2,77 | 3,12 | 3,43 | 3,99 | 4,50 | 4,95 | 5,37 | 5,76 | 6,13 | 6,49 | |
| 800 | 1,20 | 1,49 | 1,73 | 2,15 | 2,50 | 2,82 | 3,17 | 3,49 | 4,06 | 4,57 | 5,04 | 5,47 | 5,87 | 6,24 | 6,60 | |
| 900 | 1,22 | 1,51 | 1,76 | 2,18 | 2,54 | 2,86 | 3,22 | 3,55 | 4,13 | 4,65 | 5,12 | 5,55 | 5,96 | 6,34 | 6,70 | |
| 1000 | 1,24 | 1,53 | 1,79 | 2,21 | 2,58 | 2,90 | 3,26 | 3,59 | 4,18 | 4,71 | 5,19 | 5,63 | 6,04 | 6,43 | 6,80 | |
| 6000 | 100 | 1,10 | 1,36 | 1,58 | 1,96 | 2,28 | 2,57 | 2,89 | - | - | - | - | - | - | - | - |
| 200 | 1,20 | 1,49 | 1,73 | 2,15 | 2,50 | 2,81 | 3,17 | - | - | - | - | - | - | - | - | |
| 300 | 1,27 | 1,57 | 1,83 | 2,26 | 2,64 | 2,97 | 3,34 | - | - | - | - | - | - | - | - | |
| 400 | 1,31 | 1,63 | 1,90 | 2,35 | 2,74 | 3,08 | 3,47 | 3,82 | 4,44 | 5,00 | 5,51 | 5,97 | 6,41 | 6,82 | 7,22 | |
| 500 | 1,35 | 1,68 | 1,95 | 2,42 | 2,82 | 3,17 | 3,57 | 3,93 | 4,58 | 5,15 | 5,67 | 6,15 | 6,60 | 7,03 | 7,43 | |
| 600 | 1,39 | 1,72 | 2,00 | 2,48 | 2,89 | 3,25 | 3,65 | 4,02 | 4,69 | 5,27 | 5,81 | 6,30 | 6,76 | 7,19 | 7,61 | |
| 700 | 1,41 | 1,75 | 2,04 | 2,53 | 2,94 | 3,31 | 3,73 | 4,11 | 4,78 | 5,38 | 5,92 | 6,43 | 6,90 | 7,34 | 7,76 | |
| 800 | 1,44 | 1,78 | 2,08 | 2,57 | 3,00 | 3,37 | 3,79 | 4,18 | 4,86 | 5,47 | 6,03 | 6,54 | 7,02 | 7,47 | 7,90 | |
| 900 | 1,46 | 1,81 | 2,11 | 2,61 | 3,04 | 3,42 | 3,85 | 4,24 | 4,94 | 5,56 | 6,12 | 6,64 | 7,13 | 7,59 | 8,02 | |
| 1000 | 1,48 | 1,84 | 2,14 | 2,65 | 3,08 | 3,47 | 3,91 | 4,30 | 5,01 | 5,64 | 6,21 | 6,73 | 7,23 | 7,69 | 8,13 | |
| 8000 | 100 | 1,46 | 1,80 | 2,10 | 2,60 | 3,03 | 3,41 | 3,84 | - | - | - | - | - | - | - | - |
| 200 | 1,59 | 1,98 | 2,30 | 2,85 | 3,32 | 3,73 | 4,20 | - | - | - | - | - | - | - | - | |
| 300 | 1,68 | 2,08 | 2,43 | 3,01 | 3,50 | 3,94 | 4,43 | - | - | - | - | - | - | - | - | |
| 400 | 1,74 | 2,16 | 2,52 | 3,12 | 3,63 | 4,09 | 4,60 | 5,07 | 5,90 | 6,64 | 7,31 | 7,93 | 8,51 | 9,06 | 9,58 | |
| 500 | 1,80 | 2,23 | 2,59 | 3,21 | 3,74 | 4,21 | 4,74 | 5,22 | 6,07 | 6,83 | 7,53 | 8,17 | 8,76 | 9,33 | 9,86 | |
| 600 | 1,84 | 2,28 | 2,65 | 3,29 | 3,83 | 4,31 | 4,85 | 5,34 | 6,22 | 7,00 | 7,71 | 8,36 | 8,97 | 9,55 | 10,10 | |
| 700 | 1,88 | 2,33 | 2,71 | 3,36 | 3,91 | 4,40 | 4,95 | 5,45 | 6,35 | 7,14 | 7,86 | 8,53 | 9,16 | 9,74 | 10,30 | |
| 800 | 1,91 | 2,37 | 2,76 | 3,42 | 3,98 | 4,47 | 5,04 | 5,55 | 6,46 | 7,27 | 8,00 | 8,68 | 9,32 | 9,92 | 10,48 | |
| 900 | 1,94 | 2,40 | 2,80 | 3,47 | 4,04 | 4,54 | 5,11 | 5,63 | 6,56 | 7,38 | 8,13 | 8,82 | 9,46 | 10,07 | 10,65 | |
| 1000 | 1,97 | 2,44 | 2,84 | 3,52 | 4,09 | 4,61 | 5,18 | 5,71 | 6,65 | 7,48 | 8,24 | 8,94 | 9,59 | 10,21 | 10,79 | |
Таблица 3. Нормы времени на выполнение работ по гибке деталей конической формы на гидравлическом прессе
| Длина, мм | Диаметр, мм | Толщина, мм | ||||||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| Норма времени на деталь, ч | ||||||||||||||||
| 1000 | 100 | 0,26 | 0,33 | 0,38 | 0,47 | 0,55 | 0,62 | 0,69 | - | - | - | - | - | - | - | - |
| 200 | 0,29 | 0,36 | 0,42 | 0,51 | 0,60 | 0,67 | 0,76 | - | - | - | - | - | - | - | - | |
| 300 | 0,30 | 0,38 | 0,44 | 0,54 | 0,63 | 0,71 | 0,80 | - | - | - | - | - | - | - | - | |
| 400 | 0,31 | 0,39 | 0,45 | 0,56 | 0,66 | 0,74 | 0,83 | 0,91 | 1,06 | 1,20 | 1,32 | 1,43 | 1,54 | 1,63 | 1,73 | |
| 500 | 0,32 | 0,40 | 0,47 | 0,58 | 0,67 | 0,76 | 0,85 | 0,94 | 1,10 | 1,23 | 1,36 | 1,47 | 1,58 | 1,68 | 1,78 | |
| 600 | 0,33 | 0,41 | 0,48 | 0,59 | 0,69 | 0,78 | 0,88 | 0,96 | 1,12 | 1,26 | 1,39 | 1,51 | 1,62 | 1,72 | 1,82 | |
| 700 | 0,34 | 0,42 | 0,49 | 0,61 | 0,71 | 0,79 | 0,89 | 0,98 | 1,15 | 1,29 | 1,42 | 1,54 | 1,65 | 1,76 | 1,86 | |
| 800 | 0,34 | 0,43 | 0,50 | 0,62 | 0,72 | 0,81 | 0,91 | 1,00 | 1,17 | 1,31 | 1,44 | 1,57 | 1,68 | 1,79 | 1,89 | |
| 900 | 0,35 | 0,43 | 0,51 | 0,63 | 0,73 | 0,82 | 0,92 | 1,02 | 1,18 | 1,33 | 1,47 | 1,59 | 1,71 | 1,82 | 1,92 | |
| 1000 | 0,35 | 0,44 | 0,51 | 0,63 | 0,74 | 0,83 | 0,94 | 1,03 | 1,20 | 1,35 | 1,49 | 1,61 | 1,73 | 1,84 | 1,95 | |
| 2000 | 100 | 0,52 | 0,64 | 0,75 | 0,93 | 1,08 | 1,22 | 1,37 | - | - | - | - | - | - | - | - |
| 200 | 0,57 | 0,71 | 0,82 | 1,02 | 1,19 | 1,33 | 1,50 | - | - | - | - | - | - | - | - | |
| 300 | 0,60 | 0,74 | 0,87 | 1,07 | 1,25 | 1,41 | 1,58 | - | - | - | - | - | - | - | - | |
| 400 | 0,62 | 0,77 | 0,90 | 1,11 | 1,30 | 1,46 | 1,64 | 1,81 | 2,11 | 2,37 | 2,61 | 2,83 | 3,04 | 3,23 | 3,42 | |
| 500 | 0,64 | 0,79 | 0,93 | 1,15 | 1,34 | 1,50 | 1,69 | 1,86 | 2,17 | 2,44 | 2,69 | 2,92 | 3,13 | 3,33 | 3,52 | |
| 600 | 0,66 | 0,81 | 0,95 | 1,17 | 1,37 | 1,54 | 1,73 | 1,91 | 2,22 | 2,50 | 2,75 | 2,99 | 3,20 | 3,41 | 3,61 | |
| 700 | 0,67 | 0,83 | 0,97 | 1,20 | 1,40 | 1,57 | 1,77 | 1,95 | 2,27 | 2,55 | 2,81 | 3,05 | 3,27 | 3,48 | 3,68 | |
| 800 | 0,68 | 0,85 | 0,98 | 1,22 | 1,42 | 1,60 | 1,80 | 1,98 | 2,31 | 2,59 | 2,86 | 3,10 | 3,33 | 3,54 | 3,74 | |
| 900 | 0,69 | 0,86 | 1,00 | 1,24 | 1,44 | 1,62 | 1,83 | 2,01 | 2,34 | 2,63 | 2,90 | 3,15 | 3,38 | 3,60 | 3,80 | |
| 1000 | 0,70 | 0,87 | 1,01 | 1,26 | 1,46 | 1,65 | 1,85 | 2,04 | 2,37 | 2,67 | 2,94 | 3,19 | 3,43 | 3,65 | 3,85 | |
| 3000 | 100 | 0,78 | 0,96 | 1,12 | 1,39 | 1,61 | 1,82 | 2,04 | - | - | - | - | - | - | - | - |
| 200 | 0,85 | 1,05 | 1,22 | 1,52 | 1,77 | 1,99 | 2,24 | - | - | - | - | - | - | - | - | |
| 300 | 0,89 | 1,11 | 1,29 | 1,60 | 1,86 | 2,10 | 2,36 | - | - | - | - | - | - | - | - | |
| 400 | 0,93 | 1,15 | 1,34 | 1,66 | 1,93 | 2,18 | 2,45 | 2,70 | 3,14 | 3,53 | 3,89 | 4,22 | 4,53 | 4,82 | 5,10 | |
| 500 | 0,96 | 1,18 | 1,38 | 1,71 | 1,99 | 2,24 | 2,52 | 2,78 | 3,23 | 3,64 | 4,01 | 4,35 | 4,66 | 4,96 | 5,25 | |
| 600 | 0,98 | 1,21 | 1,41 | 1,75 | 2,04 | 2,29 | 2,58 | 2,84 | 3,31 | 3,73 | 4,10 | 4,45 | 4,78 | 5,08 | 5,38 | |
| 700 | 1,00 | 1,24 | 1,44 | 1,79 | 2,08 | 2,34 | 2,63 | 2,90 | 3,38 | 3,80 | 4,19 | 4,54 | 4,87 | 5,19 | 5,48 | |
| 800 | 1,02 | 1,26 | 1,47 | 1,82 | 2,12 | 2,38 | 2,68 | 2,95 | 3,44 | 3,87 | 4,26 | 4,62 | 4,96 | 5,28 | 5,58 | |
| 900 | 1,03 | 1,28 | 1,49 | 1,85 | 2,15 | 2,42 | 2,72 | 3,00 | 3,49 | 3,93 | 4,33 | 4,69 | 5,04 | 5,36 | 5,67 | |
| 1000 | 1,05 | 1,30 | 1,51 | 1,87 | 2,18 | 2,45 | 2,76 | 3,04 | 3,54 | 3,98 | 4,38 | 4,76 | 5,11 | 5,43 | 5,75 | |
| 4000 | 100 | 1,03 | 1,28 | 1,48 | 1,84 | 2,14 | 2,41 | 2,71 | - | - | - | - | - | - | - | - |
| 200 | 1,13 | 1,40 | 1,63 | 2,01 | 2,35 | 2,64 | 2,97 | - | - | - | - | - | - | - | - | |
| 300 | 1,19 | 1,47 | 1,71 | 2,12 | 2,47 | 2,78 | 3,13 | - | - | - | - | - | - | - | - | |
| 400 | 1,23 | 1,53 | 1,78 | 2,20 | 2,57 | 2,89 | 3,25 | 3,58 | 4,17 | 4,69 | 5,17 | 5,60 | 6,01 | 6,40 | 6,77 | |
| 500 | 1,27 | 1,57 | 1,83 | 2,27 | 2,64 | 2,97 | 3,35 | 3,69 | 4,29 | 4,83 | 5,32 | 5,77 | 6,19 | 6,59 | 6,97 | |
| 600 | 1,30 | 1,61 | 1,88 | 2,32 | 2,71 | 3,05 | 3,43 | 3,77 | 4,39 | 4,94 | 5,45 | 5,91 | 6,34 | 6,75 | 7,14 | |
| 700 | 1,33 | 1,64 | 1,91 | 2,37 | 2,76 | 3,11 | 3,50 | 3,85 | 4,48 | 5,05 | 5,56 | 6,03 | 6,47 | 6,89 | 7,28 | |
| 800 | 1,35 | 1,67 | 1,95 | 2,41 | 2,81 | 3,16 | 3,56 | 3,92 | 4,56 | 5,13 | 5,65 | 6,13 | 6,58 | 7,01 | 7,41 | |
| 900 | 1,37 | 1,70 | 1,98 | 2,45 | 2,85 | 3,21 | 3,61 | 3,98 | 4,63 | 5,21 | 5,74 | 6,23 | 6,69 | 7,11 | 7,52 | |
| 1000 | 1,39 | 1,72 | 2,00 | 2,48 | 2,89 | 3,26 | 3,66 | 4,03 | 4,70 | 5,29 | 5,82 | 6,32 | 6,78 | 7,21 | 7,63 | |
| 5000 | 100 | 1,28 | 1,59 | 1,85 | 2,29 | 2,67 | 3,00 | 3,38 | - | - | - | - | - | - | - | - |
| 200 | 1,40 | 1,74 | 2,02 | 2,51 | 2,92 | 3,29 | 3,70 | - | - | - | - | - | - | - | - | |
| 300 | 1,48 | 1,83 | 2,13 | 2,65 | 3,08 | 3,47 | 3,90 | - | - | - | - | - | - | - | - | |
| 400 | 1,54 | 1,90 | 2,22 | 2,75 | 3,20 | 3,60 | 4,05 | 4,46 | 5,19 | 5,84 | 6,43 | 6,98 | 7,49 | 7,97 | 8,43 | |
| 500 | 1,58 | 1,96 | 2,28 | 2,83 | 3,29 | 3,70 | 4,17 | 4,59 | 5,35 | 6,02 | 6,62 | 7,19 | 7,71 | 8,21 | 8,68 | |
| 600 | 1,62 | 2,01 | 2,34 | 2,90 | 3,37 | 3,79 | 4,27 | 4,70 | 5,47 | 6,16 | 6,78 | 7,36 | 7,90 | 8,41 | 8,89 | |
| 700 | 1,65 | 2,05 | 2,38 | 2,95 | 3,44 | 3,87 | 4,36 | 4,80 | 5,59 | 6,29 | 6,92 | 7,51 | 8,06 | 8,58 | 9,07 | |
| 800 | 1,68 | 2,08 | 2,43 | 3,01 | 3,50 | 3,94 | 4,43 | 4,88 | 5,68 | 6,40 | 7,04 | 7,64 | 8,20 | 8,73 | 9,23 | |
| 900 | 1,71 | 2,12 | 2,46 | 3,05 | 3,55 | 4,00 | 4,50 | 4,96 | 5,77 | 6,49 | 7,15 | 7,76 | 8,33 | 8,86 | 9,37 | |
| 1000 | 1,73 | 2,14 | 2,50 | 3,09 | 3,60 | 4,06 | 4,56 | 5,03 | 5,85 | 6,58 | 7,25 | 7,87 | 8,44 | 8,99 | 9,50 | |
| 6000 | 100 | 1,53 | 1,90 | 2,21 | 2,74 | 3,19 | 3,59 | 4,04 | - | - | - | - | - | - | - | - |
| 200 | 1,68 | 2,08 | 2,42 | 3,00 | 3,50 | 3,93 | 4,43 | - | - | - | - | - | - | - | - | |
| 300 | 1,77 | 2,19 | 2,55 | 3,17 | 3,69 | 4,15 | 4,67 | - | - | - | - | - | - | - | - | |
| 400 | 1,84 | 2,28 | 2,65 | 3,29 | 3,83 | 4,31 | 4,85 | 5,34 | 6,21 | 6,99 | 7,70 | 8,35 | 8,97 | 9,54 | 10,09 | |
| 500 | 1,89 | 2,34 | 2,73 | 3,38 | 3,94 | 4,43 | 4,99 | 5,49 | 6,40 | 7,20 | 7,93 | 8,60 | 9,23 | 9,82 | 10,39 | |
| 6000 | 600 | 1,94 | 2,40 | 2,80 | 3,46 | 4,03 | 4,54 | 5,11 | 5,63 | 6,55 | 7,37 | 8,12 | 8,81 | 9,45 | 10,06 | 10,64 |
| 700 | 1,98 | 2,45 | 2,85 | 3,54 | 4,12 | 4,63 | 5,21 | 5,74 | 6,68 | 7,52 | 8,28 | 8,99 | 9,64 | 10,26 | 10,85 | |
| 800 | 2,01 | 2,49 | 2,90 | 3,60 | 4,19 | 4,71 | 5,30 | 5,84 | 6,80 | 7,65 | 8,43 | 9,14 | 9,81 | 10,44 | 11,04 | |
| 900 | 2,04 | 2,53 | 2,95 | 3,65 | 4,25 | 4,79 | 5,39 | 5,93 | 6,91 | 7,77 | 8,56 | 9,29 | 9,97 | 10,61 | 11,21 | |
| 1000 | 2,07 | 2,57 | 2,99 | 3,70 | 4,31 | 4,85 | 5,46 | 6,01 | 7,00 | 7,88 | 8,68 | 9,41 | 10,10 | 10,75 | 11,37 | |
| 8000 | 100 | 2,04 | 2,52 | 2,94 | 3,64 | 4,24 | 4,77 | 5,37 | - | - | - | - | - | - | - | - |
| 200 | 2,23 | 2,76 | 3,22 | 3,99 | 4,64 | 5,22 | 5,88 | - | - | - | - | - | - | - | - | |
| 300 | 2,35 | 2,91 | 3,39 | 4,20 | 4,89 | 5,51 | 6,20 | - | - | - | - | - | - | - | - | |
| 400 | 2,44 | 3,02 | 3,52 | 4,36 | 5,08 | 5,72 | 6,43 | 7,08 | 8,25 | 9,28 | 10,22 | 11,09 | 11,90 | 12,67 | 13,39 | |
| 500 | 2,51 | 3,11 | 3,62 | 4,49 | 5,23 | 5,88 | 6,62 | 7,29 | 8,49 | 9,55 | 10,52 | 11,42 | 12,25 | 13,04 | 13,79 | |
| 600 | 2,57 | 3,19 | 3,71 | 4,60 | 5,36 | 6,03 | 6,78 | 7,47 | 8,70 | 9,78 | 10,78 | 11,69 | 12,55 | 13,35 | 14,12 | |
| 700 | 2,62 | 3,25 | 3,79 | 4,69 | 5,46 | 6,15 | 6,92 | 7,62 | 8,87 | 9,98 | 10,99 | 11,93 | 12,80 | 13,62 | 14,41 | |
| 800 | 2,67 | 3,31 | 3,85 | 4,78 | 5,56 | 6,26 | 7,04 | 7,75 | 9,03 | 10,16 | 11,19 | 12,14 | 13,03 | 13,86 | 14,66 | |
| 900 | 2,71 | 3,36 | 3,91 | 4,85 | 5,65 | 6,35 | 7,15 | 7,87 | 9,17 | 10,32 | 11,36 | 12,33 | 13,23 | 14,08 | 14,89 | |
| 1000 | 2,75 | 3,41 | 3,97 | 4,92 | 5,72 | 6,44 | 7,25 | 7,98 | 9,29 | 10,46 | 11,52 | 12,50 | 13,41 | 14,27 | 15,09 | |
Таблица 4. Нормы времени на выполнение работ по гибке деталей парусовидной формы на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 750 | 0,20 | 0,26 | 0,33 | 0,44 | 0,54 | 0,64 | 0,75 | 0,85 | 1,05 | 1,24 | 1,42 |
| 1000 | 0,26 | 0,34 | 0,42 | 0,57 | 0,70 | 0,83 | 0,97 | 1,11 | 1,37 | 1,62 | 1,85 | |
| 2000 | 1000 | 0,45 | 0,60 | 0,74 | 1,00 | 1,23 | 1,45 | 1,71 | 1,95 | 2,41 | 2,83 | 3,24 |
| 1500 | 0,65 | 0,88 | 1,08 | 1,45 | 1,79 | 2,11 | 2,48 | 2,83 | 3,50 | 4,11 | 4,70 | |
| 2000 | 0,85 | 1,14 | 1,41 | 1,89 | 2,33 | 2,75 | 3,23 | 3,69 | 4,55 | 5,36 | 6,12 | |
| 3000 | 1000 | 0,62 | 0,84 | 1,03 | 1,39 | 1,71 | 2,02 | 2,37 | 2,71 | 3,34 | 3,93 | 4,49 |
| 1500 | 0,90 | 1,22 | 1,50 | 2,02 | 2,49 | 2,93 | 3,44 | 3,93 | 4,85 | 5,71 | 6,53 | |
| 2000 | 1,18 | 1,58 | 1,95 | 2,63 | 3,24 | 3,81 | 4,49 | 5,13 | 6,33 | 7,44 | 8,50 | |
| 3200 | 1,81 | 2,44 | 3,01 | 4,05 | 4,99 | 5,88 | 6,92 | 7,90 | 9,75 | 11,47 | 13,10 | |
| 4000 | 1000 | 0,79 | 1,06 | 1,30 | 1,75 | 2,16 | 2,54 | 2,99 | 3,42 | 4,22 | 4,97 | 5,67 |
| 1500 | 1,14 | 1,53 | 1,89 | 2,54 | 3,14 | 3,69 | 4,35 | 4,97 | 6,13 | 7,21 | 8,24 | |
| 2000 | 1,49 | 2,00 | 2,47 | 3,32 | 4,09 | 4,81 | 5,67 | 6,47 | 7,98 | 9,40 | 10,74 | |
| 3200 | 2,29 | 3,08 | 3,80 | 5,11 | 6,30 | 7,42 | 8,73 | 9,97 | 12,30 | 14,48 | 16,54 | |
| 6000 | 1000 | 1,09 | 1,47 | 1,81 | 2,43 | 3,00 | 3,53 | 4,16 | 4,75 | 5,86 | 6,90 | 7,88 |
| 1500 | 1,58 | 2,13 | 2,63 | 3,53 | 4,36 | 5,13 | 6,04 | 6,90 | 8,51 | 10,02 | 11,44 | |
| 2000 | 2,06 | 2,78 | 3,42 | 4,60 | 5,68 | 6,69 | 7,87 | 8,99 | 11,09 | 13,05 | 14,91 | |
| 3200 | 3,18 | 4,28 | 5,28 | 7,10 | 8,75 | 10,30 | 12,13 | 13,85 | 17,09 | 20,11 | 22,97 | |
| 7000 | 1000 | 1,24 | 1,66 | 2,05 | 2,76 | 3,40 | 4,00 | 4,71 | 5,38 | 6,64 | 7,81 | 8,93 |
| 1500 | 1,80 | 2,41 | 2,98 | 4,00 | 4,94 | 5,81 | 6,84 | 7,82 | 9,64 | 11,35 | 12,96 | |
| 2000 | 2,34 | 3,15 | 3,88 | 5,22 | 6,44 | 7,57 | 8,92 | 10,18 | 12,56 | 14,79 | 16,89 | |
| 3200 | 3,61 | 4,85 | 5,98 | 8,04 | 9,92 | 11,67 | 13,74 | 15,69 | 19,36 | 22,79 | 26,03 | |
| 8000 | 1000 | 1,38 | 1,85 | 2,29 | 3,07 | 3,79 | 4,46 | 5,25 | 6,00 | 7,40 | 8,71 | 9,95 |
| 1500 | 2,00 | 2,69 | 3,32 | 4,46 | 5,50 | 6,48 | 7,62 | 8,71 | 10,74 | 12,64 | 14,44 | |
| 2000 | 2,61 | 3,50 | 4,32 | 5,81 | 7,17 | 8,44 | 9,93 | 11,35 | 14,00 | 16,48 | 18,82 | |
| 3200 | 4,02 | 5,40 | 6,66 | 8,96 | 11,05 | 13,01 | 15,31 | 17,49 | 21,57 | 25,39 | 29,00 | |
| 9000 | 1500 | 2,20 | 2,96 | 3,65 | 4,91 | 6,05 | 7,13 | 8,39 | 9,58 | 11,82 | 13,91 | 15,89 |
| 2000 | 2,87 | 3,86 | 4,76 | 6,39 | 7,89 | 9,29 | 10,93 | 12,48 | 15,40 | 18,13 | 20,71 | |
| 3200 | 4,42 | 5,94 | 7,33 | 9,85 | 12,16 | 14,31 | 16,84 | 19,24 | 23,73 | 27,93 | 31,91 | |
| 10000 | 1500 | 2,40 | 3,22 | 3,98 | 5,35 | 6,59 | 7,76 | 9,13 | 10,43 | 12,87 | 15,15 | 17,31 |
| 2000 | 3,12 | 4,20 | 5,18 | 6,96 | 8,59 | 10,11 | 11,90 | 13,60 | 16,77 | 19,74 | 22,55 | |
| 3200 | 4,81 | 6,47 | 7,98 | 10,73 | 13,24 | 15,58 | 18,34 | 20,95 | 25,85 | 30,42 | 34,75 | |
| 11000 | 1500 | 2,59 | 3,48 | 4,29 | 5,77 | 7,12 | 8,38 | 9,87 | 11,27 | 13,91 | 16,37 | 18,70 |
| 2000 | 3,37 | 4,54 | 5,60 | 7,52 | 9,28 | 10,92 | 12,86 | 14,69 | 18,12 | 21,32 | 24,36 | |
| 3200 | 5,20 | 6,99 | 8,62 | 11,59 | 14,30 | 16,83 | 19,81 | 22,63 | 27,92 | 32,86 | 37,54 | |
| 12000 | 1500 | 2,78 | 3,74 | 4,61 | 6,20 | 7,64 | 9,00 | 10,59 | 12,09 | 14,92 | 17,56 | 20,06 |
| 2000 | 3,62 | 4,87 | 6,00 | 8,07 | 9,96 | 11,72 | 13,80 | 15,76 | 19,44 | 22,88 | 26,14 | |
| 3200 | 5,58 | 7,50 | 9,25 | 12,44 | 15,35 | 18,06 | 21,26 | 24,28 | 29,96 | 35,26 | 40,28 | |
Таблица 5. Нормы времени на выполнение работ по гибке деталей веерообразной формы на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 750 | 0,11 | 0,14 | 0,18 | 0,24 | 0,29 | 0,34 | 0,40 | 0,46 | 0,57 | 0,67 | 0,76 |
| 1000 | 0,14 | 0,19 | 0,23 | 0,31 | 0,38 | 0,45 | 0,52 | 0,60 | 0,74 | 0,87 | 0,99 | |
| 2000 | 1000 | 0,24 | 0,32 | 0,40 | 0,54 | 0,66 | 0,78 | 0,92 | 1,05 | 1,30 | 1,53 | 1,74 |
| 1500 | 0,35 | 0,47 | 0,58 | 0,78 | 0,96 | 1,13 | 1,34 | 1,53 | 1,88 | 2,21 | 2,53 | |
| 2000 | 0,46 | 0,61 | 0,76 | 1,02 | 1,26 | 1,48 | 1,74 | 1,99 | 2,45 | 2,89 | 3,30 | |
| 3000 | 1000 | 0,34 | 0,45 | 0,56 | 0,75 | 0,92 | 1,08 | 1,28 | 1,46 | 1,80 | 2,12 | 2,42 |
| 1500 | 0,49 | 0,65 | 0,81 | 1,09 | 1,34 | 1,58 | 1,85 | 2,12 | 2,61 | 3,08 | 3,51 | |
| 2000 | 0,63 | 0,85 | 1,05 | 1,41 | 1,74 | 2,05 | 2,42 | 2,76 | 3,41 | 4,01 | 4,58 | |
| 3200 | 0,98 | 1,31 | 1,62 | 2,18 | 2,69 | 3,16 | 3,72 | 4,25 | 5,25 | 6,18 | 7,05 | |
| 4000 | 1000 | 0,42 | 0,57 | 0,70 | 0,94 | 1,16 | 1,37 | 1,61 | 1,84 | 2,27 | 2,67 | 3,05 |
| 1500 | 0,61 | 0,83 | 1,02 | 1,37 | 1,69 | 1,99 | 2,34 | 2,67 | 3,30 | 3,88 | 4,44 | |
| 2000 | 0,80 | 1,08 | 1,33 | 1,78 | 2,20 | 2,59 | 3,05 | 3,48 | 4,30 | 5,06 | 5,78 | |
| 3200 | 1,23 | 1,66 | 2,05 | 2,75 | 3,39 | 3,99 | 4,70 | 5,37 | 6,62 | 7,80 | 8,91 | |
| 6000 | 1000 | 0,59 | 0,79 | 0,97 | 1,31 | 1,62 | 1,90 | 2,24 | 2,56 | 3,16 | 3,71 | 4,24 |
| 1500 | 0,85 | 1,15 | 1,42 | 1,90 | 2,35 | 2,76 | 3,25 | 3,71 | 4,58 | 5,39 | 6,16 | |
| 2000 | 1,11 | 1,49 | 1,84 | 2,48 | 3,06 | 3,60 | 4,24 | 4,84 | 5,97 | 7,03 | 8,03 | |
| 3200 | 1,71 | 2,30 | 2,84 | 3,82 | 4,71 | 5,55 | 6,53 | 7,46 | 9,20 | 10,83 | 12,37 | |
| 7000 | 1000 | 0,67 | 0,89 | 1,10 | 1,48 | 1,83 | 2,16 | 2,54 | 2,90 | 3,57 | 4,21 | 4,81 |
| 1500 | 0,97 | 1,30 | 1,60 | 2,16 | 2,66 | 3,13 | 3,68 | 4,21 | 5,19 | 6,11 | 6,98 | |
| 2000 | 1,26 | 1,69 | 2,09 | 2,81 | 3,46 | 4,08 | 4,80 | 5,48 | 6,76 | 7,96 | 9,09 | |
| 3200 | 1,94 | 2,61 | 3,22 | 4,33 | 5,34 | 6,28 | 7,40 | 8,45 | 10,42 | 12,27 | 14,01 | |
| 8000 | 1000 | 0,74 | 1,00 | 1,23 | 1,65 | 2,04 | 2,40 | 2,83 | 3,23 | 3,98 | 4,69 | 5,35 |
| 1500 | 1,08 | 1,45 | 1,79 | 2,40 | 2,96 | 3,49 | 4,10 | 4,69 | 5,78 | 6,81 | 7,78 | |
| 2000 | 1,40 | 1,89 | 2,33 | 3,13 | 3,86 | 4,54 | 5,35 | 6,11 | 7,54 | 8,87 | 10,13 | |
| 3200 | 2,16 | 2,91 | 3,59 | 4,82 | 5,95 | 7,00 | 8,24 | 9,41 | 11,61 | 13,67 | 15,61 | |
| 9000 | 1500 | 1,18 | 1,59 | 1,97 | 2,64 | 3,26 | 3,84 | 4,51 | 5,16 | 6,36 | 7,49 | 8,55 |
| 2000 | 1,54 | 2,08 | 2,56 | 3,44 | 4,25 | 5,00 | 5,88 | 6,72 | 8,29 | 9,76 | 11,15 | |
| 3200 | 2,38 | 3,20 | 3,95 | 5,30 | 6,54 | 7,70 | 9,07 | 10,36 | 12,78 | 15,04 | 17,18 | |
| 10000 | 1500 | 1,29 | 1,73 | 2,14 | 2,88 | 3,55 | 4,18 | 4,92 | 5,62 | 6,93 | 8,16 | 9,32 |
| 2000 | 1,68 | 2,26 | 2,79 | 3,75 | 4,63 | 5,44 | 6,41 | 7,32 | 9,03 | 10,63 | 12,14 | |
| 3200 | 2,59 | 3,48 | 4,30 | 5,78 | 7,13 | 8,39 | 9,87 | 11,28 | 13,91 | 16,38 | 18,71 | |
| 11000 | 1500 | 1,39 | 1,87 | 2,31 | 3,11 | 3,83 | 4,51 | 5,31 | 6,07 | 7,49 | 8,81 | 10,06 |
| 2000 | 1,82 | 2,44 | 3,01 | 4,05 | 5,00 | 5,88 | 6,92 | 7,91 | 9,75 | 11,48 | 13,11 | |
| 3200 | 2,80 | 3,76 | 4,64 | 6,24 | 7,70 | 9,06 | 10,67 | 12,18 | 15,03 | 17,69 | 20,21 | |
| 12000 | 1500 | 1,50 | 2,01 | 2,48 | 3,34 | 4,11 | 4,84 | 5,70 | 6,51 | 8,03 | 9,45 | 10,80 |
| 2000 | 1,95 | 2,62 | 3,23 | 4,35 | 5,36 | 6,31 | 7,43 | 8,48 | 10,47 | 12,32 | 14,07 | |
| 3200 | 3,00 | 4,04 | 4,98 | 6,70 | 8,26 | 9,72 | 11,44 | 13,07 | 16,13 | 18,98 | 21,68 | |
Таблица 6. Нормы времени на выполнение работ по гибке деталей седлообразной формы на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 750 | 0,14 | 0,19 | 0,24 | 0,32 | 0,39 | 0,46 | 0,54 | 0,62 | 0,76 | 0,90 | 1,02 |
| 1000 | 0,18 | 0,25 | 0,31 | 0,41 | 0,51 | 0,60 | 0,70 | 0,80 | 0,99 | 1,17 | 1,33 | |
| 2000 | 1000 | 0,32 | 0,44 | 0,54 | 0,72 | 0,89 | 1,05 | 1,23 | 1,41 | 1,74 | 2,05 | 2,34 |
| 1500 | 0,47 | 0,63 | 0,78 | 1,05 | 1,29 | 1,52 | 1,79 | 2,05 | 2,53 | 2,97 | 3,40 | |
| 2000 | 0,61 | 0,82 | 1,02 | 1,37 | 1,69 | 1,98 | 2,33 | 2,67 | 3,29 | 3,87 | 4,42 | |
| 3000 | 1000 | 0,45 | 0,60 | 0,75 | 1,00 | 1,24 | 1,46 | 1,71 | 1,96 | 2,42 | 2,84 | 3,25 |
| 1500 | 0,65 | 0,88 | 1,08 | 1,46 | 1,80 | 2,11 | 2,49 | 2,84 | 3,51 | 4,13 | 4,72 | |
| 2000 | 0,85 | 1,14 | 1,41 | 1,90 | 2,34 | 2,76 | 3,24 | 3,70 | 4,57 | 5,38 | 6,14 | |
| 3200 | 1,31 | 1,76 | 2,17 | 2,92 | 3,61 | 4,25 | 5,00 | 5,71 | 7,04 | 8,29 | 9,47 | |
| 4000 | 1000 | 0,57 | 0,76 | 0,94 | 1,27 | 1,56 | 1,84 | 2,16 | 2,47 | 3,05 | 3,59 | 4,10 |
| 1500 | 0,82 | 1,11 | 1,37 | 1,84 | 2,27 | 2,67 | 3,14 | 3,59 | 4,43 | 5,21 | 5,95 | |
| 2000 | 1,07 | 1,44 | 1,78 | 2,40 | 2,96 | 3,48 | 4,09 | 4,68 | 5,77 | 6,79 | 7,76 | |
| 3200 | 1,66 | 2,23 | 2,75 | 3,69 | 4,55 | 5,36 | 6,31 | 7,21 | 8,89 | 10,46 | 11,95 | |
| 6000 | 1000 | 0,79 | 1,06 | 1,31 | 1,76 | 2,17 | 2,55 | 3,00 | 3,43 | 4,23 | 4,98 | 5,69 |
| 1500 | 1,14 | 1,54 | 1,90 | 2,55 | 3,15 | 3,71 | 4,36 | 4,98 | 6,15 | 7,24 | 8,27 | |
| 2000 | 1,49 | 2,01 | 2,47 | 3,33 | 4,10 | 4,83 | 5,69 | 6,49 | 8,01 | 9,43 | 10,77 | |
| 3200 | 2,30 | 3,09 | 3,81 | 5,13 | 6,32 | 7,44 | 8,76 | 10,01 | 12,35 | 14,53 | 16,60 | |
| 7000 | 1000 | 0,89 | 1,20 | 1,48 | 1,99 | 2,46 | 2,89 | 3,40 | 3,89 | 4,80 | 5,65 | 6,45 |
| 1500 | 1,30 | 1,74 | 2,15 | 2,89 | 3,57 | 4,20 | 4,94 | 5,65 | 6,97 | 8,20 | 9,37 | |
| 2000 | 1,69 | 2,27 | 2,80 | 3,77 | 4,65 | 5,47 | 6,44 | 7,36 | 9,08 | 10,68 | 12,20 | |
| 3200 | 2,60 | 3,50 | 4,32 | 5,81 | 7,17 | 8,43 | 9,93 | 11,34 | 13,99 | 16,46 | 18,81 | |
| 8000 | 1000 | 1,00 | 1,34 | 1,65 | 2,22 | 2,74 | 3,22 | 3,79 | 4,33 | 5,35 | 6,29 | 7,19 |
| 1500 | 1,45 | 1,94 | 2,40 | 3,22 | 3,98 | 4,68 | 5,51 | 6,29 | 7,76 | 9,14 | 10,44 | |
| 2000 | 1,88 | 2,53 | 3,12 | 4,20 | 5,18 | 6,10 | 7,18 | 8,20 | 10,11 | 11,90 | 13,60 | |
| 3200 | 2,90 | 3,90 | 4,81 | 6,47 | 7,98 | 9,40 | 11,06 | 12,63 | 15,59 | 18,34 | 20,95 | |
| 9000 | 1500 | 1,59 | 2,14 | 2,64 | 3,55 | 4,37 | 5,15 | 6,06 | 6,92 | 8,54 | 10,05 | 11,48 |
| 2000 | 2,07 | 2,79 | 3,44 | 4,62 | 5,70 | 6,71 | 7,90 | 9,02 | 11,13 | 13,10 | 14,96 | |
| 3200 | 3,19 | 4,29 | 5,30 | 7,12 | 8,78 | 10,34 | 12,17 | 13,90 | 17,15 | 20,18 | 23,05 | |
| 10000 | 1500 | 1,73 | 2,33 | 2,87 | 3,86 | 4,76 | 5,61 | 6,60 | 7,54 | 9,30 | 10,95 | 12,50 |
| 2000 | 2,26 | 3,03 | 3,74 | 5,03 | 6,21 | 7,31 | 8,60 | 9,82 | 12,12 | 14,26 | 16,29 | |
| 3200 | 3,48 | 4,67 | 5,77 | 7,75 | 9,57 | 11,26 | 13,25 | 15,14 | 18,67 | 21,98 | 25,11 | |
| 11000 | 1500 | 1,87 | 2,52 | 3,10 | 4,17 | 5,15 | 6,06 | 7,13 | 8,14 | 10,05 | 11,82 | 13,51 |
| 2000 | 2,44 | 3,28 | 4,04 | 5,44 | 6,71 | 7,89 | 9,29 | 10,61 | 13,09 | 15,41 | 17,60 | |
| 3200 | 3,76 | 5,05 | 6,23 | 8,38 | 10,33 | 12,16 | 14,31 | 16,35 | 20,17 | 23,74 | 27,12 | |
| 12000 | 1500 | 2,01 | 2,70 | 3,33 | 4,48 | 5,52 | 6,50 | 7,65 | 8,74 | 10,78 | 12,69 | 14,49 |
| 2000 | 2,62 | 3,52 | 4,34 | 5,83 | 7,20 | 8,47 | 9,97 | 11,39 | 14,05 | 16,53 | 18,89 | |
| 3200 | 4,03 | 5,42 | 6,69 | 8,99 | 11,09 | 13,05 | 15,36 | 17,55 | 21,65 | 25,47 | 29,10 | |
Таблица 7. Нормы времени на выполнение работ по гибке деталей волнообразной формы на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 750 | 0,29 | 0,39 | 0,48 | 0,64 | 0,80 | 0,94 | 1,10 | 1,26 | 1,55 | 1,83 | 2,09 |
| 1000 | 0,38 | 0,51 | 0,62 | 0,84 | 1,04 | 1,22 | 1,44 | 1,64 | 2,02 | 2,38 | 2,72 | |
| 2000 | 1000 | 0,66 | 0,89 | 1,10 | 1,47 | 1,82 | 2,14 | 2,52 | 2,87 | 3,55 | 4,17 | 4,77 |
| 1500 | 0,96 | 1,29 | 1,59 | 2,14 | 2,64 | 3,10 | 3,65 | 4,17 | 5,15 | 6,06 | 6,92 | |
| 2000 | 1,25 | 1,68 | 2,07 | 2,79 | 3,44 | 4,05 | 4,76 | 5,44 | 6,71 | 7,90 | 9,02 | |
| 3000 | 1000 | 0,92 | 1,23 | 1,52 | 2,05 | 2,52 | 2,97 | 3,49 | 3,99 | 4,93 | 5,80 | 6,62 |
| 1500 | 1,33 | 1,79 | 2,21 | 2,97 | 3,66 | 4,31 | 5,07 | 5,80 | 7,15 | 8,42 | 9,62 | |
| 2000 | 1,74 | 2,33 | 2,88 | 3,87 | 4,77 | 5,62 | 6,61 | 7,55 | 9,32 | 10,97 | 12,53 | |
| 3200 | 2,67 | 3,60 | 4,44 | 5,96 | 7,36 | 8,66 | 10,19 | 11,64 | 14,36 | 16,90 | 19,31 | |
| 4000 | 1000 | 1,16 | 1,56 | 1,92 | 2,58 | 3,19 | 3,75 | 4,41 | 5,04 | 6,22 | 7,32 | 8,36 |
| 1500 | 1,68 | 2,26 | 2,79 | 3,75 | 4,63 | 5,44 | 6,41 | 7,32 | 9,03 | 10,63 | 12,14 | |
| 2000 | 2,19 | 2,95 | 3,63 | 4,89 | 6,03 | 7,09 | 8,35 | 9,54 | 11,76 | 13,85 | 15,82 | |
| 3200 | 3,38 | 4,54 | 5,60 | 7,53 | 9,29 | 10,93 | 12,86 | 14,69 | 18,13 | 21,34 | 24,37 | |
| 6000 | 1000 | 1,61 | 2,16 | 2,67 | 3,59 | 4,42 | 5,21 | 6,13 | 7,00 | 8,63 | 10,16 | 11,61 |
| 1500 | 2,33 | 3,14 | 3,87 | 5,21 | 6,42 | 7,56 | 8,90 | 10,16 | 12,54 | 14,76 | 16,86 | |
| 2000 | 3,04 | 4,09 | 5,05 | 6,78 | 8,37 | 9,85 | 11,59 | 13,24 | 16,34 | 19,23 | 21,97 | |
| 3200 | 4,69 | 6,30 | 7,78 | 10,45 | 12,90 | 15,18 | 17,86 | 20,41 | 25,18 | 29,63 | 33,85 | |
| 7000 | 1000 | 1,82 | 2,45 | 3,02 | 4,06 | 5,01 | 5,90 | 6,94 | 7,93 | 9,78 | 11,51 | 13,15 |
| 1500 | 2,65 | 3,56 | 4,39 | 5,90 | 7,28 | 8,57 | 10,08 | 11,52 | 14,21 | 16,72 | 19,10 | |
| 2000 | 3,45 | 4,63 | 5,72 | 7,69 | 9,48 | 11,16 | 13,13 | 15,00 | 18,51 | 21,79 | 24,89 | |
| 3200 | 5,31 | 7,14 | 8,81 | 11,84 | 14,61 | 17,20 | 20,24 | 23,12 | 28,52 | 33,57 | 38,35 | |
| 8000 | 1000 | 2,03 | 2,73 | 3,37 | 4,53 | 5,58 | 6,57 | 7,73 | 8,84 | 10,90 | 12,83 | 14,66 |
| 1500 | 2,95 | 3,96 | 4,89 | 6,57 | 8,11 | 9,54 | 11,23 | 12,83 | 15,83 | 18,63 | 21,28 | |
| 2000 | 3,84 | 5,16 | 6,37 | 8,56 | 10,57 | 12,44 | 14,64 | 16,72 | 20,63 | 24,27 | 27,73 | |
| 3200 | 5,92 | 7,96 | 9,82 | 13,20 | 16,28 | 19,16 | 22,55 | 25,76 | 31,78 | 37,41 | 42,73 | |
| 9000 | 1500 | 3,24 | 4,36 | 5,38 | 7,23 | 8,92 | 10,50 | 12,36 | 14,12 | 17,41 | 20,49 | 23,41 |
| 2000 | 4,23 | 5,68 | 7,01 | 9,42 | 11,62 | 13,68 | 16,10 | 18,39 | 22,69 | 26,70 | 30,51 | |
| 3200 | 6,51 | 8,75 | 10,80 | 14,52 | 17,91 | 21,08 | 24,81 | 28,34 | 34,96 | 41,15 | 47,01 | |
| 10000 | 1500 | 3,53 | 4,75 | 5,86 | 7,88 | 9,72 | 11,43 | 13,46 | 15,37 | 18,97 | 22,32 | 25,50 |
| 2000 | 4,60 | 6,19 | 7,63 | 10,26 | 12,66 | 14,90 | 17,53 | 20,03 | 24,71 | 29,08 | 33,22 | |
| 3200 | 7,09 | 9,53 | 11,76 | 15,81 | 19,51 | 22,96 | 27,02 | 30,87 | 38,08 | 44,82 | 51,20 | |
| 11000 | 1500 | 3,81 | 5,13 | 6,33 | 8,51 | 10,50 | 12,35 | 14,54 | 16,61 | 20,49 | 24,11 | 27,54 |
| 2000 | 4,97 | 6,68 | 8,24 | 11,08 | 13,68 | 16,09 | 18,94 | 21,64 | 26,70 | 31,42 | 35,89 | |
| 3200 | 7,66 | 10,30 | 12,70 | 17,08 | 21,07 | 24,80 | 29,19 | 33,34 | 41,14 | 48,41 | 55,31 | |
| 12000 | 1500 | 4,09 | 5,50 | 6,79 | 9,13 | 11,26 | 13,25 | 15,60 | 17,82 | 21,98 | 25,87 | 29,56 |
| 2000 | 5,33 | 7,17 | 8,85 | 11,89 | 14,67 | 17,27 | 20,33 | 23,22 | 28,64 | 33,71 | 38,51 | |
| 3200 | 8,22 | 11,05 | 13,63 | 18,33 | 22,61 | 26,61 | 31,32 | 35,78 | 44,14 | 51,95 | 59,34 | |
Таблица 8. Нормы времени на выполнение работ по гибке деталей комбинированной формы на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 750 | 0,26 | 0,35 | 0,43 | 0,58 | 0,72 | 0,85 | 1,00 | 1,14 | 1,40 | 1,65 | 1,89 |
| 1000 | 0,34 | 0,46 | 0,56 | 0,76 | 0,94 | 1,10 | 1,30 | 1,48 | 1,83 | 2,15 | 2,46 | |
| 2000 | 1000 | 0,60 | 0,80 | 0,99 | 1,33 | 1,64 | 1,93 | 2,27 | 2,60 | 3,21 | 3,77 | 4,31 |
| 1500 | 0,87 | 1,17 | 1,44 | 1,93 | 2,38 | 2,81 | 3,30 | 3,77 | 4,65 | 5,48 | 6,26 | |
| 2000 | 1,13 | 1,52 | 1,87 | 2,52 | 3,11 | 3,66 | 4,30 | 4,92 | 6,07 | 7,14 | 8,15 | |
| 3000 | 1000 | 0,83 | 1,11 | 1,37 | 1,85 | 2,28 | 2,68 | 3,16 | 3,61 | 4,45 | 5,24 | 5,99 |
| 1500 | 1,20 | 1,62 | 2,00 | 2,68 | 3,31 | 3,90 | 4,59 | 5,24 | 6,46 | 7,61 | 8,69 | |
| 2000 | 1,57 | 2,11 | 2,60 | 3,50 | 4,31 | 5,08 | 5,98 | 6,83 | 8,42 | 9,91 | 11,32 | |
| 3200 | 2,42 | 3,25 | 4,01 | 5,39 | 6,65 | 7,83 | 9,21 | 10,52 | 12,98 | 15,28 | 17,45 | |
| 4000 | 1000 | 1,05 | 1,41 | 1,74 | 2,33 | 2,88 | 3,39 | 3,99 | 4,56 | 5,62 | 6,61 | 7,56 |
| 1500 | 1,52 | 2,04 | 2,52 | 3,39 | 4,18 | 4,92 | 5,79 | 6,61 | 8,16 | 9,60 | 10,97 | |
| 2000 | 1,98 | 2,66 | 3,28 | 4,42 | 5,45 | 6,41 | 7,54 | 8,62 | 10,63 | 12,51 | 14,30 | |
| 3200 | 3,05 | 4,10 | 5,06 | 6,80 | 8,39 | 9,88 | 11,63 | 13,28 | 16,39 | 19,28 | 22,03 | |
| 6000 | 1000 | 1,45 | 1,95 | 2,41 | 3,24 | 4,00 | 4,71 | 5,54 | 6,33 | 7,80 | 9,19 | 10,49 |
| 1500 | 2,11 | 2,84 | 3,50 | 4,71 | 5,81 | 6,83 | 8,04 | 9,19 | 11,33 | 13,34 | 15,24 | |
| 2000 | 2,75 | 3,70 | 4,56 | 6,13 | 7,56 | 8,90 | 10,48 | 11,97 | 14,77 | 17,38 | 19,85 | |
| 3200 | 4,24 | 5,70 | 7,03 | 9,45 | 11,66 | 13,72 | 16,15 | 18,45 | 22,76 | 26,78 | 30,59 | |
| 7000 | 1000 | 1,65 | 2,21 | 2,73 | 3,67 | 4,53 | 5,33 | 6,27 | 7,17 | 8,84 | 10,41 | 11,89 |
| 1500 | 2,39 | 3,21 | 3,97 | 5,33 | 6,58 | 7,74 | 9,11 | 10,41 | 12,84 | 15,11 | 17,26 | |
| 2000 | 3,12 | 4,19 | 5,17 | 6,95 | 8,57 | 10,09 | 11,87 | 13,56 | 16,73 | 19,69 | 22,49 | |
| 3200 | 4,80 | 6,45 | 7,96 | 10,71 | 13,21 | 15,54 | 18,29 | 20,90 | 25,78 | 30,34 | 34,66 | |
| 8000 | 1000 | 1,83 | 2,47 | 3,04 | 4,09 | 5,05 | 5,94 | 6,99 | 7,99 | 9,85 | 11,60 | 13,25 |
| 1500 | 2,66 | 3,58 | 4,42 | 5,94 | 7,33 | 8,63 | 10,15 | 11,60 | 14,31 | 16,84 | 19,24 | |
| 2000 | 3,47 | 4,67 | 5,76 | 7,74 | 9,55 | 11,24 | 13,23 | 15,11 | 18,64 | 21,94 | 25,06 | |
| 3200 | 5,35 | 7,19 | 8,87 | 11,93 | 14,72 | 17,32 | 20,38 | 23,29 | 28,73 | 33,81 | 38,62 | |
| 9000 | 1500 | 2,93 | 3,94 | 4,86 | 6,54 | 8,06 | 9,49 | 11,17 | 12,76 | 15,74 | 18,52 | 21,16 |
| 2000 | 3,82 | 5,13 | 6,33 | 8,52 | 10,51 | 12,36 | 14,55 | 16,62 | 20,51 | 24,14 | 27,57 | |
| 3200 | 5,88 | 7,91 | 9,76 | 13,12 | 16,19 | 19,05 | 22,42 | 25,62 | 31,60 | 37,19 | 42,49 | |
| 10000 | 1500 | 3,19 | 4,29 | 5,29 | 7,12 | 8,78 | 10,33 | 12,16 | 13,89 | 17,14 | 20,17 | 23,05 |
| 2000 | 4,16 | 5,59 | 6,90 | 9,27 | 11,44 | 13,47 | 15,85 | 18,10 | 22,34 | 26,29 | 30,03 | |
| 3200 | 6,41 | 8,62 | 10,63 | 14,29 | 17,63 | 20,75 | 24,42 | 27,90 | 34,42 | 40,51 | 46,27 | |
| 11000 | 1500 | 3,45 | 4,64 | 5,72 | 7,69 | 9,49 | 11,16 | 13,14 | 15,01 | 18,52 | 21,79 | 24,90 |
| 2000 | 4,49 | 6,04 | 7,45 | 10,02 | 12,36 | 14,55 | 17,12 | 19,56 | 24,13 | 28,40 | 32,44 | |
| 3200 | 6,92 | 9,31 | 11,48 | 15,44 | 19,05 | 22,42 | 26,38 | 30,14 | 37,18 | 43,76 | 49,99 | |
| 12000 | 1500 | 3,70 | 4,97 | 6,14 | 8,25 | 10,18 | 11,98 | 14,10 | 16,11 | 19,87 | 23,38 | 26,71 |
| 2000 | 4,82 | 6,48 | 8,00 | 10,75 | 13,26 | 15,61 | 18,37 | 20,99 | 25,89 | 30,47 | 34,81 | |
| 3200 | 7,43 | 9,99 | 12,32 | 16,57 | 20,44 | 24,05 | 28,31 | 32,34 | 39,90 | 46,95 | 53,64 | |
При дополнительной подгибке деталей после их контуровки тепловой резкой к норме времени, приведенной в таблицах 4 - 8 настоящего приложения, применяется поправочный коэффициент 1,3.
Таблица 9. Нормы времени на выполнение работ по гибке деталей коробчатой прямоугольной формы с высотой полки до 200 мм с двумя кромками гиба на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 700 | 0,13 | 0,16 | 0,19 | 0,23 | 0,27 | 0,30 | 0,34 | 0,37 | 0,43 | 0,49 | 0,54 |
| 1000 | 0,16 | 0,19 | 0,23 | 0,28 | 0,32 | 0,36 | 0,41 | 0,45 | 0,52 | 0,59 | 0,64 | |
| 1400 | 700 | 0,18 | 0,23 | 0,26 | 0,32 | 0,38 | 0,42 | 0,48 | 0,52 | 0,61 | 0,68 | 0,75 |
| 1000 | 0,22 | 0,27 | 0,32 | 0,39 | 0,45 | 0,51 | 0,57 | 0,63 | 0,73 | 0,82 | 0,90 | |
| 1400 | 0,26 | 0,32 | 0,37 | 0,46 | 0,54 | 0,60 | 0,68 | 0,75 | 0,87 | 0,97 | 1,07 | |
| 2000 | 1000 | 0,31 | 0,39 | 0,45 | 0,56 | 0,64 | 0,72 | 0,81 | 0,89 | 1,04 | 1,17 | 1,28 |
| 1400 | 0,37 | 0,46 | 0,53 | 0,66 | 0,77 | 0,86 | 0,97 | 1,06 | 1,23 | 1,39 | 1,52 | |
| 2000 | 0,45 | 0,55 | 0,64 | 0,79 | 0,92 | 1,03 | 1,16 | 1,28 | 1,48 | 1,66 | 1,83 | |
| 3000 | 1000 | 0,47 | 0,58 | 0,67 | 0,83 | 0,97 | 1,08 | 1,22 | 1,34 | 1,55 | 1,75 | 1,92 |
| 1400 | 0,56 | 0,69 | 0,80 | 0,99 | 1,15 | 1,29 | 1,45 | 1,59 | 1,85 | 2,07 | 2,28 | |
| 2000 | 0,67 | 0,83 | 0,96 | 1,19 | 1,38 | 1,55 | 1,74 | 1,91 | 2,22 | 2,49 | 2,74 | |
| 3000 | 0,82 | 1,02 | 1,18 | 1,46 | 1,70 | 1,90 | 2,14 | 2,35 | 2,73 | 3,07 | 3,37 | |
| 6000 | 1000 | 0,94 | 1,15 | 1,34 | 1,66 | 1,92 | 2,16 | 2,43 | 2,67 | 3,10 | 3,48 | 3,82 |
| 1400 | 1,11 | 1,37 | 1,59 | 1,97 | 2,29 | 2,57 | 2,88 | 3,17 | 3,68 | 4,13 | 4,54 | |
| 2000 | 1,33 | 1,65 | 1,91 | 2,36 | 2,74 | 3,08 | 3,46 | 3,81 | 4,42 | 4,96 | 5,46 | |
| 3000 | 1,64 | 2,03 | 2,36 | 2,91 | 3,38 | 3,79 | 4,26 | 4,69 | 5,44 | 6,11 | 6,72 | |
| 7000 | 1000 | 1,09 | 1,35 | 1,56 | 1,93 | 2,24 | 2,52 | 2,83 | 3,11 | 3,61 | 4,05 | 4,46 |
| 1400 | 1,30 | 1,60 | 1,86 | 2,29 | 2,66 | 2,99 | 3,36 | 3,69 | 4,29 | 4,82 | 5,30 | |
| 2000 | 1,56 | 1,92 | 2,23 | 2,75 | 3,20 | 3,59 | 4,04 | 4,44 | 5,15 | 5,79 | 6,36 | |
| 3000 | 1,92 | 2,37 | 2,75 | 3,39 | 3,94 | 4,42 | 4,97 | 5,46 | 6,34 | 7,12 | 7,83 | |
| 8000 | 1000 | 1,25 | 1,54 | 1,79 | 2,20 | 2,56 | 2,88 | 3,23 | 3,55 | 4,12 | 4,63 | 5,09 |
| 1400 | 1,48 | 1,83 | 2,12 | 2,62 | 3,04 | 3,42 | 3,84 | 4,22 | 4,90 | 5,50 | 6,05 | |
| 2000 | 1,78 | 2,19 | 2,55 | 3,15 | 3,65 | 4,10 | 4,61 | 5,07 | 5,88 | 6,61 | 7,27 | |
| 3000 | 2,19 | 2,70 | 3,14 | 3,87 | 4,50 | 5,05 | 5,67 | 6,24 | 7,24 | 8,14 | 8,95 | |
| 9000 | 1400 | 1,66 | 2,05 | 2,39 | 2,95 | 3,42 | 3,84 | 4,31 | 4,74 | 5,51 | 6,19 | 6,80 |
| 2000 | 2,00 | 2,47 | 2,86 | 3,54 | 4,11 | 4,61 | 5,18 | 5,70 | 6,62 | 7,43 | 8,17 | |
| 3000 | 2,46 | 3,04 | 3,53 | 4,36 | 5,06 | 5,68 | 6,38 | 7,01 | 8,15 | 9,15 | 10,06 | |
К нормам времени, приведенным в таблице 9 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при гибке деталей с высотой полки до 400 мм;
1,20 - при гибке деталей с высотой полки более 400 мм;
1,30 - при прямой продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам;
1,50 - при обратной продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам.
Таблица 10. Нормы времени на выполнение работ по гибке деталей коробчатой клиновой формы с высотой полки 200 мм с двумя кромками гиба на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 700 | 0,15 | 0,18 | 0,21 | 0,26 | 0,30 | 0,34 | 0,38 | 0,42 | 0,49 | 0,55 | 0,60 |
| 1000 | 0,18 | 0,22 | 0,25 | 0,31 | 0,36 | 0,40 | 0,45 | 0,50 | 0,58 | 0,65 | 0,72 | |
| 1400 | 700 | 0,20 | 0,25 | 0,29 | 0,36 | 0,42 | 0,47 | 0,53 | 0,58 | 0,68 | 0,76 | 0,84 |
| 1000 | 0,24 | 0,30 | 0,35 | 0,43 | 0,50 | 0,56 | 0,63 | 0,70 | 0,81 | 0,91 | 1,00 | |
| 1400 | 0,29 | 0,36 | 0,41 | 0,51 | 0,59 | 0,67 | 0,75 | 0,82 | 0,95 | 1,07 | 1,18 | |
| 2000 | 1000 | 0,35 | 0,43 | 0,50 | 0,61 | 0,71 | 0,80 | 0,90 | 0,99 | 1,15 | 1,29 | 1,42 |
| 1400 | 0,41 | 0,51 | 0,59 | 0,73 | 0,84 | 0,95 | 1,06 | 1,17 | 1,36 | 1,52 | 1,68 | |
| 2000 | 0,49 | 0,60 | 0,70 | 0,87 | 1,01 | 1,13 | 1,27 | 1,39 | 1,62 | 1,82 | 2,00 | |
| 3000 | 1000 | 0,52 | 0,64 | 0,74 | 0,92 | 1,06 | 1,20 | 1,34 | 1,48 | 1,71 | 1,92 | 2,12 |
| 1400 | 0,61 | 0,75 | 0,88 | 1,08 | 1,26 | 1,41 | 1,59 | 1,74 | 2,03 | 2,27 | 2,50 | |
| 2000 | 0,73 | 0,90 | 1,05 | 1,29 | 1,50 | 1,68 | 1,89 | 2,08 | 2,42 | 2,71 | 2,98 | |
| 3000 | 0,89 | 1,10 | 1,28 | 1,58 | 1,83 | 2,06 | 2,31 | 2,54 | 2,95 | 3,32 | 3,65 | |
| 6000 | 1000 | 1,03 | 1,27 | 1,47 | 1,82 | 2,11 | 2,37 | 2,66 | 2,92 | 3,40 | 3,81 | 4,19 |
| 1400 | 1,21 | 1,50 | 1,74 | 2,14 | 2,49 | 2,80 | 3,14 | 3,45 | 4,01 | 4,50 | 4,95 | |
| 2000 | 1,45 | 1,78 | 2,07 | 2,56 | 2,97 | 3,34 | 3,75 | 4,12 | 4,79 | 5,37 | 5,91 | |
| 3000 | 1,77 | 2,18 | 2,53 | 3,13 | 3,63 | 4,08 | 4,58 | 5,04 | 5,85 | 6,57 | 7,22 | |
| 7000 | 1000 | 1,19 | 1,47 | 1,71 | 2,11 | 2,46 | 2,76 | 3,10 | 3,40 | 3,96 | 4,44 | 4,88 |
| 1400 | 1,41 | 1,74 | 2,02 | 2,50 | 2,90 | 3,26 | 3,66 | 4,02 | 4,67 | 5,24 | 5,77 | |
| 2000 | 1,68 | 2,08 | 2,41 | 2,98 | 3,46 | 3,89 | 4,36 | 4,80 | 5,58 | 6,26 | 6,88 | |
| 3000 | 2,06 | 2,54 | 2,95 | 3,64 | 4,23 | 4,75 | 5,33 | 5,86 | 6,81 | 7,65 | 8,41 | |
| 8000 | 1000 | 1,36 | 1,68 | 1,95 | 2,41 | 2,80 | 3,15 | 3,53 | 3,88 | 4,51 | 5,07 | 5,57 |
| 1400 | 1,61 | 1,99 | 2,31 | 2,85 | 3,31 | 3,72 | 4,17 | 4,59 | 5,33 | 5,98 | 6,58 | |
| 2000 | 1,92 | 2,37 | 2,75 | 3,40 | 3,95 | 4,43 | 4,98 | 5,47 | 6,36 | 7,14 | 7,85 | |
| 3000 | 2,35 | 2,90 | 3,37 | 4,15 | 4,82 | 5,42 | 6,08 | 6,69 | 7,77 | 8,72 | 9,59 | |
| 9000 | 1400 | 1,81 | 2,23 | 2,59 | 3,20 | 3,72 | 4,17 | 4,69 | 5,15 | 5,99 | 6,72 | 7,39 |
| 2000 | 2,16 | 2,66 | 3,09 | 3,82 | 4,43 | 4,98 | 5,59 | 6,15 | 7,14 | 8,02 | 8,82 | |
| 3000 | 2,64 | 3,25 | 3,78 | 4,67 | 5,42 | 6,09 | 6,83 | 7,51 | 8,73 | 9,80 | 10,77 | |
К нормам времени, приведенным в таблице 10 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при гибке деталей с высотой полки менее 400 мм;
1,20 - при гибке деталей с высотой полки 400 мм и более;
1,30 - при прямой продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам;
1,50 - при обратной продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам.
Таблица 11. Нормы времени на выполнение работ по гибке деталей коробчатой формы с высотой полки 200 мм, с двумя кромками гиба, с плавно меняющимся углом изгиба на гидравлическом прессе
| Длина, мм | Ширина, мм | Толщина, мм | ||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | ||||||||||||
| 1000 | 700 | 0,18 | 0,22 | 0,26 | 0,31 | 0,36 | 0,41 | 0,46 | 0,50 | 0,58 | 0,65 | 0,72 |
| 1000 | 0,22 | 0,26 | 0,31 | 0,38 | 0,44 | 0,49 | 0,55 | 0,60 | 0,70 | 0,78 | 0,86 | |
| 1400 | 700 | 0,25 | 0,31 | 0,35 | 0,43 | 0,50 | 0,56 | 0,63 | 0,69 | 0,80 | 0,90 | 0,99 |
| 1000 | 0,30 | 0,37 | 0,42 | 0,52 | 0,60 | 0,68 | 0,76 | 0,83 | 0,96 | 1,08 | 1,18 | |
| 1400 | 0,35 | 0,43 | 0,50 | 0,62 | 0,71 | 0,80 | 0,90 | 0,98 | 1,14 | 1,28 | 1,40 | |
| 2000 | 1000 | 0,42 | 0,51 | 0,60 | 0,73 | 0,85 | 0,95 | 1,06 | 1,17 | 1,35 | 1,52 | 1,66 |
| 1400 | 0,50 | 0,61 | 0,71 | 0,87 | 1,01 | 1,13 | 1,26 | 1,39 | 1,60 | 1,80 | 1,97 | |
| 2000 | 0,59 | 0,73 | 0,85 | 1,04 | 1,20 | 1,35 | 1,51 | 1,66 | 1,92 | 2,15 | 2,36 | |
| 3000 | 1000 | 0,62 | 0,76 | 0,88 | 1,08 | 1,25 | 1,40 | 1,57 | 1,72 | 2,00 | 2,24 | 2,45 |
| 1400 | 0,73 | 0,90 | 1,04 | 1,28 | 1,48 | 1,66 | 1,86 | 2,04 | 2,37 | 2,65 | 2,91 | |
| 2000 | 0,88 | 1,08 | 1,25 | 1,53 | 1,77 | 1,99 | 2,23 | 2,45 | 2,83 | 3,17 | 3,48 | |
| 3000 | 1,07 | 1,32 | 1,53 | 1,88 | 2,18 | 2,44 | 2,74 | 3,00 | 3,48 | 3,89 | 4,27 | |
| 6000 | 1000 | 1,20 | 1,47 | 1,71 | 2,10 | 2,43 | 2,72 | 3,05 | 3,35 | 3,88 | 4,34 | 4,77 |
| 1400 | 1,42 | 1,75 | 2,02 | 2,49 | 2,88 | 3,23 | 3,62 | 3,97 | 4,60 | 5,15 | 5,65 | |
| 2000 | 1,70 | 2,09 | 2,42 | 2,98 | 3,45 | 3,86 | 4,33 | 4,75 | 5,50 | 6,17 | 6,77 | |
| 3000 | 2,09 | 2,57 | 2,97 | 3,65 | 4,23 | 4,74 | 5,31 | 5,83 | 6,75 | 7,57 | 8,30 | |
| 7000 | 1000 | 1,39 | 1,71 | 1,98 | 2,43 | 2,82 | 3,16 | 3,54 | 3,88 | 4,49 | 5,04 | 5,53 |
| 1400 | 1,65 | 2,02 | 2,34 | 2,88 | 3,34 | 3,74 | 4,19 | 4,60 | 5,33 | 5,97 | 6,55 | |
| 2000 | 1,97 | 2,42 | 2,81 | 3,45 | 4,00 | 4,48 | 5,02 | 5,51 | 6,38 | 7,15 | 7,84 | |
| 3000 | 2,42 | 2,97 | 3,44 | 4,24 | 4,91 | 5,50 | 6,16 | 6,76 | 7,83 | 8,77 | 9,62 | |
| 8000 | 1000 | 1,58 | 1,94 | 2,25 | 2,76 | 3,20 | 3,59 | 4,02 | 4,41 | 5,11 | 5,72 | 6,28 |
| 1400 | 1,87 | 2,30 | 2,66 | 3,28 | 3,79 | 4,25 | 4,76 | 5,23 | 6,05 | 6,78 | 7,44 | |
| 2000 | 2,24 | 2,75 | 3,19 | 3,92 | 4,54 | 5,09 | 5,70 | 6,26 | 7,25 | 8,12 | 8,91 | |
| 3000 | 2,75 | 3,38 | 3,91 | 4,81 | 5,57 | 6,25 | 7,00 | 7,68 | 8,90 | 9,97 | 10,94 | |
| 9000 | 1400 | 2,09 | 2,58 | 2,98 | 3,67 | 4,25 | 4,76 | 5,33 | 5,85 | 6,78 | 7,59 | 8,33 |
| 2000 | 2,51 | 3,08 | 3,57 | 4,39 | 5,08 | 5,70 | 6,38 | 7,01 | 8,11 | 9,09 | 9,98 | |
| 3000 | 3,08 | 3,78 | 4,38 | 5,39 | 6,24 | 6,99 | 7,84 | 8,60 | 9,96 | 11,16 | 12,24 | |
К нормам времени, приведенным в таблице 11 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при гибке деталей с высотой полки менее 400 мм;
1,20 - при гибке деталей с высотой полки 400 мм и более;
1,30 - при прямой продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам;
1,50 - при обратной продольной погиби для деталей, имеющих продольную погибь, изготавливаемых по каркасам.
Таблица 12. Нормы времени на выполнение работ по гибке гофрированных деталей на гидравлическом прессе
| Заготовка | Количество гофр на детали, шт. | ||||||||||||||||
| Длина, мм | Ширина, мм | 1 | 2 | 3 | 4 | ||||||||||||
| Толщина, мм | |||||||||||||||||
| 3 | 4 | 6 | 8 | 3 | 4 | 6 | 8 | 3 | 4 | 6 | 8 | 3 | 4 | 6 | 8 | ||
| Норма времени на одну деталь, ч | |||||||||||||||||
| 1000 | 1000 | 0,07 | 0,08 | 0,09 | 0,10 | 0,09 | 0,10 | 0,11 | 0,12 | 0,10 | 0,11 | 0,12 | 0,13 | 0,11 | 0,11 | 0,13 | 0,14 |
| 2000 | 0,11 | 0,13 | 0,14 | 0,15 | 0,14 | 0,15 | 0,17 | 0,18 | 0,15 | 0,17 | 0,19 | 0,21 | 0,16 | 0,18 | 0,20 | 0,22 | |
| 3000 | 0,15 | 0,16 | 0,18 | 0,20 | 0,18 | 0,19 | 0,22 | 0,24 | 0,20 | 0,22 | 0,24 | 0,27 | 0,21 | 0,23 | 0,26 | 0,29 | |
| 2000 | 1000 | 0,13 | 0,14 | 0,16 | 0,17 | 0,15 | 0,17 | 0,19 | 0,20 | 0,17 | 0,18 | 0,21 | 0,23 | 0,18 | 0,20 | 0,22 | 0,24 |
| 2000 | 0,20 | 0,22 | 0,25 | 0,27 | 0,24 | 0,26 | 0,29 | 0,32 | 0,26 | 0,29 | 0,33 | 0,36 | 0,28 | 0,31 | 0,35 | 0,38 | |
| 3000 | 0,26 | 0,28 | 0,32 | 0,35 | 0,31 | 0,34 | 0,38 | 0,42 | 0,34 | 0,37 | 0,42 | 0,46 | 0,37 | 0,40 | 0,46 | 0,50 | |
| 3200 | 0,27 | 0,29 | 0,33 | 0,36 | 0,32 | 0,35 | 0,40 | 0,43 | 0,36 | 0,39 | 0,44 | 0,48 | 0,38 | 0,42 | 0,47 | 0,52 | |
| 3000 | 1000 | 0,18 | 0,19 | 0,22 | 0,24 | 0,21 | 0,23 | 0,26 | 0,28 | 0,23 | 0,25 | 0,29 | 0,31 | 0,25 | 0,27 | 0,31 | 0,34 |
| 2000 | 0,27 | 0,30 | 0,34 | 0,37 | 0,33 | 0,36 | 0,40 | 0,44 | 0,36 | 0,40 | 0,45 | 0,49 | 0,39 | 0,43 | 0,48 | 0,53 | |
| 3000 | 0,36 | 0,39 | 0,44 | 0,48 | 0,43 | 0,46 | 0,52 | 0,57 | 0,47 | 0,52 | 0,58 | 0,64 | 0,51 | 0,55 | 0,63 | 0,69 | |
| 3200 | 0,37 | 0,40 | 0,46 | 0,50 | 0,44 | 0,48 | 0,55 | 0,60 | 0,49 | 0,54 | 0,61 | 0,66 | 0,53 | 0,58 | 0,65 | 0,71 | |
| 4000 | 1000 | 0,22 | 0,24 | 0,27 | 0,30 | 0,26 | 0,29 | 0,32 | 0,35 | 0,29 | 0,32 | 0,36 | 0,39 | 0,31 | 0,34 | 0,39 | 0,42 |
| 2000 | 0,34 | 0,38 | 0,42 | 0,46 | 0,41 | 0,45 | 0,51 | 0,55 | 0,46 | 0,50 | 0,56 | 0,62 | 0,49 | 0,54 | 0,61 | 0,66 | |
| 3000 | 0,45 | 0,49 | 0,55 | 0,60 | 0,53 | 0,58 | 0,66 | 0,72 | 0,59 | 0,65 | 0,73 | 0,80 | 0,64 | 0,70 | 0,79 | 0,86 | |
| 3200 | 0,47 | 0,51 | 0,57 | 0,63 | 0,56 | 0,61 | 0,69 | 0,75 | 0,62 | 0,67 | 0,76 | 0,83 | 0,67 | 0,73 | 0,82 | 0,90 | |
| 5000 | 1000 | 0,26 | 0,29 | 0,32 | 0,35 | 0,31 | 0,34 | 0,39 | 0,42 | 0,35 | 0,38 | 0,43 | 0,47 | 0,38 | 0,41 | 0,46 | 0,51 |
| 2000 | 0,41 | 0,45 | 0,51 | 0,55 | 0,49 | 0,54 | 0,61 | 0,66 | 0,54 | 0,59 | 0,67 | 0,73 | 0,59 | 0,64 | 0,72 | 0,79 | |
| 3000 | 0,53 | 0,58 | 0,66 | 0,72 | 0,64 | 0,70 | 0,79 | 0,86 | 0,71 | 0,77 | 0,87 | 0,95 | 0,76 | 0,83 | 0,94 | 1,03 | |
| 3200 | 0,56 | 0,61 | 0,69 | 0,75 | 0,66 | 0,72 | 0,82 | 0,89 | 0,74 | 0,80 | 0,91 | 0,99 | 0,79 | 0,87 | 0,98 | 1,07 | |
| 6000 | 1000 | 0,30 | 0,33 | 0,37 | 0,41 | 0,36 | 0,40 | 0,45 | 0,49 | 0,40 | 0,44 | 0,50 | 0,54 | 0,43 | 0,47 | 0,54 | 0,58 |
| 2000 | 0,47 | 0,52 | 0,59 | 0,64 | 0,57 | 0,62 | 0,70 | 0,76 | 0,63 | 0,69 | 0,78 | 0,85 | 0,68 | 0,74 | 0,84 | 0,91 | |
| 3000 | 0,62 | 0,67 | 0,76 | 0,83 | 0,74 | 0,80 | 0,91 | 0,99 | 0,82 | 0,89 | 1,01 | 1,10 | 0,88 | 0,96 | 1,09 | 1,19 | |
| 3200 | 0,64 | 0,70 | 0,79 | 0,86 | 0,77 | 0,84 | 0,95 | 1,03 | 0,85 | 0,93 | 1,05 | 1,15 | 0,92 | 1,00 | 1,13 | 1,24 | |
Таблица 13. Нормы времени на выполнение работ по гибке деталей с изгибом по радиусу на гидравлическом прессе
| Радиус погиби, мм | Ширина, мм | Толщина, мм | |||||||||
| 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | ||
| Норма времени на одну деталь, ч | |||||||||||
| 100 | 100 | 0,02 | 0,03 | 0,05 | 0,07 | 0,09 | - | - | - | - | - |
| 250 | 0,03 | 0,04 | 0,07 | 0,05 | 0,11 | - | - | - | - | - | |
| 500 | 0,05 | 0,06 | 0,09 | 0,11 | 0,13 | - | - | - | - | - | |
| 1000 | 0,11 | 0,14 | 0,19 | 0,23 | 0,28 | 0,33 | 0,38 | 0,48 | 0,57 | 0,66 | |
| 2000 | 0,23 | 0,29 | 0,39 | 0,49 | 0,59 | 0,70 | 0,81 | 1,02 | 1,21 | 1,40 | |
| 3000 | 0,35 | 0,45 | 0,61 | 0,77 | 0,92 | - | - | - | - | - | |
| 4000 | 0,48 | 0,61 | 0,84 | 1,05 | 1,25 | 1,49 | 1,72 | 2,16 | 2,57 | 2,97 | |
| 5000 | 0,62 | 0,77 | 1,07 | 1,34 | 1,59 | 1,90 | 2,19 | 2,75 | 3,28 | 3,78 | |
| 6000 | 0,75 | 0,94 | 1,30 | 1,63 | 1,94 | 2,32 | 2,67 | 3,35 | 4,00 | 4,61 | |
| 7000 | 0,89 | 1,12 | 1,54 | 1,93 | 2,30 | 2,74 | 3,16 | 3,96 | 4,72 | 5,45 | |
| 8000 | 1,03 | 1,29 | 1,78 | 2,23 | 2,65 | 3,16 | 3,65 | 4,58 | 5,46 | 6,30 | |
| 10000 | 1,31 | 1,64 | 2,26 | 2,84 | 3,38 | 4,03 | 4,65 | 5,84 | 6,96 | 8,03 | |
| 200 | 100 | 0,01 | 0,01 | 0,02 | 0,02 | 0,03 | - | - | - | - | - |
| 250 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | - | - | - | - | - | |
| 500 | 0,06 | 0,08 | 0,10 | 0,13 | 0,16 | - | - | - | - | - | |
| 1000 | 0,13 | 0,16 | 0,22 | 0,28 | 0,33 | - | - | - | - | - | |
| 2000 | 0,27 | 0,34 | 0,47 | 0,59 | 0,70 | 0,83 | 0,96 | 1,21 | 1,44 | 1,66 | |
| 3000 | 0,42 | 0,53 | 0,73 | 0,91 | 1,09 | - | - | - | - | - | |
| 4000 | 0,58 | 0,72 | 0,99 | 1,24 | 1,48 | 1,77 | 2,04 | 2,56 | 3,05 | 3,52 | |
| 5000 | 0,73 | 0,92 | 1,26 | 1,59 | 1,89 | 2,25 | 2,60 | 3,26 | 3,89 | 4,49 | |
| 6000 | 0,89 | 1,12 | 1,54 | 1,93 | 2,30 | 2,75 | 3,17 | 3,97 | 4,74 | 5,47 | |
| 7000 | 1,06 | 1,32 | 1,82 | 2,28 | 2,72 | 3,25 | 3,75 | 4,70 | 5,60 | 6,46 | |
| 8000 | 1,22 | 1,53 | 2,11 | 2,64 | 3,15 | 3,75 | 4,33 | 5,43 | 6,47 | 7,47 | |
| 10000 | 1,55 | 1,95 | 2,68 | 3,36 | 4,01 | 4,78 | 5,52 | 6,92 | 8,25 | 9,52 | |
| 300 | 100 | 0,01 | 0,01 | 0,02 | 0,03 | 0,03 | - | - | - | - | - |
| 250 | 0,03 | 0,04 | 0,05 | 0,07 | 0,08 | - | - | - | - | - | |
| 500 | 0,07 | 0,08 | 0,11 | 0,14 | 0,17 | - | - | - | - | - | |
| 1000 | 0,14 | 0,18 | 0,24 | 0,31 | 0,36 | - | - | - | - | - | |
| 2000 | 0,30 | 0,38 | 0,52 | 0,65 | 0,77 | 0,92 | 1,06 | 1,33 | 1,59 | 1,83 | |
| 3000 | 0,46 | 0,58 | 0,80 | 1,01 | 1,20 | - | - | - | - | - | |
| 4000 | 0,64 | 0,80 | 1,10 | 1,37 | 1,64 | 1,95 | 2,25 | 2,83 | 3,37 | 3,89 | |
| 5000 | 0,81 | 1,01 | 1,40 | 1,75 | 2,09 | 2,49 | 2,87 | 3,60 | 4,29 | 4,96 | |
| 6000 | 0,99 | 1,24 | 1,70 | 2,13 | 2,54 | 3,03 | 3,50 | 4,39 | 5,23 | 6,04 | |
| 7000 | 1,17 | 1,46 | 2,01 | 2,52 | 3,01 | 3,59 | 4,14 | 5,19 | 6,19 | 7,14 | |
| 8000 | 1,35 | 1,69 | 2,33 | 2,92 | 3,48 | 4,14 | 4,78 | 6,00 | 7,15 | 8,25 | |
| 10000 | 1,72 | 2,15 | 2,96 | 3,72 | 4,43 | 5,28 | 6,09 | 7,64 | 9,11 | 10,52 | |
| 500 | 250 | 0,04 | 0,04 | 0,06 | 0,08 | 0,09 | - | - | - | - | - |
| 500 | 0,08 | 0,09 | 0,13 | 0,16 | 0,19 | - | - | - | - | - | |
| 1000 | 0,16 | 0,20 | 0,28 | 0,35 | 0,41 | - | - | - | - | - | |
| 2000 | 0,34 | 0,43 | 0,59 | 0,73 | 0,88 | 1,04 | 1,20 | 1,51 | 1,80 | 2,08 | |
| 3000 | 0,53 | 0,66 | 0,91 | 1,14 | 1,36 | - | - | - | - | - | |
| 4000 | 0,72 | 0,90 | 1,24 | 1,56 | 1,86 | 2,21 | 2,56 | 3,20 | 3,82 | 4,41 | |
| 5000 | 0,92 | 1,15 | 1,58 | 1,99 | 2,37 | 2,82 | 3,26 | 4,08 | 4,87 | 5,62 | |
| 6000 | 1,12 | 1,40 | 1,93 | 2,42 | 2,88 | 3,44 | 3,97 | 4,98 | 5,93 | 6,85 | |
| 500 | 7000 | 1,32 | 1,66 | 2,28 | 2,86 | 3,41 | 4,06 | 4,69 | 5,88 | 7,01 | 8,10 |
| 8000 | 1,53 | 1,92 | 2,64 | 3,31 | 3,94 | 4,70 | 5,42 | 6,80 | 8,11 | 9,36 | |
| 10000 | 1,95 | 2,44 | 3,36 | 4,21 | 5,02 | 5,99 | 6,91 | 8,67 | 10,33 | 11,92 | |
Таблица 14. Нормы времени на выполнение работ по гибке днища на гидравлическом прессе
| Диаметр, мм | Высота, мм | Толщина, мм | ||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 35 | ||
| Норма времени на одну деталь, ч | ||||||||||
| 500 | 50 | 0,31 | 0,33 | 0,35 | 0,39 | 0,44 | 0,49 | 0,57 | 0,65 | 0,75 |
| 100 | 0,38 | 0,40 | 0,42 | 0,47 | 0,53 | 0,59 | 0,68 | 0,78 | 0,90 | |
| 150 | 0,45 | 0,48 | 0,50 | 0,56 | 0,63 | 0,71 | 0,81 | 0,93 | 1,07 | |
| 200 | 0,54 | 0,57 | 0,60 | 0,68 | 0,76 | 0,85 | 0,97 | 1,12 | 1,29 | |
| 250 | 0,65 | 0,68 | 0,72 | 0,81 | 0,90 | 1,01 | 1,16 | 1,34 | 1,54 | |
| 300 | 0,77 | 0,82 | 0,87 | 0,97 | 1,08 | 1,21 | 1,39 | 1,60 | 1,84 | |
| 350 | 0,93 | 0,98 | 1,04 | 1,16 | 1,30 | 1,45 | 1,67 | 1,92 | 2,21 | |
| 400 | 1,11 | 1,17 | 1,24 | 1,39 | 1,55 | 1,74 | 2,00 | 2,30 | 2,64 | |
| 450 | 1,33 | 1,40 | 1,49 | 1,66 | 1,86 | 2,08 | 2,39 | 2,75 | 3,16 | |
| 500 | 1,59 | 1,68 | 1,78 | 1,99 | 2,22 | 2,49 | 2,86 | 3,29 | 3,79 | |
| 550 | 1,90 | 2,01 | 2,13 | 2,38 | 2,66 | 2,98 | 3,43 | 3,94 | 4,53 | |
| 1000 | 50 | 0,41 | 0,44 | 0,46 | 0,52 | 0,58 | 0,65 | 0,75 | 0,86 | 0,99 |
| 100 | 0,50 | 0,52 | 0,55 | 0,62 | 0,69 | 0,78 | 0,89 | 1,03 | 1,18 | |
| 150 | 0,59 | 0,63 | 0,66 | 0,74 | 0,83 | 0,93 | 1,07 | 1,23 | 1,41 | |
| 200 | 0,71 | 0,75 | 0,80 | 0,89 | 0,99 | 1,11 | 1,28 | 1,47 | 1,69 | |
| 250 | 0,85 | 0,90 | 0,95 | 1,06 | 1,19 | 1,33 | 1,53 | 1,76 | 2,03 | |
| 300 | 1,02 | 1,08 | 1,14 | 1,27 | 1,43 | 1,59 | 1,83 | 2,11 | 2,43 | |
| 350 | 1,22 | 1,29 | 1,36 | 1,53 | 1,71 | 1,91 | 2,20 | 2,53 | 2,91 | |
| 400 | 1,46 | 1,54 | 1,63 | 1,83 | 2,04 | 2,29 | 2,63 | 3,02 | 3,48 | |
| 450 | 1,75 | 1,85 | 1,96 | 2,19 | 2,45 | 2,74 | 3,15 | 3,62 | 4,16 | |
| 500 | 2,09 | 2,21 | 2,34 | 2,62 | 2,93 | 3,28 | 3,77 | 4,33 | 4,99 | |
| 550 | 2,51 | 2,65 | 2,80 | 3,14 | 3,51 | 3,92 | 4,51 | 5,19 | 5,97 | |
| 1500 | 50 | 0,55 | 0,58 | 0,61 | 0,68 | 0,76 | 0,85 | 0,98 | 1,13 | 1,30 |
| 100 | 0,65 | 0,69 | 0,73 | 0,82 | 0,91 | 1,02 | 1,18 | 1,35 | 1,56 | |
| 150 | 0,78 | 0,83 | 0,87 | 0,98 | 1,09 | 1,22 | 1,41 | 1,62 | 1,86 | |
| 200 | 0,94 | 0,99 | 1,05 | 1,17 | 1,31 | 1,46 | 1,69 | 1,94 | 2,23 | |
| 250 | 1,12 | 1,19 | 1,25 | 1,40 | 1,57 | 1,75 | 2,02 | 2,32 | 2,67 | |
| 300 | 1,34 | 1,42 | 1,50 | 1,68 | 1,88 | 2,10 | 2,42 | 2,78 | 3,20 | |
| 350 | 1,61 | 1,70 | 1,80 | 2,01 | 2,25 | 2,51 | 2,89 | 3,33 | 3,83 | |
| 400 | 1,92 | 2,03 | 2,15 | 2,41 | 2,69 | 3,01 | 3,46 | 3,98 | 4,58 | |
| 450 | 2,30 | 2,43 | 2,57 | 2,88 | 3,22 | 3,60 | 4,14 | 4,77 | 5,48 | |
| 500 | 2,76 | 2,91 | 3,08 | 3,45 | 3,86 | 4,31 | 4,96 | 5,71 | 6,56 | |
| 550 | 3,30 | 3,49 | 3,69 | 4,13 | 4,62 | 5,16 | 5,94 | 6,83 | 7,86 | |
| 2000 | 50 | 0,72 | 0,76 | 0,80 | 0,90 | 1,00 | 1,12 | 1,29 | 1,49 | 1,71 |
| 100 | 0,86 | 0,91 | 0,96 | 1,08 | 1,20 | 1,35 | 1,55 | 1,78 | 2,05 | |
| 150 | 1,03 | 1,09 | 1,15 | 1,29 | 1,44 | 1,61 | 1,85 | 2,13 | 2,45 | |
| 200 | 1,23 | 1,30 | 1,38 | 1,54 | 1,72 | 1,93 | 2,22 | 2,55 | 2,94 | |
| 250 | 1,48 | 1,56 | 1,65 | 1,85 | 2,06 | 2,31 | 2,66 | 3,05 | 3,51 | |
| 300 | 1,77 | 1,87 | 1,98 | 2,21 | 2,47 | 2,76 | 3,18 | 3,66 | 4,21 | |
| 350 | 2,11 | 2,24 | 2,36 | 2,65 | 2,96 | 3,31 | 3,81 | 4,38 | 5,04 | |
| 400 | 2,53 | 2,68 | 2,83 | 3,17 | 3,54 | 3,96 | 4,56 | 5,24 | 6,03 | |
| 450 | 3,03 | 3,21 | 3,39 | 3,79 | 4,24 | 4,74 | 5,46 | 6,28 | 7,22 | |
| 500 | 3,63 | 3,84 | 4,06 | 4,54 | 5,08 | 5,68 | 6,53 | 7,51 | 8,64 | |
| 550 | 4,34 | 4,59 | 4,86 | 5,43 | 6,08 | 6,80 | 7,82 | 8,99 | 10,35 | |
| 2500 | 50 | 0,95 | 1,00 | 1,06 | 1,18 | 1,32 | 1,48 | 1,70 | 1,96 | 2,25 |
| 100 | 1,13 | 1,20 | 1,27 | 1,42 | 1,58 | 1,77 | 2,04 | 2,34 | 2,70 | |
| 150 | 1,36 | 1,43 | 1,52 | 1,70 | 1,90 | 2,12 | 2,44 | 2,81 | 3,23 | |
| 200 | 1,62 | 1,72 | 1,81 | 2,03 | 2,27 | 2,54 | 2,92 | 3,36 | 3,86 | |
| 250 | 1,94 | 2,05 | 2,17 | 2,43 | 2,72 | 3,04 | 3,50 | 4,02 | 4,63 | |
| 300 | 2,33 | 2,46 | 2,60 | 2,91 | 3,25 | 3,64 | 4,19 | 4,81 | 5,54 | |
| 350 | 2,78 | 2,94 | 3,11 | 3,48 | 3,89 | 4,36 | 5,01 | 5,76 | 6,63 | |
| 400 | 3,33 | 3,52 | 3,73 | 4,17 | 4,66 | 5,22 | 6,00 | 6,90 | 7,94 | |
| 450 | 3,99 | 4,22 | 4,46 | 4,99 | 5,58 | 6,24 | 7,18 | 8,26 | 9,50 | |
| 500 | 4,78 | 5,05 | 5,34 | 5,98 | 6,68 | 7,48 | 8,60 | 9,89 | 11,38 | |
| 550 | 5,72 | 6,05 | 6,40 | 7,15 | 8,00 | 8,95 | 10,29 | 11,84 | 13,62 | |
| 3000 | 50 | 1,24 | 1,32 | 1,39 | 1,56 | 1,74 | 1,95 | 2,24 | 2,58 | 2,96 |
| 100 | 1,49 | 1,58 | 1,67 | 1,86 | 2,08 | 2,33 | 2,68 | 3,09 | 3,55 | |
| 150 | 1,78 | 1,89 | 2,00 | 2,23 | 2,50 | 2,79 | 3,21 | 3,69 | 4,25 | |
| 200 | 2,14 | 2,26 | 2,39 | 2,67 | 2,99 | 3,34 | 3,84 | 4,42 | 5,09 | |
| 250 | 2,56 | 2,70 | 2,86 | 3,20 | 3,58 | 4,00 | 4,60 | 5,29 | 6,09 | |
| 300 | 3,06 | 3,24 | 3,42 | 3,83 | 4,28 | 4,79 | 5,51 | 6,34 | 7,29 | |
| 350 | 3,66 | 3,88 | 4,10 | 4,58 | 5,13 | 5,74 | 6,60 | 7,59 | 8,73 | |
| 400 | 4,39 | 4,64 | 4,91 | 5,49 | 6,14 | 6,87 | 7,90 | 9,08 | 10,45 | |
| 450 | 5,25 | 5,55 | 5,87 | 6,57 | 7,35 | 8,22 | 9,46 | 10,88 | 12,51 | |
| 500 | 6,29 | 6,65 | 7,03 | 7,87 | 8,80 | 9,84 | 11,32 | 13,02 | 14,98 | |
| 550 | 7,53 | 7,96 | 8,42 | 9,42 | 10,53 | 11,78 | 13,55 | 15,59 | 17,93 | |
К нормам времени, приведенным в таблице 14 настоящего приложения, применяются поправочные коэффициенты:
0,6 - при калибровке (рихтовке) штампованных донышек;
0,8 - при калибровке (рихтовке) донышек после сварки стыков.
Таблица 15. Нормы времени на выполнение работ по гибке деталей из стали АК-32, АК-33, АК-34, АК-35, АК-36 шириной 3000 мм на гидравлическом прессе (устанавливаются для трехвалковых листогибочных вальцов и гибки деталей усилием 1250 т)
| Длина, мм | Толщина, мм | Радиус погиби, мм | |||||
| 5000 | 4500 | 3500 | 2500 | 1500 | 750 | ||
| Норма времени на деталь, ч | |||||||
| 2000 | 20 | 2,08 | 2,31 | 2,77 | 3,23 | 3,69 | 4,03 |
| 25 | 2,32 | 2,58 | 3,09 | 3,60 | 4,11 | 4,50 | |
| 30 | 2,56 | 2,84 | 3,41 | 3,97 | 4,54 | 4,96 | |
| 35 | 2,80 | 3,11 | 3,73 | 4,35 | 4,97 | 5,43 | |
| 40 | 3,04 | 3,38 | 4,05 | 4,72 | 5,39 | 5,90 | |
| 45 | 3,28 | 3,64 | 4,37 | 5,09 | 5,82 | 6,36 | |
| 50 | 3,52 | 3,91 | 4,69 | 5,46 | 6,24 | 6,83 | |
| 55 | 3,76 | 4,18 | 5,01 | 5,84 | 6,67 | 7,29 | |
| 60 | 4,00 | 4,44 | 5,33 | 6,21 | 7,09 | 7,76 | |
| 65 | 4,24 | 4,71 | 5,65 | 6,58 | 7,52 | 8,22 | |
| 70 | 4,48 | 4,98 | 5,97 | 6,96 | 7,95 | 8,69 | |
| 75 | 4,72 | 5,24 | 6,28 | 7,33 | 8,37 | 9,15 | |
| 80 | 4,96 | 5,51 | 6,60 | 7,70 | 8,80 | 9,62 | |
| 85 | 5,20 | 5,77 | 6,92 | 8,07 | 9,22 | 10,08 | |
| 90 | 5,44 | 6,04 | 7,24 | 8,45 | 9,65 | 10,55 | |
| 95 | 5,68 | 6,31 | 7,56 | 8,82 | 10,07 | 11,01 | |
| 100 | 5,92 | 6,57 | 7,88 | 9,19 | 10,50 | 11,48 | |
| 3000 | 45 | 4,92 | 5,46 | 6,55 | 7,64 | 8,73 | 9,54 |
| 50 | 5,28 | 5,86 | 7,03 | 8,20 | 9,36 | 10,24 | |
| 55 | 5,64 | 6,26 | 7,51 | 8,76 | 10,00 | 10,94 | |
| 60 | 6,00 | 6,66 | 7,99 | 9,32 | 10,64 | 11,64 | |
| 65 | 6,36 | 7,06 | 8,47 | 9,87 | 11,28 | 12,33 | |
| 70 | 6,72 | 7,46 | 8,95 | 10,43 | 11,92 | 13,03 | |
| 75 | 7,08 | 7,86 | 9,43 | 10,99 | 12,56 | 13,73 | |
| 80 | 7,44 | 8,26 | 9,91 | 11,55 | 13,19 | 14,43 | |
| 85 | 7,80 | 8,66 | 10,39 | 12,11 | 13,83 | 15,13 | |
| 90 | 8,16 | 9,06 | 10,87 | 12,67 | 14,47 | 15,82 | |
| 95 | 8,52 | 9,46 | 11,34 | 13,23 | 15,11 | 16,52 | |
| 100 | 8,88 | 9,86 | 11,82 | 13,79 | 15,75 | 17,22 | |
| 4000 | 45 | 6,56 | 7,28 | 8,73 | 10,18 | 11,63 | 12,72 |
| 50 | 7,04 | 7,82 | 9,37 | 10,93 | 12,49 | 13,65 | |
| 55 | 7,52 | 8,35 | 10,01 | 11,67 | 13,34 | 14,58 | |
| 60 | 8,00 | 8,88 | 10,65 | 12,42 | 14,19 | 15,51 | |
| 65 | 8,48 | 9,42 | 11,29 | 13,17 | 15,04 | 16,44 | |
| 70 | 8,96 | 9,95 | 11,93 | 13,91 | 15,89 | 17,38 | |
| 75 | 9,44 | 10,48 | 12,57 | 14,66 | 16,74 | 18,31 | |
| 80 | 9,92 | 11,02 | 13,21 | 15,40 | 17,59 | 19,24 | |
| 85 | 10,40 | 11,55 | 13,85 | 16,15 | 18,44 | 20,17 | |
| 90 | 10,88 | 12,08 | 14,49 | 16,89 | 19,30 | 21,10 | |
| 95 | 11,36 | 12,62 | 15,13 | 17,64 | 20,15 | 22,03 | |
| 100 | 11,84 | 13,15 | 15,76 | 18,38 | 21,00 | 22,96 | |
| 5000 | 45 | 8,20 | 9,11 | 10,92 | 12,73 | 14,54 | 15,90 |
| 50 | 8,80 | 9,77 | 11,72 | 13,66 | 15,61 | 17,07 | |
| 55 | 9,40 | 10,44 | 12,52 | 14,59 | 16,67 | 18,23 | |
| 60 | 10,00 | 11,11 | 13,32 | 15,53 | 17,74 | 19,39 | |
| 65 | 10,60 | 11,77 | 14,11 | 16,46 | 18,80 | 20,56 | |
| 70 | 11,20 | 12,44 | 14,91 | 17,39 | 19,86 | 21,72 | |
| 75 | 11,80 | 13,10 | 15,71 | 18,32 | 20,93 | 22,88 | |
| 80 | 12,40 | 13,77 | 16,51 | 19,25 | 21,99 | 24,05 | |
| 5000 | 85 | 13,00 | 14,44 | 17,31 | 20,18 | 23,06 | 25,21 |
| 90 | 13,60 | 15,10 | 18,11 | 21,11 | 24,12 | 26,37 | |
| 95 | 14,20 | 15,77 | 18,91 | 22,05 | 25,18 | 27,54 | |
| 100 | 14,80 | 16,44 | 19,71 | 22,98 | 26,25 | 28,70 | |
| 6000 | 45 | 9,84 | 10,93 | 13,10 | 15,28 | 17,45 | 19,08 |
| 50 | 10,56 | 11,73 | 14,06 | 16,39 | 18,73 | 20,48 | |
| 55 | 11,28 | 12,53 | 15,02 | 17,51 | 20,01 | 21,87 | |
| 60 | 12,00 | 13,33 | 15,98 | 18,63 | 21,28 | 23,27 | |
| 65 | 12,72 | 14,13 | 16,94 | 19,75 | 22,56 | 24,67 | |
| 70 | 13,44 | 14,93 | 17,90 | 20,87 | 23,84 | 26,06 | |
| 75 | 14,16 | 15,72 | 18,85 | 21,98 | 25,11 | 27,46 | |
| 80 | 14,88 | 16,52 | 19,81 | 23,10 | 26,39 | 28,86 | |
| 85 | 15,60 | 17,32 | 20,77 | 24,22 | 27,67 | 30,25 | |
| 90 | 16,32 | 18,12 | 21,73 | 25,34 | 28,94 | 31,65 | |
| 95 | 17,04 | 18,92 | 22,69 | 26,45 | 30,22 | 33,04 | |
| 100 | 17,76 | 19,72 | 23,65 | 27,57 | 31,50 | 34,44 | |
| 7000 | 45 | 11,48 | 12,75 | 15,29 | 17,82 | 20,36 | 22,26 |
| 50 | 12,32 | 13,68 | 16,40 | 19,13 | 21,85 | 23,89 | |
| 55 | 13,16 | 14,61 | 17,52 | 20,43 | 23,34 | 25,52 | |
| 60 | 14,00 | 15,55 | 18,64 | 21,74 | 24,83 | 27,15 | |
| 65 | 14,84 | 16,48 | 19,76 | 23,04 | 26,32 | 28,78 | |
| 70 | 15,68 | 17,41 | 20,88 | 24,34 | 27,81 | 30,41 | |
| 75 | 16,52 | 18,35 | 22,00 | 25,65 | 29,30 | 32,04 | |
| 80 | 17,36 | 19,28 | 23,11 | 26,95 | 30,79 | 33,67 | |
| 85 | 18,20 | 20,21 | 24,23 | 28,26 | 32,28 | 35,29 | |
| 90 | 19,04 | 21,14 | 25,35 | 29,56 | 33,77 | 36,92 | |
| 95 | 19,88 | 22,08 | 26,47 | 30,86 | 35,26 | 38,55 | |
| 100 | 20,72 | 23,01 | 27,59 | 32,17 | 36,75 | 40,18 | |
К нормам времени, приведенным в таблице 15 настоящего приложения, применяются поправочные коэффициенты:
1,7 - при гибке деталей в правильную коническую форму;
2,5 - при гибке деталей в неправильную коническую форму;
0,9 - при гибке деталей шириной 2500 мм;
0,8 - при гибке деталей на вальцах "Кова";
0,7 - при гибке деталей шириной 1500 мм;
0,6 - при гибке деталей шириной 1000 мм.
Приложение № 7
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ И НОРМЫ ВРЕМЕНИ НА ИЗЛОМ ОБРАЗЦОВ
1. Перечень выполняемых операций
Разметка линии излома образца. Установка образца на пресс. Излом образца. Сдача деталей образцов.
2. Норма времени на выполнение работ по излому образцов
| Толщина детали, мм | Норма времени на один образец, ч |
| 14 - 18 | 0,10 |
Приложение № 8
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ФЛАНЦЕВ КНИЦ, БРАКЕТ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона (каркаса). Подача заготовки детали к прессу. Разметка линии гиба. Установка заготовки детали на матрицу пресса. Гибка и доводка с применением прокладок, с проверкой по шаблону (каркасу) до получения необходимой погиби. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке одного фланца кницы, бракеты под углом 90 градусов
| Длина, мм | Толщина, мм | |||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 18 | 20 | |
| Норма времени на одну полосу, ч | ||||||||||
| 200 | 0,026 | 0,029 | 0,029 | 0,035 | 0,043 | 0,052 | 0,063 | 0,085 | 0,114 | 0,139 |
| 400 | 0,029 | 0,032 | 0,029 | 0,039 | 0,047 | 0,057 | 0,070 | 0,085 | 0,125 | 0,153 |
| 600 | 0,032 | 0,035 | 0,029 | 0,043 | 0,052 | 0,063 | 0,077 | 0,085 | 0,138 | 0,168 |
| 800 | 0,035 | 0,038 | 0,029 | 0,047 | 0,057 | 0,069 | 0,084 | 0,085 | 0,151 | 0,184 |
| 1000 | 0,038 | 0,042 | 0,029 | 0,051 | 0,062 | 0,076 | 0,092 | 0,085 | 0,166 | 0,202 |
| 1300 | 0,044 | 0,049 | 0,029 | 0,059 | 0,072 | 0,087 | 0,106 | 0,085 | 0,191 | 0,233 |
| 1600 | 0,051 | 0,056 | 0,029 | 0,068 | 0,083 | 0,101 | 0,122 | 0,085 | 0,220 | 0,268 |
| 2000 | 0,061 | 0,067 | 0,029 | 0,082 | 0,100 | 0,121 | 0,148 | 0,085 | 0,266 | 0,324 |
| 2500 | 0,077 | 0,085 | 0,029 | 0,104 | 0,126 | 0,154 | 0,187 | 0,085 | 0,336 | 0,409 |
| 3000 | 0,098 | 0,108 | 0,029 | 0,131 | 0,160 | 0,194 | 0,236 | 0,085 | 0,426 | 0,518 |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,2 - при гибке одного фланца по радиусу;
1,7 - при гибке двух фланцев.
Приложение № 9
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПОДГИБКЕ КРОМОК ЛИСТОВ И ПОЛОС ПЕРЕД ГИБКОЙ НА ВАЛЬЦАХ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона (каркаса). Подача заготовки детали к прессу. Разметка линии гиба. Установка заготовки детали на матрицу пресса. Гибка и доводка с применением прокладок, с проверкой по шаблону (каркасу) до получения необходимой погиби. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по подгибке кромок листов и полос перед гибкой на вальцах (подгибка кромок листов с припуском)
| Длина, мм | Диаметр, мм | Толщина, мм | ||||||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | ||
| Норма времени на деталь, ч | ||||||||||||||
| 1000 | 100 | 0,05 | 0,06 | 0,07 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,24 |
| 200 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,13 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,28 | |
| 400 | 0,07 | 0,09 | 0,10 | 0,12 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | 0,24 | 0,26 | 0,30 | 0,34 | |
| 1000 | 0,09 | 0,11 | 0,13 | 0,15 | 0,18 | 0,20 | 0,22 | 0,24 | 0,27 | 0,30 | 0,33 | 0,38 | 0,42 | |
| 1000 | 1500 | 0,10 | 0,12 | 0,14 | 0,17 | 0,19 | 0,22 | 0,24 | 0,26 | 0,30 | 0,34 | 0,37 | 0,42 | 0,47 |
| 2000 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,23 | 0,26 | 0,28 | 0,33 | 0,36 | 0,39 | 0,45 | 0,50 | |
| 2500 | 0,11 | 0,14 | 0,16 | 0,19 | 0,22 | 0,25 | 0,27 | 0,30 | 0,34 | 0,38 | 0,42 | 0,48 | 0,53 | |
| 2000 | 100 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,13 | 0,15 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,28 |
| 200 | 0,07 | 0,09 | 0,10 | 0,12 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | 0,24 | 0,26 | 0,30 | 0,34 | |
| 400 | 0,09 | 0,10 | 0,12 | 0,14 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,29 | 0,31 | 0,36 | 0,40 | |
| 1000 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,23 | 0,26 | 0,28 | 0,33 | 0,36 | 0,40 | 0,45 | 0,51 | |
| 1500 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 | 0,26 | 0,29 | 0,31 | 0,36 | 0,40 | 0,44 | 0,50 | 0,56 | |
| 2000 | 0,13 | 0,16 | 0,18 | 0,22 | 0,25 | 0,28 | 0,31 | 0,34 | 0,39 | 0,43 | 0,47 | 0,54 | 0,60 | |
| 2500 | 0,14 | 0,17 | 0,19 | 0,23 | 0,26 | 0,29 | 0,33 | 0,36 | 0,41 | 0,46 | 0,50 | 0,57 | 0,64 | |
| 3000 | 100 | 0,07 | 0,08 | 0,09 | 0,11 | 0,13 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,28 | 0,31 |
| 200 | 0,08 | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,24 | 0,27 | 0,29 | 0,34 | 0,37 | |
| 400 | 0,09 | 0,12 | 0,13 | 0,16 | 0,18 | 0,21 | 0,23 | 0,25 | 0,29 | 0,32 | 0,35 | 0,40 | 0,44 | |
| 1000 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 | 0,26 | 0,29 | 0,31 | 0,36 | 0,40 | 0,44 | 0,50 | 0,56 | |
| 1500 | 0,13 | 0,16 | 0,18 | 0,22 | 0,26 | 0,29 | 0,32 | 0,35 | 0,40 | 0,45 | 0,49 | 0,56 | 0,62 | |
| 2000 | 0,14 | 0,17 | 0,20 | 0,24 | 0,28 | 0,31 | 0,34 | 0,38 | 0,43 | 0,48 | 0,52 | 0,60 | 0,67 | |
| 2500 | 0,15 | 0,18 | 0,21 | 0,26 | 0,29 | 0,33 | 0,36 | 0,40 | 0,46 | 0,51 | 0,55 | 0,64 | 0,71 | |
| 4000 | 100 | 0,07 | 0,09 | 0,10 | 0,12 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | 0,24 | 0,26 | 0,30 | 0,34 |
| 200 | 0,09 | 0,10 | 0,12 | 0,15 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,29 | 0,31 | 0,36 | 0,40 | |
| 400 | 0,10 | 0,12 | 0,14 | 0,17 | 0,20 | 0,22 | 0,25 | 0,27 | 0,31 | 0,34 | 0,37 | 0,43 | 0,48 | |
| 1000 | 0,13 | 0,16 | 0,18 | 0,22 | 0,25 | 0,28 | 0,31 | 0,34 | 0,39 | 0,43 | 0,47 | 0,54 | 0,60 | |
| 1500 | 0,14 | 0,17 | 0,20 | 0,24 | 0,28 | 0,31 | 0,34 | 0,38 | 0,43 | 0,48 | 0,52 | 0,60 | 0,67 | |
| 2000 | 0,15 | 0,19 | 0,21 | 0,26 | 0,30 | 0,33 | 0,37 | 0,40 | 0,46 | 0,52 | 0,56 | 0,65 | 0,72 | |
| 2500 | 0,16 | 0,20 | 0,23 | 0,28 | 0,32 | 0,35 | 0,39 | 0,43 | 0,49 | 0,55 | 0,60 | 0,68 | 0,76 | |
| 6000 | 100 | 0,08 | 0,10 | 0,11 | 0,14 | 0,16 | 0,17 | 0,19 | 0,21 | 0,24 | 0,27 | 0,29 | 0,34 | 0,37 |
| 200 | 0,10 | 0,12 | 0,13 | 0,16 | 0,19 | 0,21 | 0,23 | 0,25 | 0,29 | 0,32 | 0,35 | 0,40 | 0,45 | |
| 400 | 0,11 | 0,14 | 0,16 | 0,19 | 0,22 | 0,25 | 0,27 | 0,30 | 0,34 | 0,38 | 0,42 | 0,48 | 0,53 | |
| 1000 | 0,14 | 0,17 | 0,20 | 0,24 | 0,28 | 0,31 | 0,34 | 0,38 | 0,43 | 0,48 | 0,52 | 0,60 | 0,67 | |
| 1500 | 0,16 | 0,19 | 0,22 | 0,27 | 0,31 | 0,34 | 0,38 | 0,42 | 0,48 | 0,53 | 0,58 | 0,67 | 0,74 | |
| 2000 | 0,17 | 0,21 | 0,24 | 0,29 | 0,33 | 0,37 | 0,41 | 0,45 | 0,51 | 0,57 | 0,62 | 0,72 | 0,80 | |
| 2500 | 0,18 | 0,22 | 0,25 | 0,31 | 0,35 | 0,39 | 0,43 | 0,47 | 0,54 | 0,61 | 0,66 | 0,76 | 0,84 | |
| 8000 | 100 | 0,09 | 0,10 | 0,12 | 0,15 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,29 | 0,32 | 0,36 | 0,40 |
| 200 | 0,10 | 0,12 | 0,14 | 0,17 | 0,20 | 0,22 | 0,25 | 0,27 | 0,31 | 0,34 | 0,38 | 0,43 | 0,48 | |
| 8000 | 400 | 0,12 | 0,15 | 0,17 | 0,21 | 0,24 | 0,26 | 0,29 | 0,32 | 0,37 | 0,41 | 0,45 | 0,51 | 0,57 |
| 1000 | 0,15 | 0,19 | 0,21 | 0,26 | 0,30 | 0,33 | 0,37 | 0,40 | 0,46 | 0,52 | 0,56 | 0,65 | 0,72 | |
| 1500 | 0,17 | 0,21 | 0,24 | 0,29 | 0,33 | 0,37 | 0,41 | 0,45 | 0,51 | 0,57 | 0,63 | 0,72 | 0,80 | |
| 2000 | 0,18 | 0,22 | 0,26 | 0,31 | 0,36 | 0,40 | 0,44 | 0,48 | 0,55 | 0,62 | 0,67 | 0,77 | 0,86 | |
| 2500 | 0,19 | 0,24 | 0,27 | 0,33 | 0,38 | 0,42 | 0,47 | 0,51 | 0,59 | 0,65 | 0,71 | 0,82 | 0,91 | |
| 10000 | 100 | 0,09 | 0,11 | 0,13 | 0,15 | 0,18 | 0,20 | 0,22 | 0,24 | 0,27 | 0,31 | 0,33 | 0,38 | 0,43 |
| 200 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,23 | 0,26 | 0,29 | 0,33 | 0,36 | 0,40 | 0,46 | 0,51 | |
| 400 | 0,13 | 0,16 | 0,18 | 0,22 | 0,25 | 0,28 | 0,31 | 0,34 | 0,39 | 0,43 | 0,47 | 0,54 | 0,61 | |
| 1000 | 0,16 | 0,20 | 0,23 | 0,28 | 0,32 | 0,35 | 0,39 | 0,43 | 0,49 | 0,55 | 0,60 | 0,69 | 0,76 | |
| 1500 | 0,18 | 0,22 | 0,25 | 0,31 | 0,35 | 0,39 | 0,43 | 0,47 | 0,55 | 0,61 | 0,66 | 0,76 | 0,85 | |
| 2000 | 0,19 | 0,24 | 0,27 | 0,33 | 0,38 | 0,42 | 0,47 | 0,51 | 0,59 | 0,65 | 0,71 | 0,82 | 0,91 | |
| 2500 | 0,21 | 0,25 | 0,29 | 0,35 | 0,40 | 0,44 | 0,49 | 0,54 | 0,62 | 0,69 | 0,75 | 0,87 | 0,96 | |
| 12000 | 100 | 0,10 | 0,12 | 0,13 | 0,16 | 0,19 | 0,21 | 0,23 | 0,25 | 0,29 | 0,32 | 0,35 | 0,40 | 0,45 |
| 200 | 0,11 | 0,14 | 0,16 | 0,19 | 0,22 | 0,25 | 0,27 | 0,30 | 0,34 | 0,38 | 0,42 | 0,48 | 0,53 | |
| 400 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,29 | 0,33 | 0,36 | 0,41 | 0,45 | 0,50 | 0,57 | 0,63 | |
| 1000 | 0,17 | 0,21 | 0,24 | 0,29 | 0,33 | 0,37 | 0,41 | 0,45 | 0,52 | 0,57 | 0,63 | 0,72 | 0,80 | |
| 1500 | 0,19 | 0,23 | 0,26 | 0,32 | 0,37 | 0,41 | 0,46 | 0,50 | 0,57 | 0,64 | 0,69 | 0,80 | 0,89 | |
| 2000 | 0,20 | 0,25 | 0,28 | 0,34 | 0,40 | 0,44 | 0,49 | 0,53 | 0,61 | 0,68 | 0,75 | 0,86 | 0,95 | |
| 2500 | 0,22 | 0,26 | 0,30 | 0,36 | 0,42 | 0,47 | 0,52 | 0,57 | 0,65 | 0,72 | 0,79 | 0,91 | 1,01 | |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,3 - при подгибке кромок листов без припуска;
1,3 - при подгибке кромок листов, имеющих ласку.
Приложение № 10
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ И НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ЛИСТОВ НАРУЖНОЙ ОБШИВКИ БУЛЬБОВОЙ НАДЕЛКИ И ФОРШТЕВНЯ ПО КАРКАСАМ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона (каркаса). Подача заготовки детали к прессу. Разметка линии гиба. Установка заготовки детали на матрицу пресса. Гибка и доводка с применением прокладок с проверкой по шаблону (каркасу) до получения необходимой погиби. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке листов наружной обшивки бульбовой наделки и форштевня по каркасам
| Длина, мм | Ширина, мм | Толщина, мм | ||||
| 15 | 20 | 25 | 30 | 40 | ||
| Норма времени на одну деталь, ч | ||||||
| 1500 | 1000 | 1,03 | 1,48 | 1,87 | 2,21 | 2,75 |
| 1500 | 1,54 | 2,13 | 2,68 | 3,17 | 4,00 | |
| 2000 | 1000 | 1,39 | 1,94 | 2,44 | 2,89 | 3,64 |
| 1500 | 1,91 | 2,61 | 3,27 | 3,87 | 4,91 | |
| 2000 | 2,43 | 3,28 | 4,09 | 4,84 | 6,19 | |
| 3000 | 1500 | 2,66 | 3,58 | 4,44 | 5,26 | 6,74 |
| 2000 | 3,21 | 4,28 | 5,30 | 6,27 | 8,05 | |
| 4000 | 1500 | 3,41 | 4,54 | 5,62 | 6,65 | 8,56 |
| 2000 | 4,00 | 5,28 | 6,51 | 7,69 | 9,90 | |
| 5000 | 1500 | 4,16 | 5,50 | 6,80 | 8,05 | 10,39 |
| 2000 | 4,78 | 6,28 | 7,73 | 9,12 | 11,76 | |
| 6000 | 1500 | 4,90 | 6,47 | 7,98 | 9,44 | 12,21 |
| 2000 | 5,56 | 7,28 | 8,94 | 10,55 | 13,62 | |
Приложение № 11
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА С ИЗГИБОМ НА УГОЛ НА КРОМКОГИБОЧНОМ СТАНКЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона (каркаса). Подача заготовки детали к станку. Разметка линии гиба. Установка заготовки по разметке или упору. Гибка и доводка с проверкой по шаблону (каркасу). Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из листового проката с изгибом на угол на кромкогибочном станке (устанавливаются для гибки по разметке в специальных или универсальных приспособлениях шириной 650 мм)
| Длина, мм | Толщина, мм | |||||
| 2 | 6 | 10 | 12 | 16 | 20 | |
| Норма времени на одну полосу, ч | ||||||
| 250 | 0,011 | 0,020 | 0,026 | 0,029 | 0,034 | 0,039 |
| 500 | 0,017 | 0,032 | 0,042 | 0,047 | 0,055 | 0,062 |
| 750 | 0,023 | 0,042 | 0,056 | 0,062 | 0,072 | 0,082 |
| 1000 | 0,028 | 0,051 | 0,068 | 0,075 | 0,088 | 0,100 |
| 1500 | 0,037 | 0,068 | 0,090 | 0,099 | 0,117 | 0,132 |
| 2000 | 0,045 | 0,082 | 0,109 | 0,121 | 0,142 | 0,161 |
| 2500 | 0,052 | 0,096 | 0,128 | 0,141 | 0,166 | 0,188 |
| 3000 | 0,059 | 0,109 | 0,145 | 0,160 | 0,188 | 0,213 |
| 3500 | 0,065 | 0,121 | 0,161 | 0,178 | 0,209 | 0,237 |
| 4000 | 0,072 | 0,132 | 0,176 | 0,195 | 0,229 | 0,259 |
| 4500 | 0,078 | 0,144 | 0,191 | 0,211 | 0,248 | 0,281 |
| 5000 | 0,084 | 0,154 | 0,205 | 0,227 | 0,267 | 0,302 |
| 5500 | 0,089 | 0,165 | 0,219 | 0,243 | 0,285 | 0,323 |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при гибке по упору;
1,10 - при гибке деталей шириной 1000 мм;
1,15 - при гибке деталей шириной 1500 мм;
1,20 - при гибке деталей шириной 2000 мм.
Приложение № 12
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИИ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ ПОЛОС С ИЗГИБОМ ПО РАДИУСУ НА КРОМКОГИБОЧНОМ СТАНКЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к станку, разметка линии гиба. Установка заготовки детали по разметке или упору. Гибка и доводка заготовки детали с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из полос с изгибом по радиусу на кромкогибочном станке (устанавливаются для полос шириной 200 мм)
| Толщина, мм | Длина, мм | Радиус погиби, мм | ||||||
| 1500 | 1000 | 700 | 400 | 300 | 200 | 100 | ||
| Норма времени на изделие, ч | ||||||||
| 6 | 250 | 0,050 | 0,055 | 0,060 | 0,068 | 0,073 | 0,080 | 0,094 |
| 400 | 0,057 | 0,063 | 0,068 | 0,078 | 0,084 | 0,092 | 0,108 | |
| 600 | 0,064 | 0,071 | 0,077 | 0,088 | 0,094 | 0,104 | 0,122 | |
| 1000 | 0,075 | 0,082 | 0,090 | 0,102 | 0,110 | 0,121 | 0,142 | |
| 1400 | 0,083 | 0,091 | 0,099 | 0,113 | 0,121 | 0,133 | 0,157 | |
| 1800 | 0,089 | 0,098 | 0,107 | 0,122 | 0,130 | 0,143 | 0,169 | |
| 2300 | 0,096 | 0,105 | 0,115 | 0,131 | 0,140 | 0,154 | 0,182 | |
| 3000 | 0,103 | 0,114 | 0,124 | 0,141 | 0,151 | 0,167 | 0,196 | |
| 4000 | 0,113 | 0,124 | 0,135 | 0,154 | 0,165 | 0,181 | 0,214 | |
| 5000 | 0,120 | 0,132 | 0,144 | 0,164 | 0,176 | 0,194 | 0,228 | |
| 8 | 250 | 0,055 | 0,061 | 0,066 | 0,076 | 0,081 | 0,089 | 0,105 |
| 400 | 0,064 | 0,070 | 0,076 | 0,087 | 0,093 | 0,102 | 0,121 | |
| 600 | 0,072 | 0,079 | 0,086 | 0,098 | 0,105 | 0,115 | 0,136 | |
| 1000 | 0,083 | 0,092 | 0,100 | 0,114 | 0,122 | 0,134 | 0,158 | |
| 1400 | 0,092 | 0,101 | 0,110 | 0,126 | 0,135 | 0,148 | 0,175 | |
| 1800 | 0,099 | 0,109 | 0,118 | 0,135 | 0,145 | 0,159 | 0,188 | |
| 2300 | 0,106 | 0,117 | 0,127 | 0,145 | 0,156 | 0,171 | 0,202 | |
| 3000 | 0,115 | 0,127 | 0,138 | 0,157 | 0,168 | 0,185 | 0,218 | |
| 4000 | 0,125 | 0,138 | 0,150 | 0,171 | 0,183 | 0,202 | 0,238 | |
| 5000 | 0,134 | 0,147 | 0,160 | 0,183 | 0,196 | 0,215 | 0,254 | |
| 10 | 250 | 0,060 | 0,066 | 0,072 | 0,082 | 0,088 | 0,097 | 0,114 |
| 400 | 0,069 | 0,076 | 0,083 | 0,094 | 0,101 | 0,111 | 0,131 | |
| 600 | 0,078 | 0,086 | 0,093 | 0,106 | 0,114 | 0,125 | 0,148 | |
| 1000 | 0,090 | 0,099 | 0,108 | 0,124 | 0,132 | 0,146 | 0,172 | |
| 1400 | 0,100 | 0,110 | 0,120 | 0,136 | 0,146 | 0,161 | 0,190 | |
| 10 | 1800 | 0,107 | 0,118 | 0,129 | 0,147 | 0,157 | 0,173 | 0,204 |
| 2300 | 0,115 | 0,127 | 0,138 | 0,158 | 0,169 | 0,186 | 0,219 | |
| 3000 | 0,125 | 0,137 | 0,150 | 0,171 | 0,183 | 0,201 | 0,237 | |
| 4000 | 0,136 | 0,150 | 0,163 | 0,186 | 0,199 | 0,219 | 0,258 | |
| 5000 | 0,145 | 0,160 | 0,174 | 0,199 | 0,213 | 0,234 | 0,276 | |
| 16 | 250 | 0,071 | 0,079 | 0,086 | 0,098 | 0,105 | 0,115 | 0,136 |
| 400 | 0,082 | 0,090 | 0,098 | 0,112 | 0,120 | 0,132 | 0,156 | |
| 600 | 0,092 | 0,102 | 0,111 | 0,127 | 0,135 | 0,149 | 0,176 | |
| 1000 | 0,108 | 0,118 | 0,129 | 0,147 | 0,157 | 0,173 | 0,204 | |
| 1400 | 0,119 | 0,131 | 0,142 | 0,162 | 0,174 | 0,191 | 0,226 | |
| 1800 | 0,128 | 0,141 | 0,153 | 0,175 | 0,187 | 0,206 | 0,243 | |
| 2300 | 0,137 | 0,151 | 0,165 | 0,188 | 0,201 | 0,222 | 0,261 | |
| 3000 | 0,149 | 0,164 | 0,178 | 0,203 | 0,218 | 0,240 | 0,282 | |
| 4000 | 0,162 | 0,178 | 0,194 | 0,221 | 0,237 | 0,261 | 0,307 | |
| 5000 | 0,173 | 0,190 | 0,207 | 0,236 | 0,253 | 0,278 | 0,328 | |
| 20 | 250 | 0,078 | 0,085 | 0,093 | 0,106 | 0,114 | 0,125 | 0,147 |
| 400 | 0,089 | 0,098 | 0,107 | 0,122 | 0,131 | 0,144 | 0,169 | |
| 600 | 0,100 | 0,111 | 0,120 | 0,137 | 0,147 | 0,162 | 0,191 | |
| 1000 | 0,117 | 0,129 | 0,140 | 0,160 | 0,171 | 0,188 | 0,222 | |
| 1400 | 0,129 | 0,142 | 0,154 | 0,176 | 0,189 | 0,208 | 0,245 | |
| 1800 | 0,139 | 0,153 | 0,166 | 0,190 | 0,203 | 0,224 | 0,264 | |
| 2300 | 0,149 | 0,164 | 0,179 | 0,204 | 0,219 | 0,241 | 0,284 | |
| 3000 | 0,161 | 0,178 | 0,193 | 0,221 | 0,236 | 0,260 | 0,307 | |
| 4000 | 0,176 | 0,193 | 0,210 | 0,240 | 0,257 | 0,283 | 0,334 | |
| 5000 | 0,188 | 0,207 | 0,225 | 0,257 | 0,275 | 0,302 | 0,356 | |
| 25 | 250 | 0,084 | 0,093 | 0,101 | 0,115 | 0,123 | 0,136 | 0,160 |
| 400 | 0,097 | 0,107 | 0,116 | 0,132 | 0,142 | 0,156 | 0,184 | |
| 600 | 0,109 | 0,120 | 0,131 | 0,149 | 0,160 | 0,176 | 0,207 | |
| 1000 | 0,127 | 0,140 | 0,152 | 0,173 | 0,186 | 0,204 | 0,241 | |
| 1400 | 0,140 | 0,154 | 0,168 | 0,192 | 0,205 | 0,226 | 0,266 | |
| 1800 | 0,151 | 0,166 | 0,181 | 0,206 | 0,221 | 0,243 | 0,286 | |
| 2300 | 0,162 | 0,178 | 0,194 | 0,222 | 0,237 | 0,261 | 0,308 | |
| 3000 | 0,175 | 0,193 | 0,210 | 0,240 | 0,257 | 0,283 | 0,333 | |
| 4000 | 0,191 | 0,210 | 0,229 | 0,261 | 0,279 | 0,308 | 0,362 | |
| 5000 | 0,204 | 0,224 | 0,244 | 0,279 | 0,298 | 0,328 | 0,387 | |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,95 - при гибке полосы шириной 100 мм;
1,05 - при гибке полосы шириной 300 мм;
1,10 - при гибке полосы шириной 400 мм.
Приложение № 14
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ УГЛОВОГО ПРОФИЛЯ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Установка заготовки детали на матрицу пресса. Гибка и доводка заготовки детали с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из углового профиля на гидравлическом прессе
Таблица 1. Нормы времени на выполнение работ по гибке деталей из углового профиля с переменной кривизной (полкой внутрь)
| Длина, мм | Номер профиля | |||||||
| 5 | 6,3 | 7,5 | 9 | 12,5 | 16 | 20 | 25 | |
| Норма времени на одну деталь, ч | ||||||||
| 1000 | 0,070 | 0,086 | 0,099 | 0,116 | 0,152 | 0,188 | 0,226 | 0,273 |
| 2000 | 0,101 | 0,123 | 0,142 | 0,166 | 0,219 | 0,269 | 0,325 | 0,392 |
| 3000 | 0,125 | 0,152 | 0,176 | 0,205 | 0,270 | 0,332 | 0,401 | 0,484 |
| 4000 | 0,145 | 0,176 | 0,204 | 0,238 | 0,313 | 0,386 | 0,466 | 0,562 |
| 5000 | 0,163 | 0,198 | 0,229 | 0,267 | 0,352 | 0,433 | 0,523 | 0,631 |
| 6000 | 0,179 | 0,217 | 0,252 | 0,294 | 0,387 | 0,476 | 0,575 | 0,694 |
| 7000 | 0,194 | 0,236 | 0,273 | 0,318 | 0,419 | 0,516 | 0,623 | 0,752 |
| 8000 | 0,208 | 0,252 | 0,292 | 0,341 | 0,450 | 0,553 | 0,668 | 0,806 |
Таблица 2. Нормы времени на выполнение работ по гибке деталей из углового профиля со знакопеременной кривизной на гидравлическом прессе
| Длина, мм | Номер профиля | |||||||
| 5 | 6,3 | 7,5 | 9 | 12,5 | 16 | 20 | 25 | |
| Норма времени на одну деталь, ч | ||||||||
| 1000 | 0,186 | 0,226 | 0,261 | 0,305 | 0,402 | 0,495 | 0,597 | 0,720 |
| 2000 | 0,266 | 0,324 | 0,375 | 0,437 | 0,576 | 0,709 | 0,856 | 1,033 |
| 3000 | 0,329 | 0,400 | 0,463 | 0,540 | 0,711 | 0,876 | 1,057 | 1,275 |
| 4000 | 0,382 | 0,464 | 0,537 | 0,627 | 0,826 | 1,017 | 1,227 | 1,481 |
| 5000 | 0,429 | 0,521 | 0,604 | 0,704 | 0,928 | 1,142 | 1,379 | 1,663 |
| 6000 | 0,472 | 0,573 | 0,664 | 0,774 | 1,020 | 1,256 | 1,516 | 1,829 |
| 7000 | 0,511 | 0,621 | 0,719 | 0,838 | 1,106 | 1,361 | 1,642 | 1,982 |
| 8000 | 0,548 | 0,666 | 0,771 | 0,899 | 1,185 | 1,459 | 1,760 | 2,124 |
При гибке деталей из неравнополочного углового профиля норма времени определяется по большей полке профиля.
3. Поправочные коэффициенты
К нормам времени на выполнение работ по гибке деталей из углового профиля на гидравлическом прессе, приведенным в таблице 1 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при гибке полкой наружу;
0,70 - при гибке двух спаренных уголков;
0,75 - при гибке с постоянной кривизной.
При гибке деталей с полкой меньшей, чем установлено в таблице 1 настоящего приложения, к нормам времени, приведенным в таблице 1 настоящего приложения, применяются поправочные коэффициенты:
0,90 - при гибке полкой внутрь;
1,10 - при гибке полкой наружу.
При гибке двух спаренных уголков к нормам времени, приведенным в таблице 2 настоящего приложения, применяется поправочный коэффициент 0,7.
Приложение № 14
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ НЕСИММЕТРИЧНОГО ПОЛОСОБУЛЬБОВОГО ПРОФИЛЯ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Установка заготовки детали на матрицу пресса. Гибка и доводка заготовки детали с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля на гидравлическом прессе
Таблица 1. Нормы времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля с переменной кривизной на гидравлическом прессе
| Длина, мм | Номер профиля | |||||||||
| 5 | 7 | 9 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Норма времени на одну деталь, ч | ||||||||||
| 1000 | 0,110 | 0,136 | 0,159 | 0,191 | 0,210 | 0,229 | 0,246 | 0,263 | 0,279 | 0,295 |
| 2000 | 0,157 | 0,194 | 0,227 | 0,272 | 0,300 | 0,326 | 0,352 | 0,376 | 0,399 | 0,422 |
| 3000 | 0,193 | 0,239 | 0,280 | 0,335 | 0,370 | 0,402 | 0,433 | 0,463 | 0,492 | 0,519 |
| 4000 | 0,224 | 0,277 | 0,324 | 0,389 | 0,428 | 0,466 | 0,502 | 0,537 | 0,570 | 0,602 |
| 5000 | 0,251 | 0,310 | 0,364 | 0,436 | 0,481 | 0,523 | 0,563 | 0,602 | 0,639 | 0,675 |
| 6000 | 0,276 | 0,341 | 0,399 | 0,479 | 0,528 | 0,574 | 0,618 | 0,661 | 0,702 | 0,742 |
| 7000 | 0,298 | 0,369 | 0,432 | 0,518 | 0,571 | 0,622 | 0,669 | 0,716 | 0,760 | 0,803 |
| 8000 | 0,320 | 0,395 | 0,463 | 0,555 | 0,612 | 0,666 | 0,717 | 0,766 | 0,814 | 0,860 |
| 9000 | 0,340 | 0,420 | 0,492 | 0,590 | 0,650 | 0,707 | 0,762 | 0,814 | 0,865 | 0,913 |
| 10000 | 0,358 | 0,443 | 0,519 | 0,623 | 0,686 | 0,747 | 0,804 | 0,860 | 0,913 | 0,964 |
| 11000 | 0,376 | 0,465 | 0,545 | 0,654 | 0,721 | 0,784 | 0,845 | 0,903 | 0,959 | 1,013 |
| 12000 | 0,394 | 0,487 | 0,570 | 0,684 | 0,754 | 0,820 | 0,883 | 0,944 | 1,003 | 1,059 |
Таблица 2. Нормы времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля со знакопеременной кривизной на гидравлическом прессе
| Длина, мм | Номер профиля | |||||||||
| 5 | 7 | 9 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Норма времени на одну деталь, ч | ||||||||||
| 1000 | 0,257 | 0,319 | 0,375 | 0,450 | 0,497 | 0,541 | 0,584 | 0,625 | 0,664 | 0,702 |
| 2000 | 0,367 | 0,455 | 0,535 | 0,643 | 0,709 | 0,773 | 0,833 | 0,891 | 0,947 | 1,002 |
| 3000 | 0,452 | 0,560 | 0,658 | 0,791 | 0,873 | 0,951 | 1,026 | 1,097 | 1,166 | 1,233 |
| 4000 | 0,524 | 0,650 | 0,763 | 0,917 | 1,012 | 1,103 | 1,189 | 1,272 | 1,352 | 1,429 |
| 5000 | 0,587 | 0,728 | 0,856 | 1,028 | 1,135 | 1,236 | 1,333 | 1,426 | 1,516 | 1,603 |
| 6000 | 0,645 | 0,800 | 0,939 | 1,129 | 1,246 | 1,358 | 1,464 | 1,566 | 1,665 | 1,760 |
| 7000 | 0,698 | 0,866 | 1,017 | 1,222 | 1,349 | 1,469 | 1,584 | 1,695 | 1,802 | 1,905 |
| 8000 | 0,747 | 0,927 | 1,089 | 1,309 | 1,445 | 1,574 | 1,697 | 1,815 | 1,929 | 2,040 |
| 9000 | 0,794 | 0,985 | 1,157 | 1,391 | 1,535 | 1,672 | 1,802 | 1,928 | 2,049 | 2,167 |
| 10000 | 0,838 | 1,040 | 1,221 | 1,468 | 1,620 | 1,764 | 1,903 | 2,035 | 2,163 | 2,287 |
| 11000 | 0,880 | 1,092 | 1,282 | 1,541 | 1,701 | 1,853 | 1,998 | 2,137 | 2,272 | 2,402 |
| 12000 | 0,920 | 1,141 | 1,341 | 1,612 | 1,779 | 1,937 | 2,089 | 2,235 | 2,375 | 2,512 |
Таблица 3. Нормы времени на выполнение работ по гибке деталей из симметричного полособульбового профиля полкой внутрь
| Длина, мм | Номер профиля | |||||||||
| 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | |
| Норма времени на одну деталь, ч | ||||||||||
| 1000 | 0,203 | 0,228 | 0,251 | 0,273 | 0,294 | 0,314 | 0,334 | 0,352 | 0,380 | 0,406 |
| 2000 | 0,290 | 0,325 | 0,358 | 0,390 | 0,420 | 0,449 | 0,476 | 0,503 | 0,542 | 0,579 |
| 3000 | 0,357 | 0,400 | 0,441 | 0,480 | 0,517 | 0,553 | 0,587 | 0,620 | 0,668 | 0,714 |
| 4000 | 0,414 | 0,464 | 0,512 | 0,557 | 0,600 | 0,641 | 0,680 | 0,719 | 0,774 | 0,828 |
| 5000 | 0,464 | 0,521 | 0,574 | 0,624 | 0,672 | 0,719 | 0,763 | 0,806 | 0,868 | 0,928 |
| 6000 | 0,510 | 0,572 | 0,630 | 0,686 | 0,738 | 0,789 | 0,838 | 0,885 | 0,954 | 1,019 |
| 7000 | 0,552 | 0,619 | 0,682 | 0,742 | 0,799 | 0,854 | 0,907 | 0,959 | 1,032 | 1,103 |
| 8000 | 0,591 | 0,663 | 0,731 | 0,795 | 0,856 | 0,915 | 0,972 | 1,027 | 1,106 | 1,182 |
| 9000 | 0,628 | 0,704 | 0,776 | 0,845 | 0,910 | 0,972 | 1,032 | 1,091 | 1,175 | 1,256 |
| 10000 | 0,663 | 0,744 | 0,819 | 0,892 | 0,960 | 1,026 | 1,090 | 1,151 | 1,240 | 1,326 |
| 11000 | 0,696 | 0,781 | 0,861 | 0,936 | 1,009 | 1,078 | 1,145 | 1,209 | 1,303 | 1,392 |
| 12000 | 0,728 | 0,817 | 0,900 | 0,979 | 1,055 | 1,127 | 1,197 | 1,265 | 1,362 | 1,456 |
| 13000 | 0,758 | 0,851 | 0,938 | 1,020 | 1,099 | 1,175 | 1,247 | 1,318 | 1,419 | 1,517 |
3. Поправочные коэффициенты
К нормам времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля на гидравлическом прессе, приведенным в таблице 1 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при гибке деталей полкой наружу;
0,75 - при гибке деталей с постоянной кривизной.
При гибке деталей в веерообразную форму к нормам времени, приведенным в таблице 2 настоящего приложения, применяется поправочный коэффициент 1,5.
К нормам времени, приведенным в таблице 3 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при гибке полкой наружу;
0,75 - при гибке с постоянной кривизной.
Приложение № 15
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ СВАРНОГО ТАВРОВОГО ПРОФИЛЯ С ПЕРЕМЕННОЙ КРИВИЗНОЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Установка заготовки детали на матрицу пресса. Гибка и доводка заготовки детали с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из сварного таврового профиля с переменной кривизной на гидравлическом прессе (устанавливается для гибки профиля на стенку)
| Длина заготовки, мм | Высота стенки профиля, мм | ||||
| 100 | 200 | 300 | 400 | 500 | |
| Норма времени на одну деталь, ч | |||||
| 1000 | 0,184 | 0,237 | 0,275 | 0,306 | 0,332 |
| 2000 | 0,367 | 0,474 | 0,550 | 0,612 | 0,664 |
| 3000 | 0,551 | 0,711 | 0,826 | 0,918 | 0,997 |
| 4000 | 0,734 | 0,948 | 1,101 | 1,224 | 1,329 |
| 5000 | 0,918 | 1,185 | 1,376 | 1,530 | 1,661 |
| 6000 | 1,102 | 1,422 | 1,651 | 1,836 | 1,993 |
| 7000 | 1,285 | 1,659 | 1,927 | 2,142 | 2,325 |
| 8000 | 1,469 | 1,896 | 2,202 | 2,448 | 2,658 |
| 9000 | 1,653 | 2,133 | 2,477 | 2,754 | 2,990 |
| 10000 | 1,836 | 2,370 | 2,752 | 3,060 | 3,322 |
| 11000 | 2,020 | 2,607 | 3,027 | 3,366 | 3,654 |
| 12000 | 2,203 | 2,844 | 3,303 | 3,672 | 3,987 |
| 13000 | 2,387 | 3,081 | 3,578 | 3,978 | 4,319 |
3. Поправочный коэффициент
При гибке профиля на полку к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,9.
Приложение № 16
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ДОВОДКУ ДЕТАЛЕЙ ИЗ НЕСИММЕТРИЧНОГО ПОЛОСОБУЛЬБОВОГО ПРОФИЛЯ ПОСЛЕ ГИБКИ И ТЕРМООБРАБОТКИ
1. Перечень выполняемых операций
Подача краном детали на пресс. Предварительная правка детали. Проверка детали по радиусу, на вертикальность и горизонтальность пояска и стенки. Окончательная правка детали. Подача краном детали на контрольную плиту. Проверка по радиусу. Контуровка детали. Нанесение припуска на деталь. Зачистка кромок детали по периметру от заусениц. Сдача работы.
2. Нормы времени на выполнение работ по доводке деталей из несимметричного полособульбового профиля после гибки и термообработки (устанавливаются для деталей из стали марки АК-16, АК-25, изогнутых полкой внутрь)
| Длина детали, мм | Номер профиля | |||||||||
| 5 | 7 | 9 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Норма времени на одну деталь, ч | ||||||||||
| 1000 | 0,19 | 0,23 | 0,28 | 0,35 | 0,40 | 0,45 | 0,49 | 0,54 | 0,59 | 0,63 |
| 2000 | 0,27 | 0,32 | 0,37 | 0,44 | 0,48 | 0,53 | 0,58 | 0,63 | 0,67 | 0,72 |
| 3000 | 0,36 | 0,40 | 0,45 | 0,52 | 0,57 | 0,62 | 0,66 | 0,71 | 0,76 | 0,80 |
| 4000 | 0,44 | 0,49 | 0,54 | 0,61 | 0,65 | 0,70 | 0,75 | 0,80 | 0,84 | 0,89 |
| 5000 | 0,53 | 0,57 | 0,62 | 0,69 | 0,74 | 0,79 | 0,83 | 0,88 | 0,93 | 0,97 |
| 6000 | 0,61 | 0,66 | 0,71 | 0,78 | 0,82 | 0,87 | 0,92 | 0,97 | 1,01 | 1,06 |
| 7000 | 0,70 | 0,74 | 0,79 | 0,86 | 0,91 | 0,96 | 1,00 | 1,05 | 1,10 | 1,14 |
| 8000 | 0,78 | 0,83 | 0,88 | 0,95 | 0,99 | 1,04 | 1,09 | 1,14 | 1,18 | 1,23 |
| 9000 | 0,87 | 0,91 | 0,96 | 1,03 | 1,08 | 1,13 | 1,17 | 1,22 | 1,27 | 1,31 |
| 10000 | 0,95 | 1,00 | 1,05 | 1,12 | 1,16 | 1,21 | 1,26 | 1,31 | 1,35 | 1,40 |
| 11000 | 1,04 | 1,08 | 1,13 | 1,20 | 1,25 | 1,30 | 1,34 | 1,39 | 1,44 | 1,48 |
| 12000 | 1,12 | 1,17 | 1,22 | 1,29 | 1,33 | 1,38 | 1,43 | 1,48 | 1,52 | 1,57 |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,90 - при доводке деталей из стали марки АК-29;
1,30 - при доводке деталей из сталей марок АК-32, АК-33, АК-34, АК-35, АК-36, АК-37, АК-42;
1,2 - при доводке деталей, изогнутых полкой наружу.
Приложение № 17
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТ И СОСТАВ ЗВЕНА, ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ, ПРАВКЕ И ДОВОДКЕ ДЕТАЛЕЙ ИЗ ТАВРОВОГО ПРОФИЛЯ С ПОСТОЯННЫМ РАДИУСОМ КРИВИЗНЫ ИЗ СТАЛИ МАРОК 10ХСНД, 10Г2СД, АМГ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Установка заготовки детали в матрицу. Гибка, правка и доводка заготовки детали с проверкой по контуровочным шаблонам. Сдача работы.
2. Нормы времени на выполнение работ по гибке, правке и доводке деталей из таврового профиля с постоянным радиусом кривизны из стали марок 10ХСНД, 10Г2СД, АМг
Норма времени, приведенная в таблице 1, устанавливается на гибку профиля из стали марок 10ХСНД, 10Г2СД, АМг с пределом прочности свыше 38 кг/мм, длиной 1 м, с толщиной стенки 17 мм.
Таблица 1. Нормы времени на выполнение работ по гибке, правке и доводке деталей из таврового профиля с постоянным радиусом кривизны из стали марок 10ХСНД, 10Г2СД, АМг
| Вид работ | Высота стенки, мм | |||||||
| 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | |
| Норма времени на 1 м, ч | ||||||||
Предварительная правка на "полку" | 0,036 | 0,039 | 0,041 | 0,043 | 0,045 | 0,046 | 0,047 | 0,049 |
Предварительная правка на "стенку" | 0,04 | 0,043 | 0,045 | 0,047 | 0,050 | 0,051 | 0,052 | 0,054 |
Гибка | 0,207 | 0,226 | 0,239 | 0,250 | 0,026 | 0,268 | 0,476 | 0,289 |
Окончательная правка после гибки | 0,115 | 0,125 | 0,132 | 0,138 | 0,143 | 0,148 | 0,152 | 0,159 |
Правка после контуровки | 0,035 | 0,038 | 0,040 | 0,041 | 0,043 | 0,044 | 0,046 | 0,048 |
3. Средний разряд работы и состав звена для работ по гибке, правке и доводке деталей из таврового профиля с постоянным радиусом кривизны из стали марок 10ХСНД, 10Г2СД, АМг
Таблица 2. Средний разряд работы и состав звена для работ по гибке, правке и доводке деталей из таврового профиля с постоянным радиусом кривизны из стали марок 10ХСНД, 10Г2СД, АМг
| Длина, мм | Профиль | |||||||
| Тавр до № 10 | Тавр до № 15 | Тавр до № 35 | Тавр до № 35 и более | |||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 | Гибщик судовой 6 разряда Гибщик судовой 2 разряда | 4,41 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 | Гибщик судовой 6 разряда Гибщик судовой 4 разряда | 5,10 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, при гибке профиля из стали марок АК-16, АК-26, АК-29, применяется поправочный коэффициент 1,27.
При гибке деталей с толщиной стенки 24 мм к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,3.
Приложение № 18
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ УГЛОВОГО ПРОФИЛЯ С ПЕРЕМЕННОЙ КРИВИЗНОЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Установка заготовки детали на матрицу пресса. Гибка и доводка заготовки детали с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из углового профиля с переменной кривизной на гидравлическом прессе
Таблица 1. Нормы времени на выполнение работ по гибке деталей из углового профиля с переменной кривизной на гидравлическом прессе
| Средний диаметр конуса, мм | Длина образующей конуса, мм | Толщина детали, мм | |||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | ||
| Норма времени на одну деталь, ч | |||||||||
| 200 | 500 | 0,19 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,32 | 0,38 |
| 300 | 0,23 | 0,24 | 0,26 | 0,28 | 0,31 | 0,33 | 0,38 | 0,45 | |
| 400 | 0,27 | 0,29 | 0,31 | 0,34 | 0,36 | 0,39 | 0,46 | 0,53 | |
| 500 | 0,32 | 0,34 | 0,37 | 0,40 | 0,43 | 0,46 | 0,54 | 0,63 | |
| 600 | 0,38 | 0,41 | 0,44 | 0,47 | 0,51 | 0,55 | 0,64 | 0,74 | |
| 700 | 0,45 | 0,48 | 0,52 | 0,56 | 0,60 | 0,65 | 0,76 | 0,88 | |
| 800 | 0,53 | 0,57 | 0,61 | 0,66 | 0,72 | 0,77 | 0,90 | 1,05 | |
| 200 | 1000 | 0,26 | 0,28 | 0,30 | 0,32 | 0,35 | 0,37 | 0,44 | 0,51 |
| 300 | 0,30 | 0,33 | 0,35 | 0,38 | 0,41 | 0,44 | 0,52 | 0,60 | |
| 400 | 0,36 | 0,39 | 0,42 | 0,45 | 0,49 | 0,53 | 0,61 | 0,71 | |
| 500 | 0,43 | 0,46 | 0,50 | 0,53 | 0,58 | 0,62 | 0,72 | 0,84 | |
| 600 | 0,50 | 0,54 | 0,59 | 0,63 | 0,68 | 0,74 | 0,86 | 1,00 | |
| 700 | 0,60 | 0,65 | 0,70 | 0,75 | 0,81 | 0,87 | 1,02 | 1,19 | |
| 800 | 0,71 | 0,76 | 0,83 | 0,89 | 0,96 | 1,04 | 1,21 | 1,40 | |
| 200 | 1500 | 0,34 | 0,37 | 0,40 | 0,43 | 0,47 | 0,50 | 0,58 | 0,68 |
| 300 | 0,41 | 0,44 | 0,47 | 0,51 | 0,55 | 0,60 | 0,69 | 0,81 | |
| 400 | 0,48 | 0,52 | 0,56 | 0,61 | 0,65 | 0,71 | 0,82 | 0,96 | |
| 500 | 0,57 | 0,62 | 0,67 | 0,72 | 0,77 | 0,84 | 0,97 | 1,13 | |
| 600 | 0,68 | 0,73 | 0,79 | 0,85 | 0,92 | 0,99 | 1,15 | 1,34 | |
| 700 | 0,80 | 0,87 | 0,94 | 1,01 | 1,09 | 1,17 | 1,37 | 1,59 | |
| 800 | 0,95 | 1,03 | 1,11 | 1,20 | 1,29 | 1,39 | 1,62 | 1,89 | |
| 200 | 2000 | 0,46 | 0,50 | 0,54 | 0,58 | 0,63 | 0,67 | 0,79 | 0,91 |
| 300 | 0,55 | 0,59 | 0,64 | 0,69 | 0,74 | 0,80 | 0,93 | 1,08 | |
| 400 | 0,65 | 0,70 | 0,75 | 0,81 | 0,88 | 0,95 | 1,10 | 1,28 | |
| 500 | 0,77 | 0,83 | 0,89 | 0,96 | 1,04 | 1,12 | 1,31 | 1,52 | |
| 600 | 0,91 | 0,98 | 1,06 | 1,14 | 1,23 | 1,33 | 1,55 | 1,80 | |
| 700 | 1,08 | 1,16 | 1,26 | 1,36 | 1,46 | 1,58 | 1,84 | 2,14 | |
| 800 | 1,28 | 1,38 | 1,49 | 1,61 | 1,73 | 1,87 | 2,18 | 2,53 | |
3. Средний разряд работы и состав звена для работ по гибке деталей из углового профиля с переменной кривизной на гидравлическом прессе
Таблица 2. Средний разряд работы и состав звена для работ для работ по гибке деталей из углового профиля с переменной кривизной на гидравлическом прессе
| Длина, мм | Толщина детали, мм | |||||
| 2 - 6 | 8 - 12 | 12 и более | ||||
| Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | Состав звена | Средний разряд работы | |
| до 3500 | Гибщик судовой 3 разряда Гибщик судовой 2 разряда | 2,5 | Гибщик судовой 4 разряда Гибщик судовой 2 разряда | 3,08 | Гибщик судовой 5 разряда Гибщик судовой 2 разряда | 3,73 |
| 3500 и более | Гибщик судовой 3 разряда Гибщик судовой 3 разряда | 3,0 | Гибщик судовой 4 разряда Гибщик судовой 3 разряда | 3,5 | Гибщик судовой 5 разряда Гибщик судовой 3 разряда | 4,12 |
4. Поправочный коэффициент
К нормам времени, приведенным в пункте 2 настоящего приложения, при гибке деталей конической формы по каркасам применяется поправочный коэффициент 1,3.
Приложение № 19
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА СДАЧУ ДЕТАЛЕЙ НАРУЖНОЙ ОБШИВКИ И НАБОРА НА СООТВЕТСТВИЕ ГЕОМЕТРИИ ДЕТАЛЕЙ
1. Перечень выполняемых операций
Разметка на проверочной плите геометрии детали. Установка детали по разметке. Выравнивание, проверка, сдача геометрии детали с заполнением паспорта. Снятие детали с плиты. Сдача работы.
2. Нормы времени на выполнение работ по сдаче деталей наружной обшивки и набора на соответствие геометрии деталей цилиндрической формы (устанавливаются для партии деталей цилиндрической формы количеством до 4 штук)
| Наименование деталей | Длина детали, мм | ||||||||
| 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | |
| Норма времени на одну деталь, ч | |||||||||
Детали обечаек цилиндрической формы | 0,84 | 0,95 | 1,05 | 1,16 | 1,26 | 1,37 | 1,47 | 1,57 | 1,68 |
Детали обечаек конической формы | 1,15 | 1,30 | 1,46 | 1,62 | 1,77 | 1,94 | 2,09 | 2,25 | 2,40 |
Детали обечаек конической формы со смещенной вершиной | 1,40 | 1,60 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 |
Детали шпангоутов | 0,46 | 0,50 | 0,54 | 0,58 | 0,62 | 0,66 | 0,70 | 0,74 | 0,78 |
3. Поправочный коэффициент
При сдаче деталей цилиндрической формы партией более 4 штук к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,95.
Приложение № 20
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПОДГИБКЕ, ПОДГОНКЕ, ДОВОДКЕ ПОСЛЕ ГИБКИ И ТЕРМООБРАБОТКИ ДЕТАЛЕЙ ИЗ СИММЕТРИЧНОГО ПОЛОСОБУЛЬБОВОГО И ТАВРОВОГО ПРОФИЛЯ
1. Перечень выполняемых операций
Сверка маркировки детали с маркировкой шаблона. Подача детали к прессу краном. Правка бухтин. Проверка радиуса по шаблону, плоскости по линейке и по угольнику. Снятие детали с пресса краном. Проверка на контрольной плите. Снятие детали с контрольной плиты краном. Сдача работы.
2. Нормы времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля
Таблица 1. Нормы времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля (устанавливаются для деталей из стали марок АК-16, АК-25)
| Длина, мм | Высота, мм | ||||
| 100 | 200 | 300 | 400 | 500 | |
| Норма времени на одну деталь, ч | |||||
| 1000 | 0,33 | 0,58 | 0,82 | 1,06 | 1,31 |
| 2000 | 0,55 | 0,80 | 1,04 | 1,28 | 1,53 |
| 3000 | 0,77 | 1,02 | 1,26 | 1,50 | 1,75 |
| 4000 | 0,99 | 1,24 | 1,48 | 1,72 | 1,97 |
| 5000 | 1,21 | 1,46 | 1,70 | 1,94 | 2,18 |
| 6000 | 1,43 | 1,67 | 1,92 | 2,16 | 2,40 |
| 7000 | 1,65 | 1,89 | 2,14 | 2,38 | 2,62 |
| 8000 | 1,87 | 2,11 | 2,36 | 2,60 | 2,84 |
| 9000 | 2,09 | 2,33 | 2,58 | 2,82 | 3,06 |
| 10000 | 2,31 | 2,55 | 2,79 | 3,04 | 3,28 |
| 11000 | 2,53 | 2,77 | 3,01 | 3,26 | 3,50 |
| 12000 | 2,75 | 2,99 | 3,23 | 3,48 | 3,72 |
| 13000 | 2,97 | 3,21 | 3,45 | 3,70 | 3,94 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля длиной до 3500 мм
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Гибщик судовой | 3 | 1 | 2 | 3,5 |
| Гибщик судовой | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по подгибке, подгонке, доводке после гибки и термообработки деталей из симметричного полособульбового и таврового профиля длиной 3500 мм и более
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Гибщик судовой | 3 | 1 | 2 | 3,0 |
| Гибщик судовой | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,95 - при доводке деталей из стали АК-29;
1,30 - при доводке деталей из стали АК-32, АК-34, АК-35, АК-36, АК-37, АК-42;
1,50 - при доводке деталей из стали АК-33;
1,20 - при доводке деталей, изогнутых полкой наружу.
Приложение № 21
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ И НОРМЫ ВРЕМЕНИ НА МАЛКОВКУ ДЕТАЛЕЙ ИЗ УГЛОВОГО ПРОФИЛЯ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к прессу. Малковка, проверка заготовки детали по шаблону (малке). Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по малковке деталей из углового профиля
| Угол малковки, градус | Длина детали, мм | Номер профиля | |||||||
| 9 | 11 | 14 | 16 | 18 | 20 | 22 | 25 | ||
| Норма времени на одну деталь, ч | |||||||||
| 75 | 500 | 0,105 | 0,137 | 0,189 | 0,226 | 0,265 | 0,305 | 0,347 | 0,412 |
| 1000 | 0,178 | 0,233 | 0,322 | 0,385 | 0,451 | 0,520 | 0,590 | 0,701 | |
| 2000 | 0,303 | 0,397 | 0,548 | 0,656 | 0,768 | 0,884 | 1,005 | 1,193 | |
| 3000 | 0,414 | 0,542 | 0,749 | 0,895 | 1,048 | 1,207 | 1,372 | 1,628 | |
| 4000 | 0,516 | 0,676 | 0,934 | 1,116 | 1,307 | 1,506 | 1,711 | 2,030 | |
| 5000 | 0,613 | 0,802 | 1,108 | 1,325 | 1,552 | 1,787 | 2,030 | 2,410 | |
| 6000 | 0,705 | 0,922 | 1,274 | 1,524 | 1,785 | 2,055 | 2,335 | 2,771 | |
| 7000 | 0,793 | 1,038 | 1,434 | 1,715 | 2,009 | 2,313 | 2,628 | 3,119 | |
| 8000 | 0,879 | 1,150 | 1,589 | 1,900 | 2,225 | 2,563 | 2,912 | 3,456 | |
| 60 | 500 | 0,118 | 0,154 | 0,213 | 0,255 | 0,298 | 0,343 | 0,390 | 0,463 |
| 1000 | 0,200 | 0,262 | 0,362 | 0,433 | 0,507 | 0,584 | 0,664 | 0,788 | |
| 2000 | 0,341 | 0,446 | 0,617 | 0,737 | 0,863 | 0,994 | 1,130 | 1,341 | |
| 3000 | 0,466 | 0,609 | 0,842 | 1,007 | 1,179 | 1,357 | 1,542 | 1,830 | |
| 4000 | 0,581 | 0,760 | 1,050 | 1,255 | 1,470 | 1,693 | 1,923 | 2,283 | |
| 5000 | 0,689 | 0,902 | 1,246 | 1,490 | 1,744 | 2,009 | 2,283 | 2,709 | |
| 6000 | 0,793 | 1,037 | 1,433 | 1,713 | 2,006 | 2,311 | 2,625 | 3,116 | |
| 7000 | 0,892 | 1,167 | 1,613 | 1,929 | 2,258 | 2,601 | 2,955 | 3,507 | |
| 8000 | 0,988 | 1,293 | 1,787 | 2,137 | 2,502 | 2,881 | 3,274 | 3,886 | |
| 45 | 500 | 0,137 | 0,179 | 0,248 | 0,296 | 0,347 | 0,399 | 0,454 | 0,538 |
| 1000 | 0,233 | 0,305 | 0,421 | 0,504 | 0,590 | 0,679 | 0,772 | 0,916 | |
| 2000 | 0,397 | 0,519 | 0,717 | 0,858 | 1,004 | 1,157 | 1,314 | 1,560 | |
| 3000 | 0,542 | 0,709 | 0,979 | 1,171 | 1,371 | 1,579 | 1,794 | 2,129 | |
| 4000 | 0,675 | 0,884 | 1,221 | 1,460 | 1,709 | 1,969 | 2,237 | 2,655 | |
| 5000 | 0,801 | 1,049 | 1,449 | 1,733 | 2,029 | 2,336 | 2,655 | 3,151 | |
| 6000 | 0,922 | 1,206 | 1,666 | 1,993 | 2,333 | 2,687 | 3,053 | 3,624 | |
| 7000 | 1,038 | 1,358 | 1,875 | 2,243 | 2,626 | 3,025 | 3,437 | 4,079 | |
| 8000 | 1,149 | 1,504 | 2,078 | 2,485 | 2,910 | 3,351 | 3,808 | 4,519 | |
Приложение № 22
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ И НОРМЫ ВРЕМЕНИ НА РАЗМАЛКОВКУ ДЕТАЛЕЙ ИЗ УГЛОВОГО ПРОФИЛЯ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона, подача заготовки детали к прессу. Размалковка, проверка заготовки детали по шаблону (малке). Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по размалковке деталей из углового профиля
| Угол малковки, градус | Длина детали, мм | Номер профиля | |||||||
| 9 | 11 | 14 | 16 | 18 | 20 | 22 | 25 | ||
| Норма времени на одну деталь, ч | |||||||||
| 105 | 500 | 0,099 | 0,135 | 0,195 | 0,239 | 0,286 | 0,336 | 0,389 | 0,473 |
| 1000 | 0,172 | 0,233 | 0,338 | 0,414 | 0,496 | 0,583 | 0,674 | 0,820 | |
| 2000 | 0,298 | 0,405 | 0,586 | 0,719 | 0,861 | 1,011 | 1,170 | 1,423 | |
| 3000 | 0,411 | 0,559 | 0,809 | 0,992 | 1,188 | 1,396 | 1,615 | 1,964 | |
| 4000 | 0,517 | 0,703 | 1,017 | 1,247 | 1,493 | 1,754 | 2,030 | 2,468 | |
| 5000 | 0,617 | 0,839 | 1,214 | 1,489 | 1,783 | 2,095 | 2,424 | 2,948 | |
| 6000 | 0,714 | 0,970 | 1,403 | 1,721 | 2,061 | 2,422 | 2,802 | 3,407 | |
| 7000 | 0,807 | 1,097 | 1,586 | 1,946 | 2,330 | 2,738 | 3,167 | 3,852 | |
| 8000 | 0,897 | 1,220 | 1,764 | 2,164 | 2,591 | 3,044 | 3,522 | 4,283 | |
| 120 | 500 | 0,117 | 0,159 | 0,230 | 0,282 | 0,337 | 0,396 | 0,459 | 0,558 |
| 1000 | 0,203 | 0,276 | 0,398 | 0,489 | 0,585 | 0,688 | 0,796 | 0,968 | |
| 2000 | 0,352 | 0,478 | 0,691 | 0,848 | 1,016 | 1,193 | 1,381 | 1,679 | |
| 3000 | 0,485 | 0,660 | 0,954 | 1,171 | 1,402 | 1,647 | 1,906 | 2,317 | |
| 4000 | 0,610 | 0,829 | 1,200 | 1,472 | 1,762 | 2,070 | 2,395 | 2,913 | |
| 5000 | 0,729 | 0,991 | 1,433 | 1,757 | 2,104 | 2,472 | 2,860 | 3,478 | |
| 6000 | 0,842 | 1,145 | 1,656 | 2,031 | 2,432 | 2,858 | 3,307 | 4,021 | |
| 7000 | 0,952 | 1,294 | 1,872 | 2,296 | 2,750 | 3,231 | 3,738 | 4,545 | |
| 8000 | 1,059 | 1,439 | 2,082 | 2,553 | 3,058 | 3,592 | 4,156 | 5,054 | |
| 135 | 500 | 0,135 | 0,184 | 0,266 | 0,326 | 0,390 | 0,459 | 0,531 | 0,645 |
| 1000 | 0,235 | 0,319 | 0,461 | 0,566 | 0,677 | 0,796 | 0,921 | 1,120 | |
| 2000 | 0,407 | 0,553 | 0,800 | 0,982 | 1,175 | 1,381 | 1,598 | 1,943 | |
| 3000 | 0,562 | 0,764 | 1,104 | 1,355 | 1,622 | 1,906 | 2,205 | 2,682 | |
| 4000 | 0,706 | 0,960 | 1,388 | 1,703 | 2,039 | 2,396 | 2,772 | 3,371 | |
| 5000 | 0,843 | 1,146 | 1,658 | 2,034 | 2,435 | 2,861 | 3,310 | 4,025 | |
| 6000 | 0,975 | 1,325 | 1,916 | 2,351 | 2,815 | 3,307 | 3,827 | 4,653 | |
| 7000 | 1,102 | 1,498 | 2,166 | 2,657 | 3,182 | 3,739 | 4,325 | 5,260 | |
| 8000 | 1,225 | 1,666 | 2,409 | 2,955 | 3,538 | 4,157 | 4,810 | 5,849 | |
Приложение № 23
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ КОЛЬЦА ИЗ УГЛОВОГО ПРОФИЛЯ НА КОЛЬЦЕГИБОЧНОМ СТАНКЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к станку. Гибка и доводка с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке кольца из углового профиля на кольцегибочном станке (устанавливаются для гибки деталей полкой внутрь)
| Диаметр кольца, мм | Номер профиля | |||||||
| 5 | 6,3 | 7,5 | 9 | 12,5 | 16 | 20 | 25 | |
| Норма времени на одну деталь, ч | ||||||||
| 500 | 0,13 | 0,14 | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,18 |
| 750 | 0,18 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 | 0,24 | 0,25 |
| 1000 | 0,22 | 0,23 | 0,24 | 0,24 | 0,26 | 0,28 | 0,29 | 0,30 |
| 1500 | 0,29 | 0,30 | 0,32 | 0,33 | 0,35 | 0,37 | 0,39 | 0,41 |
| 2000 | 0,36 | 0,37 | 0,39 | 0,40 | 0,43 | 0,46 | 0,48 | 0,50 |
| 2500 | 0,42 | 0,44 | 0,46 | 0,47 | 0,51 | 0,54 | 0,56 | 0,59 |
| 3000 | 0,48 | 0,50 | 0,52 | 0,54 | 0,58 | 0,61 | 0,64 | 0,67 |
3. Поправочный коэффициент
При гибке деталей полкой наружу к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,20.
Приложение № 24
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ГИБКЕ ДЕТАЛЕЙ ИЗ НЕСИММЕТРИЧНОГО ПОЛОСОБУЛЬБОВОГО ПРОФИЛЯ С ПЕРЕМЕННОЙ КРИВИЗНОЙ НА КОЛЬЦЕГИБОЧНОМ СТАНКЕ
1. Перечень выполняемых операций
Сверка маркировки заготовки детали с маркировкой шаблона. Подача заготовки детали к станку. Гибка и доводка с проверкой по шаблону. Снятие заготовки детали. Сдача работы.
2. Нормы времени на выполнение работ по гибке деталей из несимметричного полособульбового профиля с переменной кривизной на кольцегибочном станке (устанавливаются для гибки деталей с полкой внутрь)
| Длина, заготовки, мм | Номер профиля | |||||||||
| 5 | 7 | 9 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Норма времени на одну деталь, ч | ||||||||||
| 1000 | 0,08 | 0,11 | 0,13 | 0,15 | 0,17 | 0,18 | 0,20 | 0,21 | 0,23 | 0,24 |
| 2000 | 0,12 | 0,15 | 0,18 | 0,21 | 0,24 | 0,26 | 0,28 | 0,30 | 0,32 | 0,34 |
| 3000 | 0,14 | 0,18 | 0,21 | 0,26 | 0,29 | 0,31 | 0,34 | 0,36 | 0,39 | 0,41 |
| 4000 | 0,17 | 0,21 | 0,25 | 0,30 | 0,33 | 0,36 | 0,39 | 0,42 | 0,44 | 0,47 |
| 5000 | 0,18 | 0,23 | 0,27 | 0,33 | 0,37 | 0,40 | 0,43 | 0,47 | 0,50 | 0,53 |
| 6000 | 0,20 | 0,25 | 0,30 | 0,36 | 0,40 | 0,44 | 0,47 | 0,51 | 0,54 | 0,57 |
| 7000 | 0,22 | 0,27 | 0,32 | 0,39 | 0,43 | 0,47 | 0,51 | 0,55 | 0,58 | 0,62 |
| 8000 | 0,23 | 0,29 | 0,34 | 0,42 | 0,46 | 0,50 | 0,54 | 0,58 | 0,62 | 0,66 |
| 9000 | 0,25 | 0,31 | 0,36 | 0,44 | 0,49 | 0,53 | 0,58 | 0,62 | 0,66 | 0,70 |
| 10000 | 0,26 | 0,32 | 0,38 | 0,46 | 0,51 | 0,56 | 0,61 | 0,65 | 0,69 | 0,73 |
| 11000 | 0,27 | 0,34 | 0,40 | 0,49 | 0,54 | 0,59 | 0,64 | 0,68 | 0,73 | 0,77 |
| 12000 | 0,28 | 0,35 | 0,42 | 0,51 | 0,56 | 0,61 | 0,66 | 0,71 | 0,76 | 0,80 |
3. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при гибке деталей с полкой наружу;
1,20 - при гибке из симметричного полособульбового профиля;
0,75 - при гибке с постоянной кривизной.
Приложение № 25
к типовым отраслевым нормам времени на выполнение работ по гибке листов наружной обшивки и профиля в холодном состоянии (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМЕ ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ШТАМПА
1. Перечень выполняемых операций
Подача штампа к прессу. Установка и закрепление штампа на прессе. Открепление, снятие и укладка штампа на место.
2. Нормы времени на выполнение работ по установке и снятию штампа
Таблица 1. Нормы времени на выполнение работ по установке и снятию штампа
| Наибольшая длина штампа, мм | Масса штампа, кг | Установка штампа | Снятие штампа | ||||
| Количество болтов, шт. | |||||||
| 4 | 6 | 8 | 4 | 6 | 8 | ||
| Норма времени на один штамп, ч | |||||||
| 1000 | 250 | 0,32 | 0,35 | 0,37 | 0,22 | 0,24 | 0,25 |
| 500 | 0,34 | 0,36 | 0,39 | 0,23 | 0,25 | 0,26 | |
| 1000 | 0,37 | 0,39 | 0,42 | 0,25 | 0,27 | 0,28 | |
| 1500 | 0,40 | 0,42 | 0,45 | 0,27 | 0,29 | 0,31 | |
| 2000 | 0,43 | 0,45 | 0,48 | 0,29 | 0,31 | 0,33 | |
| 1500 | 250 | 0,35 | 0,38 | 0,41 | 0,24 | 0,26 | 0,28 |
| 500 | 0,37 | 0,40 | 0,42 | 0,25 | 0,27 | 0,29 | |
| 1000 | 0,40 | 0,43 | 0,45 | 0,27 | 0,29 | 0,31 | |
| 1500 | 0,43 | 0,45 | 0,48 | 0,30 | 0,31 | 0,33 | |
| 2000 | 0,46 | 0,48 | 0,51 | 0,32 | 0,33 | 0,35 | |
| 2000 | 500 | 0,40 | 0,43 | 0,45 | 0,28 | 0,29 | 0,31 |
| 1000 | 0,43 | 0,46 | 0,48 | 0,30 | 0,32 | 0,33 | |
| 1500 | 0,46 | 0,49 | 0,51 | 0,32 | 0,34 | 0,35 | |
| 2000 | 0,49 | 0,52 | 0,54 | 0,34 | 0,36 | 0,37 | |
| 3000 | 1000 | 0,50 | 0,53 | 0,55 | 0,35 | 0,36 | 0,38 |
| 1500 | 0,53 | 0,56 | 0,58 | 0,37 | 0,38 | 0,40 | |
| 2000 | 0,56 | 0,59 | 0,61 | 0,39 | 0,40 | 0,42 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и снятию штампа
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и снятию штампа
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Гибщик судовой | 3 | 1 | 1 | 3,0 |
Приложение № 2
к приказу Минпромторга России
от 29 декабря 2025 г. № 6743
ТИПОВЫЕ ОТРАСЛЕВЫЕ НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УЗЛОВОЙ И СЕКЦИОННОЙ СБОРКЕ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Настоящие типовые отраслевые нормы времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство) (далее - типовые нормы) предназначены для технического нормирования работ по узловой и секционной сборке корпусных конструкций при строительстве кораблей, судов и плавучих конструкций в условиях единичного и мелкосерийного производства.
2. Типовые нормы содержат:
а) комплексно обоснованные нормы затрат труда, установленные для однородных работ применительно к типовым технологическим (трудовым) процессам и типовым организационно-техническим условиям их выполнения при строительстве кораблей, судов и плавучих конструкций (далее - норма времени);
б) перечни технологических операций, учтенных в нормах времени (далее - перечень выполняемых операций);
в) средние разряды работ и типовые группы исполнителей работ (далее - звено), для которых установлены нормы времени;
г) поправочные коэффициенты к нормам времени, учитывающие конструктивные особенности продукции и организационно-технические условия выполнения работ (далее - поправочные коэффициенты).
3. Разряды работ в типовых нормах установлены в соответствии с уровнями квалификации, предусмотренными профессиональным стандартом "Сборщик корпусов металлических судов", утвержденным приказом Министерства труда и социальной защиты Российской Федерации от 15 сентября 2022 г. № 557н (зарегистрирован Министерством юстиции Российской Федерации 14 октября 2022 г., регистрационный № 70505), действующим до 1 марта 2029 г.
4. Нормы времени, приведенные в типовых нормах, установлены для выполнения работ в условиях бригадной организации труда, при которой:
а) работы по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов выполняются сборщиками корпусов металлических судов или звеньями сборщиков корпусов металлических судов;
б) формирование звеньев из членов бригады, распределение и закрепление работ за звеньями осуществляется исходя из квалификации членов бригады.
5. Перечни выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени (где они применимы) приведены в приложениях № 1 - 55 к типовым нормам:
1) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по сборке тавровых узлов набора в кондуктора приведены в приложении № 1 к типовым нормам;
2) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке тавровых узлов набора на плитах, стендах приведены в приложении № 2 к типовым нормам;
3) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по сборке тавров попарно для сварки приведены в приложении № 3 к типовым нормам;
4) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по сборке продольного и поперечного набора из листов по сборочному плазу или на плите по шаблону приведены в приложении № 4 к типовым нормам;
5) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по сборке деталей коробчатой формы из углового и швеллерного профиля приведены в приложении № 5 к типовым нормам;
6) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке фундаментов из профильного материала приведены в приложении № 6 к типовым нормам;
7) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке фундаментов из листового материала приведены в приложении № 7 к типовым нормам;
8) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке обделочных поясков по контурам вырезов приведены в приложении № 8 к типовым нормам;
9) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке цилиндрических цистерн, обечаек, труб и конструкций из листов приведены в приложении № 9 к типовым нормам;
10) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке обечаек с фланцами приведены в приложении № 10 к типовым нормам;
11) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке ферм и мачт из прутков и труб на плитах приведены в приложении № 11 к типовым нормам;
12) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке полотнища из листов приведены в приложении № 12 к типовым нормам;
13) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по сборке полотнища из прессованных панелей приведены в приложении № 13 к типовым нормам;
14) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке полотнища на постели приведены в приложении № 14 к типовым нормам;
15) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке набора полособульбового и углового профиля на полотнище или постели приведены в приложении № 15 к типовым нормам;
16) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке набора таврового профиля на полотнище или постель приведены в приложении № 16 к типовым нормам;
17) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке деталей и узлов набора (флор, стрингеров, килей) на полотнище приведены в приложении № 17 к типовым нормам;
18) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по стыкованию и примыканию концов набора приведены в приложении № 18 к типовым нормам;
19) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке пиллерса приведены в приложении № 19 к типовым нормам;
20) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке шпангоутной рамы, полурамы на полотнище секций без погиби приведены в приложении № 20 к типовым нормам;
21) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке объемной секции корпуса и надстройки из плоскостных секций без припусков приведены в приложении № 21 к типовым нормам;
22) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по сборке блок-секции из объемных секций приведены в приложении № 22 к типовым нормам;
23) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций с набором приведены в приложении № 23 к типовым нормам;
24) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке каналов и шахт вентиляции из узлов и деталей в объемных секциях приведены в приложении № 24 к типовым нормам;
25) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке листа на выставленный набор приведены в приложении № 25 к типовым нормам;
26) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке книц, бракет и аналогичных деталей приведены в приложении № 26 к типовым нормам;
27) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке заделок по набору приведены в приложении № 27 к типовым нормам;
28) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке вварных и забойных листов приведены в приложении № 28 к типовым нормам;
29) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке съемных листов приведены в приложении № 29 к типовым нормам;
30) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке накладных листов приведены в приложении № 30 к типовым нормам;
31) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке и выравниванию конструкций в горизонтальное положение приведены в приложении № 31 к типовым нормам;
32) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по проверке объемных секций и блоков приведены в приложении № 32 к типовым нормам;
33) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке приварышей и наклепышей приведены в приложении № 33 к типовым нормам;
34) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке стаканов и кабельных коробок приведены в приложении № 34 к типовым нормам;
35) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке бонок и шпилек приведены в приложении № 35 к типовым нормам;
36) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке комингсов горловин приведены в приложении № 36 к типовым нормам;
37) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок) приведены в приложении № 37 к типовым нормам;
38) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке фундаментов приведены в приложении № 38 к типовым нормам;
39) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по креплению и обжатию болтами конструкций приведены в приложении № 39 к типовым нормам;
40) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по клепке конструкций холодным способом вручную приведены в приложении № 40 к типовым нормам;
41) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке и удалению рыбин (технологических жесткостей) приведены в приложении № 41 к типовым нормам;
42) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке и удалению рымов и обухов приведены в приложении № 42 к типовым нормам;
43) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей приведены в приложении № 43 к типовым нормам;
44) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по удалению припусков пневмодисковой пилой приведены в приложении № 44 к типовым нормам;
45) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разделке фасок борфрезами приведены в приложении № 45 к типовым нормам;
46) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сборке мачт из труб на постелях или в кондукторах приведены в приложении № 46 к типовым нормам;
47) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по скруглению кромок приведены в приложении № 47 к типовым нормам;
48) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по нагреву соединяемых кромок приведены в приложении № 48 к типовым нормам;
49) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разметке мест установки продольного и поперечного набора приведены в приложении № 49 к типовым нормам;
50) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по причерчиванию контуровки кромок деталей, узлов и секций приведены в приложении № 50 к типовым нормам;
51) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разметке контуров вырезов приведены в приложении № 51 к типовым нормам;
52) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по сборке универсальных (разборных) постелей и кондукторов из лекал приведены в приложении № 52 к типовым нормам;
53) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке и проверке специализированных постелей приведены в приложении № 53 к типовым нормам;
54) перечень выполняемых операций, нормы времени на правку корпусных конструкций после сварки, средний разряд работы и состав звена к нормам времени на выполнение работ по правке корпусных конструкций после сварки приведены в приложении № 54 к типовым нормам;
55) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по аргонодуговой прихватке при сборке конструкций приведены в приложении № 55 к типовым нормам.
6. Нормами времени не учтены затраты времени на работы, выполняемые в организации централизованно (вспомогательные работы), по:
а) изготовлению типовых технологических деталей крепления и приспособлений;
б) доставке к рабочему месту деталей, узлов, секций;
в) наладке и ремонту технологического оборудования и оснастки;
г) кантовке, перестановке и уборке крупногабаритных, тяжеловесных деталей, узлов;
д) снабжению рабочих мест различными видами энергии;
е) обеспечению рабочих мест временным освещением (кроме низковольтного 12 В), отоплением и вентиляцией.
7. Нормами времени, приведенными в типовых нормах, учтено:
а) оперативное время;
б) время организационно-технического обслуживания рабочего места;
в) время на отдых и личные надобности;
г) подготовительно-заключительное время.
8. Оперативное время включает:
а) время на выполнение основных технологических операций, указанных в перечнях выполняемых операций (далее - основное время);
б) время на выполнение вспомогательных операций, неразрывно связанных с основными (далее - вспомогательное время);
в) время на проведение гидропроцедур при работе с виброопасным инструментом.
9. Распределение оперативного времени на основное и вспомогательное в типовых нормах не устанавливается.
10. Время организационно-технического обслуживания рабочего места по данным фотохронометражных наблюдений составляет 5 процентов от оперативного времени и включает затраты времени на:
а) обеспечение рабочего места инструментом и приспособлениями в течение смены;
б) подключение и отключение механизированного инструмента;
в) регулирование, наладку и смазку оборудования в процессе работы;
г) обеспечение безопасных условий труда на рабочем месте;
д) уборку рабочего места в течение смены.
11. Время на отдых и личные надобности по данным фотохронометражных наблюдений составляет 7 процентов от оперативного времени.
12. Подготовительно-заключительное время по данным фотохронометражных наблюдений составляет 5 процентов от оперативного времени и включает затраты времени на:
а) получение и сдачу задания на выполнение работ, технологической документации и чертежей, инструмента, приспособлений и оснастки;
б) ознакомление с заданием на выполнение работ, технологической документацией и чертежами;
в) раскладку инструмента в начале смены и его уборку в конце смены;
г) получение инструктажа мастера в процессе работы;
д) уборку рабочего места в конце смены.
13. В нормы времени, приведенные в типовых нормах, включены и не подлежат дополнительному нормированию затраты времени на:
а) операции, указанные в перечнях выполняемых операций;
б) проверку комплектности полученных деталей и узлов;
в) проверку на деталях наличия клейм окончательной приемки всех операций обработки и соответствия их чертежу;
г) раскладку для сборки, установку и кантовку деталей и узлов (совместно с такелажниками);
д) возобновление разметки после зачистки;
е) прочерчивание кромок деталей, узлов и секций;
ж) проверку установки деталей, узлов при сборке секций и блок-секций;
з) обезжиривание, механическую зачистку кромок и мест установки деталей и узлов под сварку (учтено в нормах времени в размере 8 процентов от времени на сборочные работы);
и) правку в процессе сборки узлов и секций;
к) маркировку узлов и секций;
л) участие сборщика в операции электроприхватки или проведении электроприхватки сборщиком при сборке узлов и секций;
м) изготовление, установку и снятие всех необходимых технологических приспособлений, предусмотренных технологическим процессом для сборки, зачистку мест их удаления (учтено в нормах времени в размере 10 процентов от времени на сборочные работы);
н) удаление припусков при подгонке и установке деталей и узлов в конструкциях (до 20 процентов от длины всех припусков), учтено в нормах времени в размере 10 процентов от времени на сборочные работы;
о) маркировку узлов и секций;
п) сдачу узлов, секций под сварку и под технический контроль;
р) технологические переходы в процессе работы, являющиеся неотъемлемой частью операций при узловой и секционной сборке корпусных конструкций, но не указанные в технологическом процессе;
с) соблюдение требований безопасности труда на рабочем месте.
14. Норма времени на дополнительную зачистку и обезжиривание кромок и мест установки деталей и узлов под сварку, выполняемые по решению технологической службы организации, рассчитывается по приложению № 43 к типовым нормам и суммируется с нормой времени на выполнение сборочных работ.
15. Нормы времени, приведенные в типовых нормах, не учитывают затраты времени на:
а) правку узлов и секций после сварки с устранением остаточных деформаций;
б) уборку снега, льда и воды с конструкций;
в) работы по разделке кромок под сварку и по удалению более 20 процентов припусков;
г) установку и удаление рыбин для предупреждения или уменьшения общих сварочных деформаций, возникающих при сборке и сварке корпусных конструкций.
16. Нормы времени, приведенные в типовых нормах, устанавливаются для выполнения работ в условиях цеха (в закрытых отапливаемых помещениях).
При работе на открытых сборочных площадках к нормам времени применяется поправочный коэффициент 1,10, учитывающий затраты времени на дополнительные работы, вызванные атмосферными осадками (зачистку и просушку стыкуемых и примыкаемых кромок, возобновление разметки).
17. Нормы времени, приведенные в типовых нормах, устанавливаются для выполнения работ в нижнем расположении деталей (работы выполняются на плоскостях, находящихся под углом не более 19 градусов по отношению к горизонтальной плоскости) на плоской поверхности, за исключением отдельных работ, где иное оговорено специально.
При выполнении работ в других пространственных положениях и на поверхности с погибами к нормам времени применяются поправочные коэффициенты:
1,20 - в вертикальном расположении деталей (работы выполняются на плоскостях, находящихся под углом 20 - 160 градусов по отношению к горизонтальной плоскости);
1,30 - на сферических поверхностях;
1,40 - в потолочном расположении деталей (работы выполняются на плоскостях, находящихся под углом 180 ± 19 градусов по отношению к горизонтальной плоскости);
1,20 - на поверхности с погибью в одном направлении;
1,40 - на поверхности с погибью в двух направлениях;
1,10 - на конических поверхностях.
При выполнении работ в других условиях применяются поправочные коэффициенты:
1,20 - при установке деталей, конструкций под малку или с изломом;
1,30 - при установке деталей под переменную малку;
1,05 - с закреплением стыков (пазов) гребенками (без изготовления);
1,20 - при установке деталей в тесных местах (под настилом второго дна высотой до 1,5 м, в бортовых объемных секциях, в оконечностях, в цистернах);
1,20 - при выполнении работ с лесов или подмостей.
18. Поправочные коэффициенты на установку заделок по набору, деталей насыщения, книц, бракет партий в одном районе или одной позиции приведены в таблице 1 типовых норм.
Таблица 1. Поправочные коэффициенты к нормам времени, учитывающие количество деталей в партиях
| Количество деталей в партиях, шт. | ||||
| 1 - 2 | 3 - 5 | 6 - 10 | 11 - 20 | 21 - 30 |
| Коэффициент | ||||
| 1,30 | 1,15 | 1,00 | 0,85 | 0,75 |
19. При выполнении работ по соединению кромок деталей, узлов и конструкций разных толщин норма времени определяется по большей толщине, а при выполнении работ с деталями, длина которых менее 1,0 м, норма времени определяется равной норме времени, установленной для деталей длиной 1,0 м.
20. При постройке серии судов одного проекта в зависимости от их размера, порядкового номера судна в серии и годового выпуска серийных судов к нормам времени применяются поправочные коэффициенты, приведенные в таблицах 2 и 3.
Таблица 2. Поправочные коэффициенты к нормам времени, учитывающие размер и порядковый номер судна в серии одного проекта
| Порядковый номер судна одного проекта (серийность), шт. | Длина судна, м | ||
| 201 и более | от 81 до 200 | от 25 до 80 | |
| Коэффициент | |||
Первое (головное) | 1,20 | ||
Второе | 1,10 | ||
Третье | 1,00 | ||
Коэффициенты, приведенные в таблице 2, устанавливаются администрацией организации в случае использования в проекте судна ранее не применявшихся конструктивных решений или применения новых технологий выполнения работ.
Таблица 3. Поправочные коэффициенты к нормам времени, учитывающие размер и годовой выпуск серийно освоенных судов
| Годовой выпуск серийно освоенных судов, шт. | Длина судна, м | ||
| 201 и более | от 81 до 200 | от 25 до 80 | |
| Коэффициент | |||
| 1 | 0,95 | 0,90 | 0,90 |
| 2 - 5 | 0,90 | ||
| 6 - 10 | - | 0,80 | |
| 11 - 15 | - | 0,80 | |
| 16 - 25 | - | 0,75 | |
| 26 - 50 | - | - | 0,75 |
21. Применение к нормам времени повышающих поправочных коэффициентов, не приведенных в типовых нормах, не допускается.
В случае применения к норме времени нескольких поправочных коэффициентов их значения перемножаются.
Приложение № 1
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ТАВРОВЫХ УЗЛОВ НАБОРА В КОНДУКТОРАХ
1. Перечень выполняемых операций
Укладка поясков тавровых узлов и листов стенок тавровых узлов в кондуктор, обжим до полного прилегания, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке тавровых узлов набора в кондукторах
Таблица 1. Нормы времени на выполнение работ по сборке тавровых узлов набора в кондукторах (устанавливаются для узлов с шириной поясков до 0,2 м)
| Высота листа стенок, м | Виды тавровых узлов | |||||||
| Прямолинейный | Криволинейный | |||||||
| Толщина листа стенки, мм | ||||||||
| 5 | 10 | 15 | 20 | 5 | 10 | 15 | 20 | |
| Норма времени на 1 м соединения, ч | ||||||||
| 0,2 | 0,14 | 0,12 | 0,14 | 0,16 | 0,17 | 0,15 | 0,17 | 0,21 |
| 0,4 | 0,18 | 0,15 | 0,18 | 0,20 | 0,23 | 0,20 | 0,23 | 0,26 |
| 0,6 | 0,21 | 0,18 | 0,22 | 0,24 | 0,28 | 0,23 | 0,28 | 0,31 |
| 0,8 | 0,24 | 0,22 | 0,25 | 0,29 | 0,34 | 0,28 | 0,32 | 0,37 |
| 1,0 | 0,27 | 0,25 | 0,29 | 0,33 | 0,38 | 0,32 | 0,37 | 0,43 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке тавровых узлов набора в кондукторах
Таблица 2. Средний разряд работы и состав исполнителей на сборку прямолинейных тавровых узлов набора в кондукторах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на сборку криволинейных тавровых узлов набора в кондукторах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочный коэффициент
При ширине поясков более 0,2 м к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,10.
Приложение № 2
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ТАВРОВЫХ УЗЛОВ НАБОРА НА ПЛИТАХ, СТЕНДАХ
1. Перечень выполняемых операций
Раскладка деталей таврового узла на плите (стенде), разметка места установки стенки таврового узла на поясок таврового узла. Установка стенки таврового узла на поясок таврового узла по разметке, обжим, проверка перпендикулярности стенки таврового узла и пояска таврового узла, подгонка и обжим стенки к пояску таврового узла и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке тавровых узлов набора на плитах, стендах
Таблица 1. Нормы времени на выполнение работ по сборке тавровых узлов набора на плитах, стендах (устанавливаются для тавровых узлов со стрелками погибов до 150 мм на 1 м длины и с шириной поясков не более 0,2 м)
| Высот листа стенки, м | Виды тавровых узлов | |||||||||||
| Прямолинейный | Криволинейный | |||||||||||
| Толщина листа стенки, мм | ||||||||||||
| 5 | 10 | 15 | 20 | 25 | 30 | 5 | 10 | 15 | 20 | 25 | 30 | |
| Норма времени на 1 м соединения, ч | ||||||||||||
| 0,2 | 0,19 | 0,16 | 0,19 | 0,22 | 0,24 | 0,27 | 0,23 | 0,19 | 0,23 | 0,26 | 0,29 | 0,32 |
| 0,4 | 0,22 | 0,19 | 0,22 | 0,25 | 0,28 | 0,32 | 0,26 | 0,23 | 0,26 | 0,30 | 0,34 | 0,38 |
| 0,6 | 0,25 | 0,22 | 0,25 | 0,28 | 0,32 | 0,36 | 0,30 | 0,26 | 0,30 | 0,34 | 0,39 | 0,43 |
| 0,8 | 0,28 | 0,25 | 0,28 | 0,32 | 0,36 | 0,40 | 0,34 | 0,29 | 0,34 | 0,39 | 0,43 | 0,48 |
| 1,0 | 0,32 | 0,28 | 0,32 | 0,36 | 0,40 | 0,45 | 0,38 | 0,32 | 0,38 | 0,43 | 0,48 | 0,54 |
| 1,5 | 0,36 | 0,32 | 0,36 | 0,40 | 0,44 | 0,49 | 0,42 | 0,36 | 0,42 | 0,49 | 0,56 | 0,64 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке тавровых узлов набора на плитах, стендах
Таблица 2. Средний разряд работы и состав исполнителей к нормам времени на выполнение работ по сборке прямолинейных тавровых узлов набора на плитах, стендах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей к нормам времени на выполнение работ по сборке криволинейных тавровых узлов набора на плитах, стендах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при сборке криволинейных тавровых узлов набора со стрелками погибов более 150 мм (к графе "Криволинейный");
1,10 - при сборке несимметричных тавровых узлов или Г-образных тавровых узлов;
1,10 - при сборке тавровых узлов с шириной поясков от 200 до 400 мм;
1,15 - при сборке тавровых узлов с шириной поясков от 400 до 600 мм;
1,50 - при сборке тавровых узлов с переходными погибами;
1,50 - при сборке двутавровых узлов (на установку вторых поясков);
0,70 - при сборке тавровых узлов в приспособлениях.
Приложение № 3
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ТАВРОВ ПОПАРНО ДЛЯ СВАРКИ
1. Перечень выполняемых операций
Укладка на плите тавров на прокладки. Соединение стенок или поясков тавров и крепление на электроприхватки. Разъединение тавров после сварки, зачистка мест приварки. Сдача работы.
2. Нормы времени на выполнение работ по сборке тавров попарно для сварки
Таблица 1. Нормы времени на выполнение работ по сборке тавров попарно для сварки
| Виды соединений тавров | |||||
| Нахлесточное соединение вертикальных стенок | Поясками по плоскости | ||||
| Высота тавра, мм | Норма времени на 1 м пояска, ч | ||||
| 200 | 400 | 600 | 800 | 1000 | |
| Норма времени на 1 м соединения тавров, ч | |||||
| 0,07 | 0,09 | 0,11 | 0,13 | 0,14 | 0,23 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке тавров попарно для сварки
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке тавров попарно для сварки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 4
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО НАБОРА ИЗ ЛИСТОВ ПО СБОРОЧНОМУ ПЛАЗУ ИЛИ НА ПЛИТЕ ПО ШАБЛОНУ
1. Перечень выполняемых операций
Укладка деталей набора на сборочный плаз или плиту. Подгонка стыкуемых кромок листов, проверка контура набора по шаблону или рабочему плазу, разметка рисками. Обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке продольного и поперечного набора из листов по сборочному плазу или на плите по шаблону
Таблица 1. Нормы времени на выполнение работ по сборке продольного и поперечного набора из листов по сборочному плазу или на плите по шаблону
| Толщины листов, мм | Полупериметры деталей, м | |||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | |
| Норма времени на 1 м соединения, ч | ||||||||
| 5 | 0,65 | 0,76 | 0,87 | 0,98 | 1,09 | 1,20 | 1,31 | 1,43 |
| 10 | 0,55 | 0,65 | 0,75 | 0,84 | 0,94 | 1,04 | 1,12 | 1,22 |
| 15 | 0,65 | 0,76 | 0,87 | 0,98 | 1,09 | 1,20 | 1,31 | 1,43 |
| 20 | 0,74 | 0,87 | 0,99 | 1,12 | 1,25 | 1,38 | 1,50 | 1,63 |
| 25 | 0,83 | 0,97 | 1,11 | 1,26 | 1,40 | 1,55 | 1,68 | 1,84 |
| 30 | 0,92 | 1,08 | 1,24 | 1,40 | 1,56 | 1,71 | 1,87 | 2,04 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке продольного и поперечного набора из листов по сборочному плазу или на плите по шаблону
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке продольного и поперечного набора из листов по сборочному плазу или на плите по шаблону
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 5
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ ИЗ УГЛОВОГО И ШВЕЛЛЕРНОГО ПРОФИЛЯ
1. Перечень выполняемых операций
Укладка деталей на плите, стыковка по длине полок углового или швеллерного профиля, обжим, крепление на электроприхватки. Поворот в процессе сборки. Сдача работы.
2. Нормы времени на выполнение работ по сборке деталей коробчатой формы из углового и швеллерного профиля
Таблица 1. Нормы времени на выполнение работ по сборке деталей коробчатой формы из углового и швеллерного профиля
| Наименования профиля | Высота стенки профиля, мм | |||
| 50 | 100 | 150 | 200 | |
| Норма времени на 1 м узла, ч | ||||
| Угловой равнобокий | 0,12 | 0,14 | 0,16 | 0,18 |
| Швеллерный | 0,09 | 0,11 | 0,13 | 0,14 |
Норма времени на выполнение работ по установке одной накладки устанавливается в размере:
0,03 ч - на выполнение работ по установке одной накладки из уголков;
0,04 ч - на выполнение работ по установке одной накладки из листа.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке деталей коробчатой формы из углового и швеллерного профиля
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке деталей коробчатой формы из углового и швеллерного профиля
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 6
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ФУНДАМЕНТОВ ИЗ ПРОФИЛЬНОГО МАТЕРИАЛА
1. Перечень выполняемых операций
Раскладка деталей фундамента, разметка мест соединений деталей фундамента. Установка деталей фундамента по разметке, подгонка между собой, удаление припуска, проверка, обжим до полного прилегания, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке фундаментов из профильного материала
Таблица 1. Нормы времени на выполнение работ по сборке фундаментов из профильного материала (устанавливаются на сборку фундаментов под вспомогательные механизмы и оборудование)
| Наименования профилей | Установка деталей | Соединение деталей | |||||
| Полособульбовый | Угловой | Длина деталей, м | |||||
| Равнобокий | Неравнобокий | 0,5 | 1,0 | 2,0 | 3,0 и более | ||
| Норма времени на 1 стык, ч | |||||||
| Высота стенки профиля, мм | Норма времени на одну деталь, ч | ||||||
| 50 | 40 | 45/28 | 0,08 | 0,09 | 0,11 | 0,14 | 0,17 |
| 80 | 50 | 63/40 | 0,09 | 0,11 | 0,14 | 0,17 | 0,18 |
| 100 | 70 | 75/50 | 0,11 | 0,12 | 0,15 | 0,19 | 0,19 |
| 140 | 90 | 100/63 | 0,13 | 0,15 | 0,19 | 0,23 | 0,22 |
| 200 | 140 | 160/100 | 0,17 | 0,19 | 0,24 | 0,39 | 0,23 |
| 270 | 180 | 200/125 | 0,20 | 0,24 | 0,30 | 0,36 | 0,26 |
Норма времени на выполнение работ по установке одного платика устанавливается в размере 0,16 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке фундаментов из профильного материала
Таблица 2. Средний разряд работы и состав исполнителей на сборку фундаментов из профильного материала под главные механизмы, котлы, подшипники валопроводов и крупногабаритных под вспомогательные механизмы
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на сборку фундаментов из профильного материала под оборудование и фундаментов из профильного материала малогабаритных под вспомогательные механизмы
| Наименование профессии | Разряд | Количество исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2, 3 | 2 | 2,5 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при сборке фундаментов в приспособлениях;
0,70 - при нахлесточном соединении деталей фундамента;
1,20 - при сборке фундаментов под главные механизмы;
1,50 - при сборке фундаментов из двутаврового профиля;
1,10 - при сборке фундаментов из таврового или швеллерного профиля (к графе "Полособульбовый");
1,10 - при сборке фундаментов из углобульбового профиля (к графе "Угловой");
0,70 - при сборке фундаментов без припусков;
1,15 - при сборке фундаментов с проверкой и разметкой под механическую обработку после сварки.
Приложение № 7
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ФУНДАМЕНТОВ ИЗ ЛИСТОВОГО МАТЕРИАЛА
1. Перечень выполняемых операций
Раскладка деталей фундамента, разметка мест притыкания деталей фундамента. Установка деталей фундамента по разметке, проверка, подгонка между собой. Обжим притыкаемых кромок и крепление деталей фундамента на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке фундаментов из листового материала
Таблица 1. Нормы времени на выполнение работ по сборке фундаментов из листового материала (устанавливаются для фундаментов под вспомогательные механизмы и оборудование)
| Толщины листов, мм | Установка деталей | Соединение кромок | |||||
| Полупериметры деталей, м | |||||||
| 0,5 | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | Норма времени на 1 м соединения, ч | |
| Норма времени на одну деталь, ч | |||||||
| 5 | 0,09 | 0,11 | 0,15 | 0,20 | 0,24 | 0,29 | 0,37 |
| 10 | 0,10 | 0,14 | 0,19 | 0,23 | 0,29 | 0,34 | 0,50 |
| 15 | 0,12 | 0,15 | 0,22 | 0,28 | 0,33 | 0,41 | 0,64 |
| 20 | 0,14 | 0,17 | 0,24 | 0,32 | 0,39 | 0,46 | 0,78 |
| 25 | 0,15 | 0,20 | 0,27 | 0,35 | 0,43 | 0,51 | 0,92 |
| 30 | 0,17 | 0,22 | 0,31 | 0,39 | 0,48 | 0,57 | 1,05 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке фундаментов из листового материала
Таблица 2. Средний разряд работы и состав исполнителей к нормам времени на выполнение работ по сборке фундаментов из листового материала под главные механизмы, котлы, подшипники валопроводов и крупногабаритных под вспомогательные механизмы
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей к нормам времени на выполнение работ по сборке фундаментов из листового материала под оборудование, малогабаритных под вспомогательные механизмы
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при сборке фундаментов в приспособлениях;
0,70 - при нахлесточном соединении деталей фундамента;
0,80 - при длинах соединений кромок до 0,5 м;
1,15 - при сборке фундаментов с проверкой и разметкой под механическую обработку после сварки;
1,20 - при сборке фундаментов под главные механизмы.
Приложение № 8
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ОБДЕЛОЧНЫХ ПОЯСКОВ ПО КОНТУРАМ ВЫРЕЗОВ
1. Перечень выполняемых операций
Раскладка деталей обделочного пояска по контуру выреза, проверка и разметка. Установка обделочного пояска с подгонкой по месту, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке обделочных поясков
Таблица 1. Нормы времени на выполнение работ по установке обделочных поясков (устанавливаются для обделочных поясков из двух частей при длине соединения 1 м и более)
| Типы вырезов | Ширина поясков, м | Толщина поясков, мм | |||||
| 5 | 10 | 15 | 20 | 25 | 30 | ||
| Норма времени на 1 м соединения, ч | |||||||
| Круглый и эллиптический | 0,10 | 0,29 | 0,32 | 0,37 | 0,42 | 0,48 | 0,53 |
| 0,20 | 0,33 | 0,36 | 0,43 | 0,48 | 0,55 | 0,60 | |
| 0,30 | 0,37 | 0,41 | 0,48 | 0,55 | 0,62 | 0,68 | |
| Прямоугольный | 0,10 | 0,23 | 0,25 | 0,29 | 0,34 | 0,38 | 0,42 |
| 0,20 | 0,27 | 0,30 | 0,34 | 0,38 | 0,43 | 0,48 | |
| 0,30 | 0,31 | 0,33 | 0,38 | 0,43 | 0,49 | 0,55 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке обделочных поясков по контурам вырезов
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке обделочных поясков по контурам вырезов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при установке обделочных поясков из одной части;
1,10 - при установке обделочных поясков из трех частей;
1,20 - при установке обделочных поясков из четырех частей;
1,20 - при установке обделочных поясков из труб шириной до 0,1 м;
0,80 - при установке обделочных поясков из прутка шириной до 0,1 м;
1,10 - при установке обделочных поясков на формируемых блок-секциях.
Приложение № 9
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ЦИЛИНДРИЧЕСКИХ ЦИСТЕРН, ОБЕЧАЕК, ТРУБ И КОНСТРУКЦИЙ ИЗ ЛИСТОВ
1. Перечень выполняемых операций
Установка на плиту деталей обечаек (цистерн), проверка и причерчивание. Окончательная установка деталей обечаек после удаления припуска, стыковка между собой с проверкой осевой линии и диаметров. Крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке цилиндрических цистерн, обечаек, труб и конструкций из листов
Таблица 1. Нормы времени на выполнение работ по сборке цилиндрических цистерн, обечаек, труб и конструкций из листов
| Вид конструкции | Толщина листа, мм | |||||
| 5 | 10 | 15 | 20 | 25 | 30 | |
| Норма времени на 1 м соединения, ч | ||||||
| Цилиндрический | 0,54 | 0,63 | 0,72 | 0,81 | 0,90 | 0,99 |
| Конический | 0,70 | 0,82 | 0,94 | 1,05 | 1,17 | 1,29 |
Нормы времени, приведенные в таблице 1 настоящего приложения, устанавливаются для работ по сборке цилиндрических цистерн, обечаек, труб и конструкций диаметром более 1 м из одного листа (полотнища) в горизонтальном положении.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке цилиндрических цистерн, обечаек, труб и конструкций из листов
Таблица 2. Средний разряд работы и состав исполнителей на сборку простых прямостенных конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
Таблица 3. Средний разряд работы и состав исполнителей на сборку конструкций с криволинейными обводами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
Таблица 4. Средний разряд работы и состав исполнителей на сборку конструкций со сложной кривизной поверхности
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 1 | 5,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при сборке конструкций из двух листов в вертикальном положении;
1,30 - при сборке конструкций из трех и более листов в вертикальном положении;
1,20 - при сборке конструкций диаметром до 1 м;
0,70 - при сборке конструкций без припусков;
1,50 - при сборке конструкций с расцентровкой обечаек, установкой фальш-колец и раскреплением их с учетом технологического развала;
1,30 - при сборке конструкций из конструкций (узлов) с набором.
Приложение № 10
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ОБЕЧАЕК С ФЛАНЦАМИ
1. Перечень выполняемых операций
Укладка фланца на стенд (плиту). Разметка мест примыкания обечайки. Установка обечайки на фланец, подгонка, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке обечаек с фланцами
Таблица 1. Нормы времени на выполнение работ по сборке обечаек с фланцами
| Толщины обечайки, мм | Высота обечайки, м | ||||
| 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | |
| Норма времени на 1 м соединения, ч | |||||
| 4 | 0,17 | 0,21 | 0,23 | 0,28 | 0,34 |
| 6 | 0,20 | 0,23 | 0,26 | 0,31 | 0,37 |
| 8 | 0,22 | 0,26 | 0,29 | 0,34 | 0,40 |
| 10 | 0,24 | 0,29 | 0,32 | 0,37 | 0,43 |
Нормы времени, приведенные в таблице 1, устанавливаются для работ по сборке цилиндрических обечаек с одним фланцем.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке обечаек с фланцами
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке обечаек с фланцами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,50 - на сборку эллиптических обечаек с фланцами;
1,20 - на сборку конусных обечаек с фланцами, с фланцами внутри обечайки, с фланцами при установке второго фланца с другой стороны обечайки.
Приложение № 11
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ФЕРМ И МАЧТ ИЗ ПРУТКОВ И ТРУБ НА ПЛИТАХ
1. Перечень выполняемых операций
Разметка мест установки деталей ферм и мачт, установка деталей ферм и мачт, выравнивание по осевым линиям, причерчивание, удаление припуска, окончательная установка деталей ферм и мачт, проверка, обжим, стыковка, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке ферм и мачт из прутков и труб на плитах
Таблица 1. Нормы времени на выполнение работ по сборке ферм и мачт из прутков и труб на плитах
| Диаметр прутков, труб, мм | Установка деталей | Примыкание деталей | ||||||||
| Длина прутка, трубы, м | Под углом 90 градусов | Под разными углами | ||||||||
| 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | |||
| Норма времени на одну деталь, ч | Норма времени на один стык, ч | |||||||||
| Сборка из прутков | ||||||||||
| 8 | 0,33 | 0,46 | 0,56 | 0,66 | 0,73 | 0,80 | 0,85 | 0,89 | 0,37 | 0,48 |
| 12 | 0,35 | 0,48 | 0,59 | 0,68 | 0,76 | 0,84 | 0,88 | 0,93 | 0,39 | 0,50 |
| 16 | 0,36 | 0,50 | 0,60 | 0,71 | 0,79 | 0,87 | 0,92 | 0,96 | 0,41 | 0,54 |
| 20 | 0,38 | 0,51 | 0,63 | 0,74 | 0,82 | 0,90 | 0,95 | 1,00 | 0,43 | 0,56 |
| 25 | 0,40 | 0,54 | 0,66 | 0,77 | 0,86 | 0,95 | 1,00 | 1,04 | 0,46 | 0,59 |
| Сборка из труб | ||||||||||
| 20 | 0,35 | 0,48 | 0,59 | 0,68 | 0,76 | 0,84 | 0,88 | 0,93 | 0,40 | 0,51 |
| 40 | 0,41 | 0,57 | 0,69 | 0,80 | 0,85 | 0,99 | 1,04 | 1,11 | 0,50 | 0,65 |
| 60 | 0,46 | 0,63 | 0,77 | 0,90 | 1,01 | 1,11 | 1,17 | 1,23 | 0,57 | 0,75 |
| 70 | 0,51 | 0,69 | 0,86 | 0,99 | 1,11 | 1,22 | 1,29 | 1,36 | 0,65 | 0,85 |
| 80 | 0,54 | 0,74 | 0,91 | 1,05 | 1,17 | 1,30 | 1,37 | 1,44 | 0,69 | 0,87 |
| 90 | 0,58 | 0,78 | 0,96 | 1,12 | 1,24 | 1,38 | 1,45 | 1,53 | 0,75 | 0,90 |
| 100 | 0,61 | 0,83 | 1,02 | 1,18 | 1,31 | 1,46 | 1,54 | 1,62 | 0,79 | 0,94 |
| 125 | 0,69 | 0,95 | 1,15 | 1,34 | 1,49 | 1,65 | 1,74 | 1,84 | 0,82 | 0,98 |
| 150 | 0,77 | 1,05 | 1,29 | 1,49 | 1,67 | 1,85 | 1,94 | 2,05 | 0,86 | 1,03 |
| 175 | 0,86 | 1,16 | 1,42 | 1,66 | 1,85 | 2,03 | 2,15 | 2,27 | 0,90 | 1,04 |
| 200 | 0,94 | 1,27 | 1,56 | 1,81 | 2,02 | 2,23 | 2,36 | 2,48 | 0,95 | 1,06 |
| 225 | 1,02 | 1,39 | 1,69 | 1,93 | 2,20 | 2,43 | 2,57 | 2,70 | 0,99 | 1,10 |
| 250 | 1,10 | 1,49 | 1,83 | 2,12 | 2,37 | 2,62 | 2,77 | 2,92 | 1,03 | 1,13 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке ферм и мачт из прутков и труб на плитах
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке ферм и мачт из прутков и труб на плитах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при сборке ферм и мачт без припусков;
0,70 - при стыковании ферм и мачт (в торец);
1,20 - при сборке ферм и мачт из конусных труб.
Приложение № 12
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ПОЛОТНИЩА ИЗ ЛИСТОВ
1. Перечень выполняемых операций
Укладка листов полотнища на плиту или постель, совмещение кромок листов с контрольными линиями. Подгонка, стыковка листов полотнища между собой и крепление на электроприхватки. Обжим листов полотнища по плоскости и контуру к плите или постели, крепление на электроприхватки. Проверка контура полотнища. Демонтаж конструкции от постели после сварки. Сдача работы.
2. Нормы времени на выполнение работ по сборке полотнища из листов
Таблица 1. Нормы времени на выполнение работ по сборке полотнища из листов
| Толщин листов, мм | Место сборки полотнища | |||||
| Сборочный стенд | Плита | Постель с погибью: | ||||
| в одном направлении | в двух направлениях | |||||
| Стыкование листов | Обжатие листов к лекалам | Стыкование листов | Обжатие листов к лекалам | |||
| Норма времени на 1 м соединения, ч | ||||||
| 3 | 0,48 | 0,38 | 0,44 | 0,26 | 0,52 | 0,31 |
| 4 | 0,47 | 0,37 | 0,42 | 0,25 | 0,50 | 0,30 |
| 6 | 0,45 | 0,36 | 0,40 | 0,24 | 0,48 | 0,29 |
| 8 | 0,47 | 0,37 | 0,42 | 0,25 | 0,50 | 0,30 |
| 10 | 0,49 | 0,39 | 0,45 | 0,27 | 0,53 | 0,32 |
| 12 | 0,52 | 0,41 | 0,47 | 0,28 | 0,56 | 0,34 |
| 16 | 0,57 | 0,45 | 0,51 | 0,31 | 0,61 | 0,37 |
| 20 | 0,62 | 0,50 | 0,56 | 0,34 | 0,67 | 0,40 |
| 25 | 0,68 | 0,54 | 0,61 | 0,37 | 0,73 | 0,44 |
| 30 | 0,74 | 0,59 | 0,67 | 0,40 | 0,80 | 0,48 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из листов
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из листов на сборочных стендах и плитах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из листов на постели с погибью в одном направлении
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 4. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из листов на постели с погибью в двух направлениях
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,0 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,60 - при сборке без демонтажа конструкций от постелей к графе "Обжатие листов к лекалам";
0,80 - при сборке на постелях без погиби к графе "На постели с погибью в одном направлении";
1,30 - при сборке полотнищ переборок, надстроек, рубок с наличием более четырех вырезов;
1,30 - при обжатии листов по плоскости к обшивке постелей сборочными болтами через шлицы;
1,20 - при сборке полотнищ с криволинейными стыкуемыми кромками или кромками, образующими внутренний контур;
1,10 - при сборке листов на временных постелях (коксах);
1,50 - при сборке листов с припусками;
1,20 - при стыковании гофрированных полотнищ на плитах.
Приложение № 13
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ПОЛОТНИЩА ИЗ ПРЕССОВАННЫХ ПАНЕЛЕЙ
1. Перечень выполняемых операций
Укладка прессованных панелей на сборочный стенд, совмещение кромок листов и концов набора между собой и с контрольными линиями. Подгонка, состыковка прессованных панелей между собой и крепление на электроприхватки. Обжим прессованных панелей по плоскости и контуру к сборочному стенду, крепление на электроприхватки, проверка контура полотнища. Сдача работы.
2. Нормы времени на выполнение работ по сборке полотнища из прессованных панелей
Таблица 1. Нормы времени на выполнение работ по сборке полотнища из прессованных панелей
| Толщина листов панелей, мм | Количество ребер жесткости на панели, шт. | Высота набора, мм | ||||
| 40 | 50 | 70 | 80 | 100 | ||
| Норма времени на один стык, ч | ||||||
| 4 | 4 | 0,77 | 0,81 | 0,86 | 0,89 | 0,96 |
| 8 | 1,23 | 1,28 | 1,38 | 1,42 | 1,52 | |
| 6 | 4 | 0,69 | 0,72 | 0,78 | 0,81 | 0,86 |
| 8 | 1,10 | 1,15 | 1,24 | 1,28 | 1,37 | |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по сборке (стыковке) полотнища из панелей длиной до 8 м и с шириной стыков до 1,7 м.
При сборке полотнища без стыковки набора (вдоль набора) норма времени на 1 м устанавливается в размере 0,6 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из прессованных панелей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке полотнища из прессованных панелей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочный коэффициент
При сборке полотнища из панелей без припусков к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,7.
Приложение № 14
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПОЛОТНИЩА НА ПОСТЕЛИ
1. Перечень выполняемых операций
Укладка полотнища на постель. Совмещение фиксирующих рисок полотнища и постели. Обжим к лекалам постели и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке полотнища на постели
Таблица 1. Нормы времени на выполнение работ по установке полотнища на постели
| Полупериметры полотнища, м | Постель без погиби | Постель с погибью | ||||||||
| Толщина полотнища, мм | ||||||||||
| 4 | 6 | 10 | 15 | 20 | 4 | 6 | 10 | 15 | 20 | |
| Норма времени на одно полотнище, ч | ||||||||||
| 4 | 1,2 | 1,1 | 1,3 | 1,5 | 1,7 | 1,6 | 1,5 | 1,7 | 1,9 | 2,2 |
| 6 | 1,4 | 1,2 | 1,5 | 1,7 | 2,0 | 1,9 | 1,7 | 2,0 | 2,2 | 2,6 |
| 8 | 1,7 | 1,5 | 1,7 | 2,0 | 2,3 | 2,2 | 2,0 | 2,3 | 2,7 | 3,1 |
| 10 | 2,0 | 1,9 | 2,1 | 2,5 | 2,8 | 2,7 | 2,6 | 2.8 | 3,3 | 3,7 |
| 12 | 2,5 | 2,4 | 2,6 | 3,0 | 3,4 | 3,3 | 3,1 | 3,5 | 4,0 | 4,6 |
| 14 | 3,0 | 2,9 | 3,1 | 3,7 | 4,3 | 3,9 | 3,8 | 4,3 | 4,8 | 5,7 |
| 16 | 3,7 | 3,5 | 3,8 | 4,4 | 5,0 | 4,8 | 4,7 | 5,1 | 5,9 | 6,7 |
| 18 | 4,3 | 4,2 | 4,6 | 5,4 | 6,0 | 5,8 | 5,5 | 6,1 | 7,1 | 8,1 |
| 20 | 5,1 | 4,9 | 5,5 | 6,3 | 7,1 | 6,8 | 6,5 | 7,3 | 8,4 | 9,5 |
| 22 | 6,0 | 5,7 | 6,4 | 7,3 | 8,3 | 7,9 | 7,6 | 8,4 | 9,7 | 11,1 |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по установке и обжатию полотнища к лекалам постелей с расстоянием между лекалами от 1,0 до 1,5 м.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке полотнища на постели
Таблица 2. Средний разряд работы и состав звена к норме времени на установку полотнища на постели без погиби
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к норме времени на установку полотнища на постели с погибью
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,70 - при установке полотнища с расстояниями между лекалами до 0,3 м;
1,50 - при установке полотнища с расстояниями между лекалами до 0,6 м;
1,30 - при установке полотнища с расстояниями между лекалами до 0,75 м;
1,20 - при установке полотнища с расстояниями между лекалами до 1,0 м;
1,15 - при установке полотнища с набором.
Приложение № 15
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ НАБОРА ПОЛОСОБУЛЬБОВОГО И УГЛОВОГО ПРОФИЛЯ НА ПОЛОТНИЩЕ ИЛИ ПОСТЕЛЬ
1. Перечень выполняемых операций
Установка набора по разметке, проверка, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке набора полособульбового и углового профиля на полотнище или постель
Таблица 1. Нормы времени на выполнение работ по установке набора полособульбового и углового профиля на полотнище или постель
| Наименование профиля | Виды полотнищ | ||||
| Полособульбовый несимметричный | Угловой | Без погиби | С погибью в одном направлении | С погибью в двух направлениях | |
| Равнобокий | Неравнобокий | ||||
| Высота стенки профиля, мм | Норма времени на 1 м соединения, ч | ||||
| 50 | 40 | 45/28 | 0,14 | 0,17 | 0,20 |
| 80 | 56 | 63/40 | 0,15 | 0,18 | 0,21 |
| 100 | 70 | 75/50 | 0,16 | 0,19 | 0,22 |
| 140 | 90 | 100/63 | 0,18 | 0,22 | 0,25 |
| 200 | 140 | 160/100 | 0,20 | 0,24 | 0,28 |
| 270 | 180 | 200/125 | 0,23 | 0,28 | 0,32 |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по установке и обжатию полотнищ к лекалам постелей с расстоянием между лекалами от 1,0 до 1,5 м.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке набора полособульбового и углового профиля на полотнище или постель
Таблица 2. Средний разряд работы и состав звена к норме времени на установку набора полособульбового и углового профиля на полотнище или постель без погиби
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к норме времени на установку набора полособульбового и углового профиля на полотнище или постель с погибью в одном направлении
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 4. Средний разряд работы и состав звена к норме времени на установку набора полособульбового и углового профиля на полотнище или постели с погибью в двух направлениях
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке набора с раскреплением между собой и к полотнищам ребрами жесткости;
1,10 - при установке набора в секциях оконечностей;
0,90 - при установке набора из полос (к полособульбовому профилю);
1,20 - при установке набора из швеллерного профиля (к полособульбовому профилю);
1,20 - при установке набора с вырезами для выставленного набора;
1,10 - при установке набора из симметричного полособульба;
1,30 - при установке набора в скуловых частях;
0,70 - при установке набора на постели.
Приложение № 16
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ НАБОРА ТАВРОВОГО ПРОФИЛЯ НА ПОЛОТНИЩЕ ИЛИ ПОСТЕЛИ
1. Перечень выполняемых операций
Установка на полотнище или постель тавровых узлов по разметке, проверка, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке набора таврового профиля на полотнище или постели
Таблица 1. Нормы времени на выполнение работ по установке набора таврового профиля на полотнище или постели
| Толщины стенок набора, мм | Высота набора, м | Виды полотнищ | ||
| Без погиби | С погибью в одном направлении | С погибью в двух направлениях | ||
| Норма времени на 1 м соединения, ч | ||||
| 5 | 0,2 | 0,21 | 0,25 | 0,29 |
| 0,4 | 0,29 | 0,35 | 0,40 | |
| 0,6 | 0,37 | 0,44 | 0,51 | |
| 0,8 | 0,44 | 0,53 | 0,61 | |
| 10 | 0,2 | 0,24 | 0,29 | 0,33 |
| 0,4 | 0,33 | 0,39 | 0,46 | |
| 0,6 | 0,41 | 0,49 | 0,57 | |
| 0,8 | 0,50 | 0,60 | 0,70 | |
| 1,0 | 0,58 | 0,69 | 0,81 | |
| 1,5 | 0,71 | 0,85 | 0,99 | |
| 15 | 0,4 | 0,36 | 0,43 | 0,50 |
| 0,6 | 0,46 | 0,55 | 0,64 | |
| 0,8 | 0,55 | 0,66 | 0,77 | |
| 1,0 | 0,65 | 0,78 | 0,91 | |
| 1,5 | 0,79 | 0,94 | 1,10 | |
| 20 | 0,4 | 0,40 | 0,48 | 0,56 |
| 0,6 | 0,50 | 0,60 | 0,70 | |
| 0,8 | 0,61 | 0,73 | 0,85 | |
| 1,0 | 0,72 | 0,86 | 1,00 | |
| 1,5 | 0,87 | 1,04 | 1,21 | |
| 25 | 0,4 | 0,44 | 0,53 | 0,61 |
| 0,6 | 0,55 | 0,66 | 0,77 | |
| 0,8 | 0,67 | 0,80 | 0,93 | |
| 1,0 | 0,79 | 0,94 | 1,10 | |
| 1,5 | 0,98 | 1,17 | 1,37 | |
| 30 | 0,4 | 0,48 | 0,57 | 0,67 |
| 0,6 | 0,60 | 0,72 | 0,84 | |
| 0,8 | 0,73 | 0,87 | 1,02 | |
| 1,0 | 0,85 | 1,02 | 1,19 | |
| 1,5 | 1,04 | 1,24 | 1,45 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке набора таврового профиля на полотнище или постели
Таблица 2. Средний разряд работы и состав исполнителей на установку набора таврового профиля без погиби на полотнище или постели
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на установку набора таврового профиля с погибью в одном направлении на полотнище или постели
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 4 | 1 |
Таблица 4. Средний разряд работы и состав исполнителей на установку набора таврового профиля с погибью в двух направлениях на полотнище или постели
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке набора с вырезами для выставленного набора или под малку;
1,10 - при установке набора в секциях оконечностей;
1,30 - при установке набора в скуловых частях;
1,20 - при установке набора между выставленным набором;
1,20 - при установке набора из швеллерного профиля;
1,20 - при установке набора из двутаврового профиля;
1,20 - при установке набора погонов;
1,40 - при установке набора в объемные секции;
0,70 - при установке набора на постели.
Приложение № 17
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ДЕТАЛЕЙ И УЗЛОВ НАБОРА (ФЛОР, СТРИНГЕРОВ, КИЛЕЙ) НА ПОЛОТНИЩЕ
1. Перечень выполняемых операций
Установка по разметке деталей и узлов набора (флор, стрингеров, килей), выравнивание, проверка, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке флор, стрингеров и килей на полотнище без выставленного набора
Таблица 1. Нормы времени на выполнение работ по установке флор, стрингеров и килей на полотнище без выставленного набора
| Высота набора, мм | Толщины примыкаемых кромок набора, мм | |||||
| 5 | 10 | 15 | 20 | 25 | 30 | |
| Норма времени на 1 м соединения, ч | ||||||
| 0,5 | 0,26 | 0,27 | 0,29 | 0,30 | 0,32 | 0,35 |
| 1,0 | 0,32 | 0,33 | 0,35 | 0,37 | 0,39 | 0,42 |
| 1,5 | 0,37 | 0,39 | 0,41 | 0,44 | 0,46 | 0,50 |
| 2,0 | 0,43 | 0,45 | 0,48 | 0,50 | 0,53 | 0,57 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке деталей и узлов набора (флор, стрингеров, килей) на полотнище
Таблица 2. Средний разряд работы и состав исполнителей на установку деталей и узлов набора (флор, стрингеров, килей) без погиби на полотнище
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на установку деталей и узлов набора (флор, стрингеров, килей) с погибью в одном направлении на полотнище
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 4. Средний разряд работы и состав исполнителей на установку деталей и узлов набора (флор, стрингеров, килей) с погибью в двух направлениях на полотнище
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке деталей и узлов набора на полотнище с выставленным набором;
1,40 - при установке деталей и узлов набора в объемные секции.
Приложение № 18
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СТЫКОВАНИЮ И ПРИМЫКАНИЮ КОНЦОВ НАБОРА
1. Перечень выполняемых операций
Подгонка стыкуемых и примыкаемых концов набора. Выравнивание по плоскости, обжим, стыковка и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по стыкованию и примыканию концов набора
Таблица 1. Нормы времени на выполнение работ по стыкованию и примыканию концов
| Наименования набора | Наименования операций | Высота соединяемого набора, м | |||||||
| 0,06 | 0,1 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | 1,0 | ||
| Норма времени на одно соединение, ч | |||||||||
| Тавровый, угловой профили и симметричный полособульб | Стыкование | 0,18 | 0,20 | 0,23 | 0,26 | 0,29 | 0,35 | 0,41 | 0,47 |
| Примыкание | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,26 | 0,30 | 0,34 | |
| Полосовой и полособульбовый профили | Стыкование | 0,16 | 0,17 | 0,20 | 0,22 | - | - | - | - |
| Примыкание | 0,11 | 0,12 | 0,15 | 0,16 | - | - | - | - | |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по стыкованию и примыканию концов набора при ширине поясков до 200 мм.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию и примыканию концов набора
Таблица 2. Средний разряд работы и состав звена к норме времени на стыкование и примыкание концов набора высотой до 0,6 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
Таблица 3. Средний разряд работы и состав звена к норме времени на стыкование и примыкание концов набора высотой от 0,6 м до 1,0 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при стыковании и примыкании концов набора на плитах;
1,10 - при стыковании и примыкании концов набора из двутаврового или швеллерного профиля к тавровому;
1,10 - при стыковании и примыкании концов набора с шириной поясков свыше 200 мм;
1,20 - при стыковании и примыкании концов равновысотного набора.
Приложение № 19
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПИЛЛЕРСА
1. Перечень выполняемых операций
Разметка места установки, установка и подгонка пиллерса по месту, обжим, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке пиллерса без книц и припусков
Таблица 1. Нормы времени на выполнение работ по установке пиллерса
| Типы пиллерсов | Высота пиллерса, м | |||||
| Трубчатый | Фасонный (из угольников, полособульбов, листов) | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 |
| Диаметр пиллерса или сумма размеров сечений, м | Норма времени на один пиллерс, ч | |||||
| 0,10 | 0,3 | 0,43 | 0,60 | 0,68 | 0,77 | 0,88 |
| 0,15 | 0,5 | 0,51 | 0,68 | 0,77 | 0,88 | 1,02 |
| 0,30 | 1,0 | 0,68 | 0,85 | 1,02 | 1,19 | 1,36 |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по установке пиллерса без книц и припусков.
Норма времени на установку книц отдельно от пиллерса (детали россыпи) установлена в приложении № 26 к настоящим типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке пиллерса
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке пиллерса
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке пиллерса с припуском (забойного);
1,20 - при установке пиллерса со скосом или наклонного пиллерса;
1,20 - при установке пиллерса в сборе с кницами;
1,50 - при установке пиллерса под клепку;
0,80 - при установке временного пиллерса;
0,80 - при установке пиллерса с закреплением одного конца.
Приложение № 20
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ШПАНГОУТНОЙ РАМЫ, ПОЛУРАМЫ НА ПОЛОТНИЩЕ СЕКЦИИ БЕЗ ПОГИБИ
1. Перечень выполняемых операций
Установка шпангоутной рамы, полурамы по разметке на полотнище, проверка, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке шпангоутной рамы, полурамы на полотнище секции без погиби
Таблица 1. Нормы времени на выполнение работ по установке шпангоутной рамы, полурамы на полотнище секции без погиби
| Толщина рамы, полурамы, мм | Полупериметр рамы, полурамы, м | ||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | |
| Норма времени на одну раму, полураму, ч | |||||||
| 5 | 1,0 | 1,5 | 2,0 | 2,6 | 3,1 | 3,6 | 4,1 |
| 10 | 1,1 | 1,7 | 2,3 | 2,9 | 3,4 | 4,0 | 4,6 |
| 15 | 1,3 | 2,0 | 2,7 | 3,3 | 4,0 | 4,7 | 5,3 |
| 20 | 1,5 | 2,3 | 3,0 | 3,8 | 4,6 | 5,3 | 6,1 |
| 25 | 1,7 | 2,6 | 3,4 | 4,3 | 5,1 | 6,0 | 6,9 |
| 30 | 1,9 | 2,9 | 3,8 | 4,8 | 5,7 | 6,6 | 7,6 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке шпангоутной рамы, полурамы на полотнище секции без погиби
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке шпангоутной рамы, полурамы на полотнище секции без погиби
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке шпангоутной рамы, полурамы с вырезами для набора;
1,40 - при установке шпангоутной рамы, полурамы, расположенной веерообразно или в объемные секции.
Приложение № 21
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ ОБЪЕМНОЙ СЕКЦИИ КОРПУСА И НАДСТРОЙКИ ИЗ ПЛОСКОСТНЫХ СЕКЦИЙ БЕЗ ПРИПУСКОВ
1. Перечень выполняемых операций
Установка плоскостной секции по разметке. Выравнивание, проверка, раскрепление под стыкование и обжатие. Сдача работы.
2. Нормы времени на выполнение работ по сборке объемной секции корпуса и надстройки из плоскостных секций без припусков
Таблица 1. Нормы времени на выполнение работ по сборке объемной секции корпуса и надстройки из плоскостных секций без припусков
| Наименование конструкции | Наименование операции | Полупериметр секции, м | |||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 24 | 28 | ||
| Норма времени на установку одной секции, ч | |||||||||
| Поперечные, продольные переборки, узлы продольного и поперечного набора высотами свыше 2 м | Сборка | 2,3 | 2,8 | 3,3 | 4,4 | 5,6 | 6,7 | 7,8 | 8,9 |
| Проверка | 0,9 | 1,1 | 1,3 | 1,7 | 2,2 | 2,7 | 3,2 | 3,6 | |
| Стенки надстроек | Сборка | 2,1 | 2,6 | 3,1 | 4,1 | 5,1 | 6,0 | 7,1 | 8,1 |
| Легкие выгородки | Сборка | 1,7 | 2,1 | 2,4 | 3,2 | 4,1 | 4,9 | - | - |
| Бортовые секции | Сборка | 4,2 | 5,1 | 6,1 | 8,2 | 10,3 | 12,2 | 14,2 | 16,3 |
| Проверка | 1,7 | 2,1 | 2,4 | 3,2 | 4,1 | 4,9 | 5,7 | 6,5 | |
| Палубы, платформы | Сборка | 2,5 | 3,2 | 3,7 | 4,9 | 6,1 | 7,3 | 8,6 | 9,8 |
| Проверка | 1,0 | 1,3 | 1,4 | 2,0 | 2,4 | 2,9 | 3,4 | 3,9 | |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по подгонке секций по двум монтажным кромкам.
Норма времени на стыкование и обжатие кромок конструкций определяется в соответствии с приложением № 23 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке объемной секции корпуса и надстройки из плоскостных секций без припусков
Таблица 2. Средний разряд работы и состав звена при сборке поперечной, продольной переборки, узла продольного и поперечного набора высотой более 2 м, стенки надстройки, легкой выгородки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена при сборке бортовой секции, палубы, платформы
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,12 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке секций с припусками;
1,10 - при установке переборок на комингсы или набор днищевых секций встык;
0,80 - при установке секций с подгонкой по одной монтажной кромке;
1,20 - при установке секций с подгонкой по трем монтажным кромкам.
Приложение № 22
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ БЛОК-СЕКЦИИ ИЗ ОБЪЕМНЫХ СЕКЦИЙ
1. Перечень выполняемых операций
Предварительная установка объемной секции под причерчивание, выравнивание, совмещение стыкуемых и примыкаемых кромок. Проверка установки объемной секции, причерчивание. Окончательная установка секции, подготовка под стыкование и обжатие. Сдача работы.
2. Нормы времени на выполнение работ по сборке блок-секции из объемных секций
Таблица 1. Нормы времени на выполнение работ по сборке блок-секции из объемных секций
| Наименования операций | Сумма основных размеров секций, м | |||||||
| 8 | 12 | 16 | 20 | 24 | 28 | 32 | 36 | |
| Норма времени на установку одной секции, ч | ||||||||
| Сборка | 7,5 | 10,3 | 13,1 | 16,0 | 18,9 | 21,7 | 24,6 | 27,4 |
| Проверка | 3,0 | 4,1 | 5,2 | 6,4 | 7,6 | 8,6 | 9,8 | 11,0 |
Норма времени на стыкование и обжатие кромок конструкций определяется в соответствии с приложением № 23 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке блок-секции из объемных секций
Таблица 2. Средний разряд работы и состав звена к норме времени на сборку блок-секции оконечности
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 4 | 4,4 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена к норме времени на сборку блок-секции средней части
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 4 | 3,62 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 | ||
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочный коэффициент
При установке объемных секций без припусков к норме времени, приведенной в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,70.
Приложение № 23
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СТЫКОВАНИЮ, ОБЖАТИЮ (ПРИМЫКАНИЮ) КРОМОК КОНСТРУКЦИЙ С НАБОРОМ
1. Перечень выполняемых операций
Совмещение и подгонка стыкуемых и примыкаемых кромок конструкции с набором помощью приспособлений, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций с набором
Таблица 1. Нормы времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций с набором
| Толщина соединяемых кромок, мм | Стыкование | Обжатие (примыкание) | ||||
| Положение соединяемых кромок | ||||||
| Без погиби | С одной погибью | С двумя погибями | Без погиби | С одной погибью | С двумя погибями | |
| Норма времени на 1 м соединения, ч | ||||||
| 3 | 0,29 | 0,34 | 0,40 | 0,22 | 0,26 | 0,30 |
| 4 | 0,26 | 0,32 | 0,37 | 0,20 | 0,24 | 0,28 |
| 6 | 0,23 | 0,27 | 0,32 | 0,17 | 0,21 | 0,24 |
| 8 | 0,26 | 0,32 | 0,37 | 0,20 | 0,24 | 0,28 |
| 10 | 0,30 | 0,36 | 0,41 | 0,23 | 0,27 | 0,32 |
| 12 | 0,32 | 0,40 | 0,45 | 0,25 | 0,30 | 0,34 |
| 16 | 0,40 | 0,48 | 0,56 | 0,31 | 0,36 | 0,42 |
| 20 | 0,46 | 0,56 | 0,65 | 0,35 | 0,42 | 0,50 |
| 25 | 0,55 | 0,66 | 0,77 | 0,42 | 0,50 | 0,59 |
| 30 | 0,63 | 0,76 | 0,88 | 0,48 | 0,58 | 0,67 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций с набором
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций с набором
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при стыковании, обжатии (примыкании) гофрированных кромок конструкций;
0,80 - при стыковании, обжатии (примыкании) кромок конструкций без набора.
Приложение № 24
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ КАНАЛОВ И ШАХТ ВЕНТИЛЯЦИИ ИЗ УЗЛОВ И ДЕТАЛЕЙ В ОБЪЕМНЫХ СЕКЦИЯХ
1. Перечень выполняемых операций
Установка по разметке деталей и узлов канала или шахты вентиляции в секцию, выравнивание, подгонка, проверка, обжатие, стыковка кромок деталей и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по сборке прямых каналов и шахт вентиляции из узлов и деталей в объемных секциях
Таблица 1. Нормы времени на выполнение работ по сборке прямых каналов и шахт вентиляции из узлов и деталей в объемных секциях
| Толщина листа, мм | Установка деталей, узлов | Соединение кромок | ||||
| Полупериметр детали, узла, м | ||||||
| 0,5 | 1,0 | 2,0 | 3,0 | 4,0 | Норма времени на 1 м соединения, ч | |
| Норма времени на одну деталь, ч | ||||||
| 2 | 0,11 | 0,12 | 0,17 | 0,22 | 0,26 | 0,60 |
| 3 | 0,13 | 0,15 | 0,19 | 0,24 | 0,28 | 0,58 |
| 4 | 0,15 | 0,17 | 0,22 | 0,26 | 0,31 | 0,57 |
| 6 | 0,19 | 0,21 | 0,26 | 0,31 | 0,35 | 0,54 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке каналов и шахт вентиляции из узлов и деталей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке каналов и шахт вентиляции из узлов и деталей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при прохождении каналов и шахт через несколько палуб, переборок;
1,20 - при сборке каналов и шахт с криволинейными кромками;
1,30 - при сборке каналов и шахт с установленным набором.
Приложение № 25
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ЛИСТА НА ВЫСТАВЛЕННЫЙ НАБОР
1. Перечень выполняемых операций
Предварительная установка листов на набор под причерчивание, выравнивание, обжатие к набору, стыковка с установкой гребенок, проверка зазоров и причерчивание припусков. Снятие листов. Окончательная установка после удаления припуска. Обжим листов к набору до плотного прилегания, стыковка и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке листа на выставленный набор
Таблица 1. Нормы времени на выполнение работ по установке листа на выставленный набор в зависимости от полупериметра листа
| Наименования операций | Полупериметр листа, м | ||||||||
| 1 | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | |
| Норма времени на один лист, ч | |||||||||
Установка | 0,8 | 0,9 | 1,2 | 1,4 | 1,7 | 1,9 | 2,2 | 2,4 | 2,6 |
Проверка | 0,2 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 |
Таблица 2. Нормы времени на выполнение работ по установке листа на выставленный набор в зависимости от формы листа
| Толщина листа, мм | Формы листов | |||||
| Без погиби | С погибью в одном направлении | С погибью в двух направлениях | ||||
| Соединение листов | Обжатие листов к набору | Соединение листов | Обжатие листов к набору | Соединение листов | Обжатие листов к набору | |
| Норма времени на 1 м соединения, ч | ||||||
| 3 | 0,45 | 0,28 | 0,56 | 0,35 | 0,67 | 0,40 |
| 4 | 0,44 | 0,26 | 0,55 | 0,33 | 0,65 | 0,39 |
| 6 | 0,41 | 0,25 | 0,51 | 0,31 | 0,60 | 0,36 |
| 8 | 0,44 | 0,26 | 0,55 | 0,33 | 0,65 | 0,39 |
| 10 | 0,46 | 0,28 | 0,58 | 0,35 | 0,69 | 0,41 |
| 12 | 0,50 | 0,30 | 0,62 | 0,37 | 0,74 | 0,44 |
| 14 | 0,53 | 0,32 | 0,66 | 0,40 | 0,79 | 0,47 |
| 16 | 0,56 | 0,34 | 0,70 | 0,42 | 0,83 | 0,50 |
| 18 | 0,59 | 0,35 | 0,74 | 0,44 | 0,88 | 0,53 |
| 20 | 0,62 | 0,37 | 0,77 | 0,46 | 0,92 | 0,55 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке листа на выставленный набор
Таблица 3. Средний разряд работы и состав звена к норме времени на установку листа без погиби на выставленный набор
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 3,0 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 4. Средний разряд работы и состав звена к норме времени на установку листа с погибью в одном направлении на выставленный набор
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 5. Средний разряд работы и состав звена к норме времени на установку листа с погибью в двух направлениях на выставленный набор
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,0 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочный коэффициент
При установке листа со шлицами, забойного листа к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,40.
Приложение № 26
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ КНИЦ, БРАКЕТ И АНАЛОГИЧНЫХ ДЕТАЛЕЙ
1. Перечень выполняемых операций
Разметка и установка детали, кницы с подгонкой по месту, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке книц, бракет и аналогичных деталей
Таблица 1. Нормы времени на выполнение работ по установке книц, бракет и аналогичных деталей
| Толщина детали, мм | Полупериметр детали, м | ||||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,0 | |
| Норма времени на одну деталь, ч | |||||||
| 3 | 0,11 | 0,15 | 0,19 | 0,23 | 0,27 | 0,37 | 0,47 |
| 4 | 0,12 | 0,16 | 0,20 | 0,24 | 0,28 | 0,38 | 0,48 |
| 6 | 0,13 | 0,17 | 0,22 | 0,26 | 0,31 | 0,42 | 0,53 |
| 8 | 0,14 | 0,19 | 0,23 | 0,28 | 0,33 | 0,45 | 0,57 |
| 10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,48 | 0,61 |
| 12 | 0,16 | 0,21 | 0,27 | 0,32 | 0,38 | 0,52 | 0,65 |
| 16 | 0,18 | 0,24 | 0,30 | 0,37 | 0,43 | 0,58 | 0,74 |
| 20 | 0,20 | 0,27 | 0,34 | 0,41 | 0,48 | 0,65 | 0,82 |
| 25 | 0,23 | 0,30 | 0,38 | 0,46 | 0,54 | 0,73 | 0,93 |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по установке книц, бракет и аналогичных деталей в объемных секциях с обжатием по двум кромкам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке книц, бракет и аналогичных деталей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке книц, бракет и аналогичных деталей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при установке деталей внакрой;
0,70 - при установке деталей с обжатием по одной кромке;
1,20 - при установке деталей с обжатием по трем кромкам;
0,80 - при установке деталей в плоскостные секции;
0,80 - при установке деталей без разметки;
1,20 - при установке деталей с вырезами для выставленного набора.
Приложение № 27
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ЗАДЕЛОК ПО НАБОРУ
1. Перечень выполняемых операций
Установка заделок, подгонка, обжим и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке заделок по набору
Таблица 1. Нормы времени на выполнение работ по установке заделок по набору
| Типы заделок | Полупериметр заделки, м | |||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | |
| Норма времени на одну заделку, ч | ||||||
| Проницаемая по набору | 0,11 | 0,13 | 0,15 | 0,18 | 0,22 | 0,27 |
| Непроницаемая по набору и гофрам | 0,15 | 0,19 | 0,22 | 0,26 | 0,32 | 0,39 |
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке заделок на плоскостных секциях внакрой.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке заделок по набору
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке заделок по набору
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при установке заделок по круглым отверстиям;
1,20 - при установке заделок встык, при установке заделок в объемных секциях.
Приложение № 28
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ВВАРНЫХ И ЗАБОЙНЫХ ЛИСТОВ
1. Перечень выполняемых операций
Установка вварного или забойного листа под причерчивание, причерчивание, снятие листа и удаление припуска. Окончательная установка вварного или забойного листа, стыковка и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке вварных и забойных листов
Таблица 1. Нормы времени на выполнение работ по установке вварных и забойных листов
| Толщина листа, мм | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 22 | 25 | 27 | 30 |
| Норма времени на 1 м стыкового соединения, ч | |||||||||||
| 0,46 | 0,47 | 0,48 | 0,49 | 0,52 | 0,56 | 0,60 | 0,62 | 0,65 | 0,69 | 0,72 | 0,76 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вварных и забойных листов
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вварных и забойных листов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при установке вварных или забойных листов без припусков;
1,30 - при обжатии вварных или забойных листов к набору.
Приложение № 29
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ СЪЕМНОГО ЛИСТА
1. Перечень выполняемых операций
Установка съемного листа, обжатие и крепление под сверление или развертывание отверстий. Снятие листа, очистка от стружки. Установка прокладок. Установка листа под обжатие болтами. Сдача работы.
2. Нормы времени на выполнение работ по установке съемного листа
Таблица 1. Нормы времени на выполнение работ по установке съемного листа
| Толщина листа, мм | Норма времени на 1 м соединения, ч |
| 4 | 0,27 |
| 6 | 0,26 |
| 8 | 0,27 |
| 10 | 0,28 |
| 15 | 0,31 |
| 20 | 0,35 |
| 25 | 0,38 |
| 30 | 0,42 |
Нормы времени, приведенные в таблице 1, устанавливаются для выполнения работ по установке съемных листов в нижнем положении.
Норма времени на крепление и обжим съемных листов болтами определяется в соответствии с приложением № 39 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке съемного листа
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке съемного листа
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 30
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ НАКЛАДНОГО ЛИСТА
1. Перечень выполняемых операций
Установка накладного листа, обжим и крепление на электроприхватки или под клепку. Сдача работы.
2. Нормы времени на выполнение работ по установке накладного листа
Таблица 1. Нормы времени на выполнение работ по установке накладного листа
| Толщина листа, мм | Установка под сварку | Установка под клепку |
| Норма времени на 1 м соединения, ч | ||
| 4 | 0,10 | 0,13 |
| 6 | 0,09 | 0,12 |
| 8 | 0,10 | 0,13 |
| 10 | 0,11 | 0,14 |
| 15 | 0,12 | 0,16 |
| 20 | 0,14 | 0,18 |
| 25 | 0,15 | 0,20 |
| 30 | 0,16 | 0,22 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по установке накладных листов в нижнем положении.
Норма времени на обжатие накладных листов болтами под клепку определяется в соответствии с приложением № 39 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке накладного листа
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке накладного листа
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 2 | 3,08 |
4. Поправочный коэффициент
При установке листов под сварку с креплением по плоскости через шлицы к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,30.
Приложение № 31
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И ВЫРАВНИВАНИЮ КОНСТРУКЦИИ В ГОРИЗОНТАЛЬНОЕ ПОЛОЖЕНИЕ
1. Перечень выполняемых операций
Установка на стенде тумб для установки конструкций. Установка конструкции. Проверка установки по контрольным и базовым линиям, выравнивание с помощью домкратов или клиньев. Раскрепление конструкции к тумбам. Сдача работы.
2. Нормы времени по установке и выравниванию конструкции в горизонтальное положение
Таблица 1. Нормы времени по установке и выравниванию конструкции в горизонтальное положение
| Масса конструкции, т | Полупериметр конструкции, м | ||||
| 10 | 15 | 20 | 25 | 30 | |
| Норма времени на одну конструкцию, ч | |||||
| 2,5 | 3,0 | 3,3 | 3,6 | 4,0 | 4,3 |
| 5,0 | 3,2 | 3,6 | 4,0 | 4,4 | 4,8 |
| 10,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 |
| 15,0 | 3,8 | 4,4 | 4,9 | 5,5 | 6,0 |
| 20,0 | 4,2 | 4,8 | 5,3 | 5,9 | 6,5 |
| 25,0 | 4,6 | 5,2 | 5,8 | 6,5 | 7,1 |
| 30,0 | 4,9 | 5,6 | 6,2 | 6,9 | 7,6 |
| 35,0 | 5,3 | 6,0 | 6,7 | 7,5 | 8,2 |
| 40,0 | 5,6 | 6,4 | 7,2 | 8,0 | 8,7 |
| 45,0 | 6,0 | 6,9 | 7,7 | 8,5 | 9,3 |
| 50,0 | 6,3 | 7,3 | 8,2 | 9,1 | 9,9 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и выравниванию конструкции в горизонтальное положение
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и выравниванию конструкции в горизонтальное положение
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Приложение № 32
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРОВЕРКЕ ОБЪЕМНЫХ СЕКЦИЙ И БЛОКОВ
1. Перечень выполняемых операций
Проверка собранной конструкции по обводам, полуширотам и габаритным размерам с занесением данных в карту замеров журнала-паспорта. Сдача работы.
2. Нормы времени по проверке объемных секций и блоков
Таблица 1. Нормы времени по проверке объемных секций и блоков
| Виды проверки | Сумма основных размеров конструкций, м | ||||||
| 6 | 8 | 12 | 16 | 20 | 25 | 30 | |
| Норма времени на одну конструкцию, ч | |||||||
| До сварки | 3,7 | 4,1 | 4,6 | 5,2 | 5,8 | 6,5 | 7,2 |
| После сварки | 4,4 | 4,8 | 5,4 | 6,1 | 6,8 | 7,7 | 8,5 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке объемных секций и блоков
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке объемных секций и блоков
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,12 |
| Сборщик корпусов металлических судов | 3 | 1 |
Приложение № 33
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПРИВАРЫШЕЙ И НАКЛЕПЫШЕЙ
1. Перечень выполняемых операций
Разметка и установка приварыша, обжатие и крепление на электроприхватки. Предварительная установка наклепыша под сверление и окончательная под клепку с установкой прокладок и обжимом болтами. Сдача работы.
2. Нормы времени на выполнение работ по установке по установке приварышей и наклепышей
Таблица 1. Нормы времени на выполнение работ по установке по установке приварышей и наклепышей
| Диаметр приварыша, наклепыша, м | Приварыши | Наклепыши |
| Норма времени на одно изделие, ч | ||
| 0,1 | 0,12 | 0,22 |
| 0,2 | 0,20 | 0,35 |
| 0,3 | 0,26 | 0,48 |
| 0,4 | 0,34 | 0,62 |
| 0,5 | 0,42 | 0,76 |
| 0,6 | 0,49 | 0,85 |
| 0,7 | 0,56 | 0,94 |
| 0,8 | 0,63 | - |
| 0,9 | 0,70 | - |
| 1,0 | 0,77 | - |
Нормы времени, приведенные в таблице 1, устанавливаются на работы по установке приварышей и наклепышей на плоскую поверхность.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке приварышей и наклепышей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке приварышей и наклепышей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, при установке заглушек на детали насыщения применяются поправочные коэффициенты:
1,20 - при установке одной заглушки;
1,30 - при установке двух заглушек.
При установке насыщения прямоугольного сечения к норме времени, приведенной в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,20.
При обжатии наклепышей болтами к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,30.
Приложение № 34
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ СТАКАНОВ И КАБЕЛЬНЫХ КОРОБОК
1. Перечень выполняемых операций
Разметка места установки. Установка стакана или кабельной коробки по разметке, проверка, обжим, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке на выполнение работ по установке стаканов и кабельных коробок
Таблица 1. Нормы времени на выполнение работ по установке на выполнение работ по установке стаканов и кабельных коробок
| Длина изделия, м | Диаметр стакана или кабельной коробки, м | |||||||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |
| Норма времени на одно изделие, ч | ||||||||||
| 0,10 | 0,19 | 0,25 | 0,32 | 0,37 | 0,44 | 0,50 | 0,55 | 0,63 | 0,70 | 0,76 |
| 0,20 | 0,21 | 0,27 | 0,34 | 0,40 | 0,47 | 0,53 | 0,60 | 0,67 | 0,75 | 0,81 |
| 0,30 | 0,23 | 0,29 | 0,37 | 0,44 | 0,51 | 0,58 | 0,65 | 0,73 | 0,80 | 0,87 |
| 0,40 | 0,24 | 0,31 | 0,39 | 0,47 | 0,54 | 0,62 | 0,70 | 0,78 | 0,85 | 0,93 |
| 0,50 | 0,25 | 0,34 | 0,42 | 0,50 | 0,58 | 0,66 | 0,75 | 0,83 | 0,91 | 1,00 |
| 0,60 | 0,27 | 0,36 | 0,44 | 0,53 | 0,62 | 0,70 | 0,80 | 0,88 | 0,96 | 1,06 |
| 0,70 | 0,29 | 0,38 | 0,47 | 0,57 | 0,66 | 0,75 | 0,85 | 0,94 | 1,01 | 1,12 |
Нормы времени, приведенные в таблице 1, устанавливаются для цилиндрических стаканов или кабельных коробок.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке стаканов и кабельных коробок
Таблица 2. Средний разряд работы и состав звена к норме времени на установку стаканов и кабельных коробок диаметром до 0,2 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к норме времени на установку стаканов и кабельных коробок диаметром от 0,3 м до 1,0 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
При установке стаканов и кабельных коробок к норме времени, приведенной в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке конических стаканов или кабельных коробок;
1,50 - при установке стаканов или кабельных коробок со снятием и установкой фланца;
1,20 - при установке стаканов или кабельных коробок прямоугольной формы;
1,50 - при установке стаканов или кабельных коробок, проходящих через две переборки;
1,30 - при установке стаканов или кабельных коробок по квадранту (нерадиально обшивке);
0,80 - при установке сальников.
При установке заглушек на стаканы, кабельные коробки к нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке одной заглушки;
1,30 - при установке двух заглушек.
Приложение № 35
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ БОНОК И ШПИЛЕК
1. Перечень выполняемых операций
Разметка мест установки бонок или шпилек. Установка бонки или шпильки по разметке, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке бонок и шпилек
Таблица 1. Нормы времени на выполнение работ по установке бонок и шпилек
| Виды установки | Виды поверхностей | |||
| Прямолинейный | Криволинейный | |||
| С набором | Без набора | С набором | Без набора | |
| Норма времени на установку 10 бонок или шпилек, ч | ||||
| С разметкой | 0,37 | 0,34 | 0,45 | 0,41 |
| Без разметки | 0,19 | 0,18 | 0,24 | 0,21 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке бонок и шпилек
Таблица 2. Средний разряд работы и состав звена к норме времени на установку бонок и шпилек с разметкой
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на установку бонок и шпилек без разметки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при установке изделий на поверхности с вырезами, насыщением, решетками;
1,05 - при установке изделий с консервацией шпилек полихлорвиниловыми колпачками;
0,70 - при установке изделий с помощью пистолета.
Приложение № 36
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ КОМИНГСОВ ГОРЛОВИН
1. Перечень выполняемых операций
Удаление гаек, снятие крышки горловины с комингса. Установка комингса на вырез, подгонка, выравнивание, обжим по прилегаемой поверхности и крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке комингсов горловин
Таблица 1. Нормы времени на выполнение работ по установке комингсов горловин
| Толщина комингса, мм | Наибольший диаметр комингса, мм | |||
| 0,5 | 0,7 | 1,0 | 1,5 | |
| Норма времени на один комплект, ч | ||||
| 4 | 0,50 | 0,85 | 1,36 | 1,46 |
| 6 | 0,51 | 0,86 | 1,39 | 1,57 |
| 8 | 0,52 | 0,87 | 1,41 | 1,68 |
| 10 | 0,53 | 0,89 | 1,43 | 1,80 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по установке комингсов горловин на плоские поверхности.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке комингсов горловин
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке комингсов горловин
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при установке комингсов без снятия крышки с комингса;
1,20 - при установке комингсов с установкой крышки на комингс;
1,30 - при установке комингсов под клепку.
Приложение № 37
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ БИМЕТАЛЛИЧЕСКИХ ПЛАНОК (ВСТАВОК)
1. Перечень выполняемых операций
Установка планок по разметке, проверка, обжатие, крепление на электроприхватки. Сдача работы. Гибка планок вручную с подгонкой по месту (по углу), проверка. Сдача работы.
2. Нормы времени на выполнение работ по установке биметаллических планок (вставок)
Таблица 1. Нормы времени на выполнение работ по установке биметаллических планок (вставок)
| Ширина планки мм | Наименования операций | |||
| Установка | Гибка | |||
| Виды планок | На ребро | На плоскость | ||
| Прямолинейный | Криволинейный | Норма времени на одну операцию гибки, ч | ||
| Норма на 1 м планки, ч | ||||
| 30 | 0,18 | 0,20 | 0,43 | 0,14 |
| 50 | 0,20 | 0,22 | 0,60 | 0,20 |
| 75 | 0,22 | 0,25 | 0,78 | 0,26 |
| 100 | 0,25 | 0,28 | - | - |
При стыковании торцов биметаллических планок норма времени на один стык устанавливается в размере 0,15 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок)
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок)
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 38
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ФУНДАМЕНТОВ
1. Перечень выполняемых операций
Установка фундамента по разметке под стыкование и обжатие, выравнивание, проверка, крепление на электроприхватки. Сдача работы.
2. Нормы времени на выполнение работ по установке фундаментов
Таблица 1. Нормы времени на выполнение работ по установке фундаментов
| Сумма основных размеров фундамента, м | Места установки фундаментов | |
| С набором | Без набора | |
| Норма времени на один фундамент, ч | ||
| 0,5 | 0,66 | 0,55 |
| 1,0 | 0,79 | 0,66 |
| 2,0 | 1,07 | 0,89 |
| 4,0 | 1,62 | 1,35 |
| 5,0 | 1,89 | 1,57 |
| 6,0 | 2,16 | 1,80 |
| 7,0 | 2,43 | 2,03 |
| 8,0 | 2,71 | 2,26 |
| 10,0 | 3,25 | 2,71 |
| 12,0 | 3,79 | 3,10 |
| 13,0 | 4,06 | 3,36 |
| 14,0 | 4,34 | 3,62 |
| 15,0 | 4,61 | 3,89 |
| 16,0 | 4,88 | 4,07 |
Нормы времени на стыкование и обжатие, удаление припусков, причерчивание кромок фундаментов определяются в соответствии с приложениями № 23, 44, 50 к типовым нормам.
Нормы времени на разметку мест установки определяются в соответствии с приложением № 49 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке фундаментов
Таблица 2. Средний разряд работы и состав звена на установку фундаментов с суммой основных размеров до 4,0 метров
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена на установку фундаментов с суммой основных размеров от 4,0 метров до 16,0 метров
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке фундаментов с припусками;
1,10 - при установке фундаментов с согласованием нескольких фундаментов между собой;
1,10 - при установке фундаментов на две плоскости;
1,20 - при установке фундаментов на три плоскости.
Приложение № 39
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО КРЕПЛЕНИЮ И ОБЖАТИЮ БОЛТАМИ КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Крепление конструкции на сборочные болты и обжим под сверление, перестановка болтов в процессе сверления. Снятие конструкции после сверления и зенкования, очистка от стружки, установка прокладки и обжим съемного листа. Установка конструкции на полномерные болты и обжим под клепку. Сдача работы.
2. Нормы времени на выполнение работ по креплению и обжатию болтами конструкций
Таблица 1. Нормы времени на выполнение работ по креплению и обжатию болтами конструкций
| Диаметр болта, мм | Количество болтов на 1 м, шт. | Обжатие болтами | |||
| Съемных листов | Под клепку | ||||
| Положения установки болтов | |||||
| Сверху, сбоку | Снизу | Сверху, сбоку | Снизу | ||
| Норма времени на 1 м соединения, ч | |||||
| 4 | 18 - 20 | 0,45 | 0,68 | 0,59 | 0,90 |
| 6; 8 | 13 - 17 | 0,44 | 0,65 | 0,57 | 0,86 |
| 10; 12 | 10 - 12 | 0,41 | 0,61 | 0,53 | 0,80 |
| 16; 20 | 8 - 9 | 0,34 | 0,50 | 0,43 | 0,65 |
| 22 | 6 - 7 | 0,32 | 0,46 | 0,39 | 0,60 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по креплению конструкций болтами под клепку двухрядным швом с применением пневматического гайковерта.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению и обжатию болтами конструкций
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению и обжатию болтами конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при креплении болтами вручную без гайковерта;
0,70 - при креплении однорядным швом;
1,15 - при креплении трехрядным швом;
1,50 - при креплении болтами книц, бракет и других мелких деталей;
1,30 - при креплении болтами с изготовлением и установкой прокладок в соединениях;
0,80 - при креплении болтами легких выгородок.
Приложение № 40
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО КЛЕПКЕ КОНСТРУКЦИЙ ХОЛОДНЫМ СПОСОБОМ ВРУЧНУЮ
1. Перечень выполняемых операций
Пробивка отверстия в прокладке. Вставка заклепки в отверстие. Клепка. Сдача работы.
2. Нормы времени на выполнение работ по клепке конструкций холодным способом вручную
Таблица 1. Нормы времени на выполнение работ по клепке конструкций холодным способом вручную
| Диаметр заклепки, мм | Места клепки | |||
| Стенд | Секция | |||
| Виды конструкций | ||||
| Без погиби | С погибью | Без погиби | С погибью | |
| Норма времени на одну заклепку, ч | ||||
| 4 | 0,012 | 0,014 | 0,014 | 0,020 |
| 6 | 0,017 | 0,020 | 0,021 | 0,025 |
| 8 | 0,023 | 0,028 | 0,028 | 0,034 |
| 10 | 0,030 | 0,036 | 0,035 | 0,042 |
| 13 | 0,039 | 0,047 | 0,045 | 0,054 |
| 16 | 0,046 | 0,055 | 0,055 | 0,066 |
| 20 | 0,059 | 0,070 | 0,069 | 0,830 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по клепке герметических швов (заклепками из АМг) с формированием плоской замыкающей головки и со снятием временных (сборочных) болтов.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по клепке конструкций холодным способом вручную
Таблица 2. Средний разряд работы и состав звена на клепку конструкций холодным способом вручную на стенде
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена на клепку конструкций холодным способом вручную на секции
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,0 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при клепке негерметических швов (без прокладок);
1,50 - при клепке стальными заклепками;
1,40 - при клепке с подбором заклепок разных видов от 1 до 15 шт.;
0,70 - при клепке прессовым методом (пневмоскобой);
1,20 - при клепке с обрезкой заклепок по длине;
1,20 - при клепке заклепками с потайной головкой;
1,40 - при клепке заклепками со сферической головкой;
1,10 - при клепке с нанесением герметика.
Приложение № 41
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И УДАЛЕНИЮ РЫБИН (ТЕХНОЛОГИЧЕСКИХ ЖЕСТКОСТЕЙ)
1. Перечень выполняемых операций
Установка рыбины, обжим с выравниванием волнистости кромок и крепление на электроприхватки. Сдача работы.
Удаление рыбины, зачистка мест прихваток пневматическим инструментом. Сдача работы.
2. Нормы времени на выполнение работ по установке и удалению рыбин (технологических жесткостей)
Таблица 1. Нормы времени на выполнение работ по установке и удалению рыбин (технологических жесткостей)
| Наименования операций | Поверхности узлов, секций | |
| Без погиби | С погибью | |
| Норма времени на 1 м соединения, ч | ||
| Установка | 0,09 | 0,11 |
| Удаление | 0,05 | 0,06 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по установке и удалению рыбин (технологических жесткостей) высотой до 0,2 м.
При изготовлении стальных рыбин с планками из АМг через 300 мм со сверлением отверстий, установкой и обжатием планок на болты норма времени устанавливается в размере 0,4 ч на 1 м.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рыбин (технологических жесткостей)
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рыбин (технологических жесткостей)
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,50 - при установке и удалении рыбин с вырезами для набора;
1,20 - при установке и удалении рыбин высотами более 0,2 м;
1,50 - при изготовлении и установке каркасов из рыбин по периметру.
Приложение № 42
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И УДАЛЕНИЮ РЫМОВ И ОБУХОВ
1. Перечень выполняемых операций
Разметка места установки. Установка рыма или обуха, обжим, крепление на электроприхватки. Сдача работы.
Удаление рыма или обуха, зачистка мест приварки пневматическим инструментом. Сдача работы.
2. Нормы времени на выполнение работ по установке и удалению рымов и обухов на плоских поверхностях
Таблица 1. Нормы времени на выполнение работ по установке и удалению рымов и обухов
| Наименования | Грузоподъемность рыма, обуха, т | |||||||||||||
| 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4 | 5 | 10 | 20 | 30 | 40 | 50 | |
| Норма времени на один рым, обух, ч | ||||||||||||||
| Установка | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,26 | 0,34 | 0,41 | 0,49 |
| Удаление | 0,09 | 0,10 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,20 | 0,22 | 0,31 | 0,41 | 0,49 | 0,59 |
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке и удалению рымов и обухов на плоских поверхностях.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рымов и обухов
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рымов и обухов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочный коэффициент
При установке рымов и обухов на болты к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,50.
Приложение № 43
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ОБЕЗЖИРИВАНИЮ И ЗАЧИСТКЕ КРОМОК СОЕДИНЕНИЙ И МЕСТ УСТАНОВКИ ДЕТАЛЕЙ
1. Перечень выполняемых операций
Обезжиривание и зачистка пневматической машинкой с металлической щеткой кромки стыкуемых соединений или места установки деталей. Сдача работы.
2. Нормы времени на выполнение работ по выполнению работ по обезжириванию и зачистке кромок соединений и мест установки деталей
Таблица 1. Нормы времени на выполнение работ по выполнению работ по обезжириванию и зачистке кромок соединений и мест установки деталей
| Ширина зачищаемых кромок, мм | |||
| 40 | 60 | 80 | 100 |
| Норма времени на 1 м зачищаемых кромок, ч | |||
| 0,03 | 0,04 | 0,05 | 0,06 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 1 | 2,0 |
4. Поправочные коэффициенты
При повторном обезжиривании и зачистке кромок к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,60.
При зачистке кромок дюриксом к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,90.
Приложение № 44
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УДАЛЕНИЮ ПРИПУСКОВ ПНЕВМОДИСКОВОЙ ПИЛОЙ
1. Перечень выполняемых операций
Удаление технологического припуска пневмодисковой пилой по разметке и обезжиривание. Сдача работы.
2. Нормы времени на выполнение работ по удалению припусков пневмодисковой пилой
Таблица 1. Нормы времени на выполнение работ по удалению припусков пневмодисковой пилой
| Толщина удаляемой кромки, мм | Виды конструкций | |||
| Без набора | С набором | |||
| Без погиби | С погибью | Без погиби | С погибью | |
| Норма времени на 1 м кромок, ч | ||||
| 5 | 0,09 | 0,11 | 0,18 | 0,22 |
| 10 | 0,10 | 0,12 | 0,20 | 0,24 |
| 20 | 0,12 | 0,14 | 0,24 | 0,29 |
| 30 | 0,14 | 0,17 | 0,28 | 0,34 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по удалению припусков пневмодисковой пилой
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по удалению припусков пневмодисковой пилой
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,40 - при удалении припусков на гофрированных конструкциях;
0,70 - при удалении припусков газоэлектрической резкой;
1,50 - при удалении припусков для снятия науглероживающего слоя борфрезой после газоэлектрической резки;
0,70 - при удалении припусков на станке (стационарной пилой);
1,20 - при удалении припусков на мелких деталях с длиной кромок до 0,5 м;
1,30 - при удалении припусков криволинейных кромок.
Приложение № 45
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗДЕЛКЕ ФАСОК БОРФРЕЗАМИ
1. Перечень выполняемых операций
Разметка фаски на кромках конструкции с нанесением контрольных линий, кернение. Разделка фаски и обезжиривание. Сдача работы.
2. Нормы времени на выполнение работ по разделке фасок борфрезами
Таблица 1. Нормы времени на выполнение работ по разделке фасок борфрезами
| Толщина материала, мм | Виды фасок | |
| Односторонняя | Двусторонняя | |
| Норма времени на 1 м кромки, ч | ||
| 5 | 0,20 | - |
| 10 | 0,34 | 0,45 |
| 15 | 0,47 | 0,63 |
| 20 | 0,61 | 0,82 |
| 30 | 0,88 | 1,18 |
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по разделке фасок прямолинейных кромок цилиндрической фрезой.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разделке фасок борфрезами
Таблица 2. Средний разряд работы и состав звена на разделку односторонних фасок борфрезами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
Таблица 3. Средний разряд работы и состав звена на разделку двусторонних фасок борфрезами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при разделке фасок на мелких деталях;
1,30 - при разделке фасок на криволинейных кромках;
1,50 - при разделке фасок.
Приложение № 46
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ МАЧТ ИЗ ТРУБ НА ПОСТЕЛЯХ ИЛИ В КОНДУКТОРАХ
1. Перечень выполняемых операций
Сборка основания мачты.
Укладка труб основания на лекала постели, выравнивание по осевым линиям и обжим к лекалам. Подгонка деталей основания мачты, стыковка и крепление на электроприхватки.
Установка распорных и раскосных труб мачты.
Предварительная установка и причерчивание торцов распорных и раскосных труб к мачте. Удаление припуска, окончательная установка и крепление на электроприхватки.
Сборка продольных труб рей и стоек для мачты.
Укладка продольных труб рей и стоек на лекала постели, выравнивание по осевым линиям, обжим к лекалам, подгонка стыков. Крепление раскосных труб, рей и стоек для мачты.
Установка распорных и раскосных труб, причерчивание торцов по продольным трубам, удаление припуска, обжим и крепление на электроприхватки. Сдача работы.
Типы соединений распорных и раскосных труб, рей и стоек мачты приведены на рисунке 1.
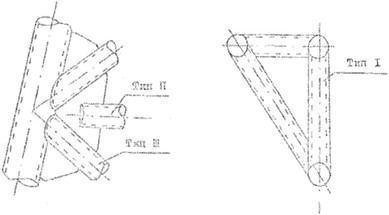
Рисунок 1. Типы соединений распорных и раскосных труб, рей и стоек мачты
2. Нормы времени на выполнение работ по сборке мачт из труб на постелях или в кондукторах
Нормы времени, приведенные в таблицах 1 - 4 настоящего приложения, устанавливаются на выполнение работ по сборке мачт на постелях из труб с припусками (без установки заделок, заглушек и без изготовления прорезей).
Таблица 1. Норма времени на сборку оснований мачт
| Длина трубы, м | Установка деталей на постели | Стыкование деталей, труб | |||||||
| Цилиндрических | Конических | ||||||||
| Диаметр трубы, мм | |||||||||
| 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 | |
| Норма на одну деталь, ч | Норма времени на один стык, ч | ||||||||
| 4 | 2,05 | 2,43 | 2,81 | 0,54 | 0,65 | 0,77 | 0,63 | 0,76 | 0,89 |
| 8 | 2,59 | 3,07 | 3,54 | ||||||
| 12 | 3,14 | 3,71 | 4,28 | ||||||
| 16 | 3,68 | 4,35 | 5,03 | ||||||
Таблица 2. Норма времени на установку распорных и раскосных труб мачт
| Длина трубы, м | Тип I | Тип II | Тип III | ||||||
| Диаметр трубы, мм | |||||||||
| 200 | 300 | 400 | 200 | 300 | 400 | 200 | 300 | 400 | |
| Норма времени на одну трубу, ч | |||||||||
| 1 | 2,32 | 2,94 | 3,57 | 3,02 | 3,83 | 4,64 | 4,64 | 5,89 | 7,14 |
| 2 | 2,63 | 3,33 | 4,04 | 3,42 | 4,34 | 5,25 | 5,25 | 6,66 | 8,08 |
| 4 | 3,24 | 4,11 | 4,97 | 4,21 | 5,33 | 6,47 | 6,47 | 8,20 | 9,95 |
| 6 | 3,84 | 4,88 | 5,91 | 5,00 | 6,34 | 7,68 | 7,68 | 9,75 | 11,82 |
Таблица 3. Норма времени на сборку продольных труб, рей и стоек для мачт
| Длина трубы, м | Установка деталей на постели | Стыкование деталей | ||
| Диаметр трубы, мм | ||||
| 50 | 100 | 50 | 100 | |
| Норма времени на одну деталь, ч | Норма времени на один стык, ч | |||
| 2 | 0,31 | 0,41 | 0,20 | 0,27 |
| 4 | 0,38 | 0,51 | ||
| 6 | 0,46 | 0,61 | ||
Таблица 4. Норма времени на установку распорных и раскосных труб, рей и стоек для мачт
| Длина трубы, м | Тип I | Тип III | ||
| Диаметр трубы, мм | ||||
| 50 | 100 | 50 | 100 | |
| Норма времени на одну трубу, ч | ||||
| 1 | 0,31 | 0,41 | 0,38 | 0,51 |
| 2 | 0,37 | 0,49 | 0,46 | 0,61 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке мачт из труб на постелях или в кондукторах
Таблица 5. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке мачт из труб на постелях или в кондукторах
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 3 | 3 | 4,08 |
| Сборщик корпусов металлических судов | 4 | |||
| Сборщик корпусов металлических судов | 3 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при сборке мачт из труб без припусков;
1,20 - при сборке мачт из труб на плите по плазу;
0,80 - при сборке мачт стыкованием труб "внахлест" (телескопических).
Приложение № 47
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СКРУГЛЕНИЮ КРОМОК
1. Перечень выполняемых операций
Скругление кромки детали с одной стороны плоскости при помощи пневматической машинки с кругом дюрекса с проверкой и доводкой радиуса скругления. Сдача работы.
2. Нормы времени на выполнение работ по скруглению кромок
Нормы времени, приведенные в таблице 1, устанавливаются для прямолинейных кромок после механической резки деталей.
Таблица 1. Нормы времени на выполнение работ по скруглению кромок
| Радиус скругления кромки, мм | ||||||||
| 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 |
| Норма времени на 1 м кромок, ч | ||||||||
| 0,010 | 0,015 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по скруглению кромок
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по скруглению кромок
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 1 | 2,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при скруглении кромок борфрезами;
1,20 - при скруглении кромок после плазменной резки;
1,20 - при скруглении криволинейных кромок.
Приложение № 48
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО НАГРЕВУ СОЕДИНЯЕМЫХ КРОМОК
1. Перечень выполняемых операций
Начальный нагрев зоны вдоль шва шириной 100 мм перед сваркой с контролем температуры термощупом или другим прибором. Поддержка температуры зоны в процессе сварки периодическим ее подогревом (сопутствующий нагрев).
2. Нормы времени на выполнение работ по нагреву соединяемых кромок
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение начального нагрева первого метра зоны вдоль шва в нижнем и вертикальном положениях.
Таблица 1. Нормы времени на выполнение работ по нагреву соединяемых кромок
| Температура нагрева материала, t° C | Температура окружающей среды, t° C | Толщина материала, мм | ||||
| 8 | 10 | 12 | 15 | 20 | ||
| Норма времени на 1 м шва, ч | ||||||
| 50 | 15 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 |
| 5 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | |
| 0 | 0,05 | 0,06 | 0,07 | 0,09 | 0,11 | |
| -5 | 0,06 | 0,07 | 0,08 | 0,10 | 0,13 | |
| -15 | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | |
| 100 | 15 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 |
| 5 | 0,05 | 0,06 | 0,07 | 0,09 | 0,11 | |
| 0 | 0,06 | 0,07 | 0,08 | 0,10 | 0,13 | |
| -5 | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | |
| -15 | 0,08 | 0,09 | 0,12 | 0,15 | 0,18 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по нагреву соединяемых кромок
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по нагреву соединяемых кромок
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,90 - при нагреве последующих метров (сопутствующий нагрев);
1,30 - при нагреве в потолочном положении.
Приложение № 49
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗМЕТКЕ МЕСТ УСТАНОВКИ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО НАБОРА
1. Перечень выполняемых операций
Построение диаметральной плоскости, контрольных и базовых линий, контура. Отметка точки продольного и поперечного набора, пробивка меловой ниткой, кернение. Сдача работы.
2. Нормы времени на выполнение работ по разметке мест установки продольного и поперечного набора
Нормы времени, приведенные в таблице 1, устанавливаются на разметку мест установки набора с построением контрольных линий при суммарных длинах размечаемых линий не менее 20 м.
Таблица 1. Нормы времени на выполнение работ по разметке мест установки продольного и поперечного набора
| Наименования размечаемых конструкций | Способы разметки | |
| По рейкам с плаза | По эскизам | |
| Норма времени на 1 м размечаемой линии, ч | ||
Узлы и секции, собираемые на плите | 0,023 | 0,034 |
Секции, собираемые на постелях, кроме секций оконечностей | 0,034 | 0,054 |
Секции оконечностей | 0,054 | 0,076 |
При разметке мест установки мелких деталей норма времени на одну деталь устанавливается в размере 0,05 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разметке мест установки продольного и поперечного набора
Таблица 2. Средний разряд работы и состав звена на разметку узлов секций, собираемых на плите
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на разметку секций, собираемых на постелях, кроме секций оконечностей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 4. Средний разряд работы и состав звена на разметку секций оконечности
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 3,73 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при разметке фундаментов;
1,50 - при разметке с применением шлангового уровня;
1,20 - при разметке при помощи отвеса;
1,30 - при разметке криволинейных контуров;
0,80 - при разметке с помощью шаблонов;
1,20 - при разметке линии длиной до 10 м;
1,10 - при разметке линии длиной до 20 м.
Приложение № 50
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРИПЕРЧИВАНИЮ КОНТУРОВКИ КРОМОК ДЕТАЛЕЙ, УЗЛОВ И СЕКЦИЙ
1. Перечень выполняемых операций
Причерчивание рейсмусом или отбивка меловой ниткой контура детали, узла, секции. Разметка контрольных линий, кернение. Сдача работы.
2. Нормы времени на выполнение работ по выполнению работ по причерчиванию контуровки кромок деталей, узлов и секций
Таблица 1. Нормы времени на выполнение работ по выполнению работ по причерчиванию контуровки кромок деталей, узлов и секций
| Типы конструкций | Виды кромок | |||
| Прямолинейный | Криволинейный | |||
| Без набора | С набором | Без набора | С набором | |
| Норма времени на 1 м контуруемой кромки, ч | ||||
| Детали, узлы, фундаменты | 0,04 | 0,08 | 0,06 | 0,12 |
| Плоскостные секции | 0,03 | 0,06 | 0,04 | 0,08 |
| Объемные секции | 0,06 | 0,12 | 0,08 | 0,16 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по причерчиванию контуровки кромок деталей, узлов и секций
Таблица 2. Средний разряд работы и состав звена на причерчивание контуровки кромок деталей, узлов, фундаментов и плоскостных секций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на причерчивание контуровки кромок объемных секций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,50 - при контуровке кромок по шаблонам;
1,20 - при контуровке кромок по эскизам с плаза;
1,50 - при контуровке с применением шлангового уровня;
1,50 - при контуровке с построением контрольных линий с вынесением размеров при помощи отвеса.
Приложение № 51
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗМЕТКЕ КОНТУРОВ ВЫРЕЗОВ
1. Перечень выполняемых операций
Разметка контура выреза по чертежу или эскизу с плаза, кернение и штриховка. Сдача работы.
2. Нормы времени на выполнение работ по разметке контуров вырезов
Нормы времени, приведенные в таблице 1, устанавливаются для выполнения работ на узлах и деталях на горизонтальных плоскостях (сверху).
Таблица 1. Нормы времени на выполнение работ по разметке контуров вырезов
| Формы контуров вырезов | Диаметр или сумма основных размеров вырезов, м | |||||||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
| Норма времени на один контур выреза, ч | ||||||||||
| Круглая | 0,08 | 0,13 | 0,17 | 0,20 | 0,25 | 0,29 | 0,34 | 0,45 | 0,55 | 0,64 |
| Прямоугольная | 0,11 | 0,16 | 0,22 | 0,27 | 0,32 | 0,37 | 0,45 | 0,58 | 0,71 | 0,84 |
| Эллиптическая | 0,15 | 0,22 | 0,30 | 0,36 | 0,44 | 0,52 | 0,62 | 0,81 | 0,98 | 1,16 |
Норма времени на определение местоположения одного контура выреза в блоках и секциях и нанесение исходных данных от базовых линий устанавливается в размере 0,30 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разметке контуров вырезов
Таблица 2. Средний разряд работы и состав звена на разметку круглых, прямоугольных контуров вырезов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на разметку эллиптических контуров вырезов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,50 - при разметке вырезов с обчерчиванием по шаблону;
1,50 - при разметке вырезов с определением исходной точки шланговым уровнем;
1,20 - при разметке вырезов с нанесением контрольной линии контура выреза;
1,50 - при разметке вырезов с двух сторон.
Приложение № 52
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СБОРКЕ УНИВЕРСАЛЬНЫХ (РАЗБОРНЫХ) ПОСТЕЛЕЙ И КОНДУКТОРОВ ИЗ ЛЕКАЛ
1. Перечень выполняемых операций
Разметка мест установки лекал. Установка лекал на стенд (основание), крепление на болты, проверка, крепление между собой жесткостями. Сдача работы.
2. Нормы времени на выполнение работ по выполнению работ по сборке универсальных (разборных) постелей и кондукторов из лекал
Таблица 1. Нормы времени на выполнение работ по выполнению работ по сборке универсальных (разборных) постелей и кондукторов из лекал
| Высота лекала, м | Длина лекала, м | |||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| Норма времени на одно лекало, ч | ||||||||||
| 0,3 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 2,9 | 3,1 | 3,3 |
| 0,5 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 |
| 1,0 | 2,2 | 2,4 | 2,7 | 2,9 | 3,2 | 3,4 | 3,5 | 3,6 | 3,8 | 4,1 |
| 1,5 | 2,6 | 2,9 | 3,2 | 3,4 | 3,6 | 3,8 | 3,9 | 4,1 | 4,3 | 4,5 |
| 2,0 | 3,2 | 3,4 | 3,7 | 3,9 | 4,1 | 4,3 | 4,4 | 4,5 | 4,8 | 5,0 |
| 2,5 | 3,4 | 3,6 | 3,9 | 4,1 | 4,3 | 4,5 | 4,6 | 4,7 | 5,0 | 5,2 |
| 3,0 | 3,6 | 3,8 | 4,1 | 4,3 | 4,5 | 4,7 | 4,9 | 5,0 | 5,2 | 5,4 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке универсальных (разборных) постелей и кондукторов из лекал
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сборке универсальных (разборных) постелей и кондукторов из лекал
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочный коэффициент
При разборке постелей или кондукторов к норме времени, приведенной в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,40.
Приложение № 53
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И ПРОВЕРКЕ СПЕЦИАЛИЗИРОВАННЫХ ПОСТЕЛЕЙ
1. Перечень выполняемых операций
Установка постели на сборочную площадку, выравнивание, проверка, крепление. Подготовка постели под установку шаблонов. Изготовление и установка стоек с разметкой под шаблоны. Установка шаблонов, крепление, приперчивание и перенос контрольных рисок с шаблонов на лекала, кернение. Снятие шаблонов. Сдача работы.
2. Нормы времени на выполнение работ на выполнение работ по установке и проверке специализированных постелей
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по проверке постелей с погибами в одном направлении с помощью шланговых ватерпасов с занесением данных в карты замеров.
Таблица 1. Нормы времени на выполнение работ на выполнение работ по установке и проверке специализированных постелей
| Наименование операции | Сумм основных размеров, м | |||||||
| 4 | 6 | 8 | 10 | 15 | 20 | 30 | 40 | |
| Норма времени на одну постель, ч | ||||||||
| Установка и проверка постелей | - | 3,6 | 4,5 | 5,4 | 6,3 | 7,2 | 9,0 | 10,8 |
| Проверка обводов лекал (установка шаблонов) | Норма времени на один шаблон, ч | |||||||
| 0,6 | 1,0 | 1,5 | 2,1 | 3,0 | 3,9 | 5,8 | 7,6 | |
При соединении сухарей (планок) из сплавов типа АМг с лекалами постелей на болты (2 болта на сухарь) норма времени устанавливается в размере 0,032 ч на 1 спаренный сухарь.
При демонтаже (снятии) болтов на один спаренный сухарь (2 болта на сухарь) норма времени устанавливается в размере 0,028 ч.
При обрезке сухарей (планок) пневмодисковой пилой по разметке норма времени устанавливается в размере 0,04 ч за 1 шт.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и проверке специализированных постелей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и проверке специализированных постелей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при проверке установки постелей и шаблонов на постели с помощью оптических приборов;
1,30 - при проверке установки постелей и шаблонов на постели со снятием корродированных болтов;
1,50 - при проверке установки постелей и шаблонов на постели для секций оконечностей.
Приложение № 54
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ НА ПРАВКУ КОРПУСНЫХ КОНСТРУКЦИЙ ПОСЛЕ СВАРКИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРАВКЕ КОРПУСНЫХ КОНСТРУКЦИЙ ПОСЛЕ СВАРКИ
1. Перечень выполняемых операций
Осмотр конструкции. Отметка участков, подлежащих правке. Правка конструкции, проверка. Сдача работы.
2. Нормы времени на правку корпусных конструкций после сварки, установленные как процентные отношения к нормам времени на соответствующие сборочные работы (далее - удельное значение трудоемкости)
В таблице 1 приведены максимальные удельные значения трудоемкости, которые могут быть уменьшены в зависимости от конкретных объемов работ по правке конструкций на основании заключения технологов-нормировщиков, выданного на рабочем месте.
Таблица 1. Удельные значения трудоемкости на правку корпусных конструкций
| Наименования конструкций, изделий | Толщин обшивки конструкции, мм | ||||
| 4 | 6 | 10 | 15 | 20 | |
| Удельное значение трудоемкости на правку (от сборочных работ), процент | |||||
Тавровый сварной набор | 26 | 25 | 24 | 22 | 21 |
Г-образный сварной набор | 28 | 27 | 26 | 24 | 23 |
Детали коробчатой формы из углового и швеллерного профиля | 30 | 29 | 28 | 26 | 25 |
Фундаменты из профильного материала | 25 | 24 | 23 | 21 | 20 |
Фундаменты из листового материала | 30 | 28 | 22 | 15 | 8 |
Платформы, палубы, переборки, выгородки, настилы, фальшборта | 13 | 12 | 11 | 10 | 9 |
Секции надстроек, рубок | 8 | 7 | 6 | 5 | 4 |
Блоки надстроек и рубок | 8 | 7 | 6 | 5 | 4 |
Днищевые плоскостные секции | 11 | 10 | 9 | 8 | 7 |
Днищевые объемные секции | 12 | 11 | 10 | 9 | 8 |
Бортовые плоскостные секции | 11 | 10 | 9 | 8 | 7 |
Бортовые объемные секции | 12 | 11 | 10 | 9 | 8 |
Носовые и кормовые плоскостные секции | 12 | 11 | 10 | 9 | 8 |
Носовые и кормовые объемные секции | 13 | 12 | 11 | 10 | 9 |
Блок-секции и блоки корпуса | 12 | 11 | 10 | 9 | 8 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по правке корпусных конструкций после сварки
Таблица 2. Средний разряд работы и состав звена на правку корпусных конструкций толщиной обшивки 4 мм после сварки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,12 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена на правку корпусных конструкций толщиной обшивки 6 мм, 10 мм, 15 мм, 20 мм после сварки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
Приложение № 55
к типовым отраслевым нормам времени на выполнение работ по узловой и секционной сборке корпусных конструкций из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО АРГОНОДУГОВОЙ ПРИХВАТКЕ ПРИ СБОРКЕ КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Крепление кромок конструкций, деталей, технологических креплений и приспособлений при помощи прихваток.
2. Нормы времени на выполнение работ по аргонодуговой прихватке при сборке конструкций, установленные как процентные отношения к нормам времени на соответствующие сборочные работы (далее - удельное значение трудоемкости)
В таблице 1 приведены максимальные удельные значения трудоемкости, которые могут быть уменьшены в зависимости от конкретных объемов работ по аргонодуговой прихватке на основании заключения технологов-нормировщиков, выданного на рабочем месте.
Таблица 1. Удельное значение трудоемкости работ по аргонодуговой прихватке при сборке конструкций
| Наименования конструкций, изделий | Удельное значение трудоемкости на прихватку от сборочных работ, процент |
Тавровый сварной набор | 30 |
Г-образный сварной набор | 28 |
Детали коробчатой формы из углового и швеллерного профилей | 30 |
Фундаменты из профильного материала | 25 |
Фундаменты из листового материала | 30 |
Платформы, палубы, переборки, выгородки, настилы, фальшборта, полотнища, листы | 23 |
Секции надстроек, рубок | 23 |
Блоки надстроек, рубок | 20 |
Днищевые плоскостные секции | 23 |
Днищевые объемные секции | 20 |
Бортовые плоскостные секции | 23 |
Бортовые объемные секции | 20 |
Носовые и кормовые плоскостные секции | 25 |
Носовые и кормовые объемные секции | 20 |
Блок-секции и блоки корпуса | 20 |
Секции надстроек, рубок | 23 |
Продольный набор, поперечный набор, пояски, комингсы, фермы, мачты, обечайки, трубы | 25 |
Флоры, стрингеры, киль | 25 |
Пиллерсы | 20 |
Кницы, бракеты, заделки, вварные и забойные листы, накладные листы, планки | 25 |
Приварыши, наклепыши, стаканы, кабельные коробки, бонки, шпильки | 25 |
Рымы, обуха, рыбины | 20 |
Шпангоутные рамы и полурамы | 25 |
3. Средний разряд работы и состав звена на выполнении работ по аргонодуговой прихватке при сборке конструкций
Таблица 2. Средний разряд работы и состав звена на выполнении работ по аргонодуговой прихватке при сборке конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
Приложение № 3
к приказу Минпромторга России
от 29 декабря 2025 г. № 6743
ТИПОВЫЕ ОТРАСЛЕВЫЕ НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РУЧНОЙ АРГОНОДУГОВОЙ СВАРКЕ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Настоящие типовые отраслевые нормы времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство) (далее - типовые нормы) предназначены для технического нормирования работ по ручной аргонодуговой сварке конструкций из алюминия и алюминиевых сплавов термически не упрочняющихся марок АД1, АМц, АМг2, АМг3, АМг5, АМг6, АМг61Н, термически упрочняющихся марок В48-4Т1, К48-1Т1, АМг62Т1 при строительстве кораблей, судов и плавучих конструкций (далее - суда) в условиях единичного и мелкосерийного производства.
2. Типы швов сварных соединений в типовых нормах установлены в соответствии с пунктом 3 ГОСТ 14806-80 "Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры", утвержденного и введенного в действие с 1 июля 1981 г. постановлением Государственного комитета СССР по стандартам от 24 июля 1980 г. № 3826 (Ежемесячный информационный указатель "Национальные стандарты", 1990, № 1).
3. Типовые нормы содержат:
а) комплексно обоснованные нормы затрат труда, установленные для однородных работ применительно к типовым технологическим (трудовым) процессам и типовым организационно-техническим условиям их выполнения при строительстве судов (далее - норма времени);
б) поправочные коэффициенты к нормам времени, учитывающие конструктивные особенности продукции и организационно-технические условия выполнения работ (далее - поправочные коэффициенты).
4. Нормы времени приведены в приложениях № 1 - 47 к типовым нормам:
1) нормы времени на сварку швов стыковых соединений с отбортовкой кромок односторонних С1 приведены в приложении № 1 к типовым нормам;
2) нормы времени на сварку швов стыковок соединений без скоса кромок односторонних С2 приведены в приложении № 2 к типовым нормам;
3) нормы времени на сварку швов стыковых соединений с отбортовкой одной кромки односторонних С3 приведены в приложении № 3 к типовым нормам;
4) нормы времени на сварку швов стыковых соединений без скоса кромок односторонних на съемной подкладке С4 приведены в приложении № 4 к типовым нормам;
5) нормы времени на сварку швов стыковых соединений без скоса кромок односторонних на остающейся подкладке С5 приведены в приложении № 5 к типовым нормам;
6) нормы времени на сварку швов стыковых соединений без скоса кромок двусторонних С7 приведены в приложении № 6 к типовым нормам;
7) нормы времени на сварку швов стыковых соединений с прямолинейным скосом одной кромки односторонних С8 приведены в приложении № 7 к типовым нормам;
8) нормы времени на сварку швов стыковых соединений с прямолинейным скосом одной кромки односторонних на съемной подкладке С9 приведены в приложении № 8 к типовым нормам;
9) нормы времени на сварку швов стыковых соединений с прямолинейным скосом одной кромки односторонних на остающейся подкладке С10 приведены в приложении № 9 к типовым нормам;
10) нормы времени на сварку швов стыковых соединений со скосом одной кромки двусторонних С12 приведены в приложении № 10 к типовым нормам;
11) нормы времени на сварку швов стыковых соединений с криволинейным скосом одной кромки двусторонних С13 приведены в приложении № 11 к типовым нормам;
12) нормы времени на сварку швов стыковых соединений с ломаным скосом одной кромки двусторонних С14 приведены в приложении № 12 к типовым нормам;
13) нормы времени на сварку швов стыковых соединений с двумя симметричными скосами одной кромки двусторонних С15 приведены в приложении № 13 к типовым нормам;
14) нормы времени на сварку швов стыковых соединений с двумя симметричными криволинейными скосами кромки двусторонних С16 приведены в приложении № 14 к типовым нормам;
15) нормы времени на сварку швов стыковых соединений со скосом двух кромок односторонних С17 приведены в приложении № 15 к типовым нормам;
16) нормы времени на сварку швов стыковых соединений со скосом двух кромок односторонних на съемной подкладке С18 приведены в приложении № 16 к типовым нормам;
17) нормы времени на сварку швов стыковых соединений со скосом двух кромок односторонних на остающейся подкладке С19 приведены в приложении № 17 к типовым нормам;
18) нормы времени на сварку швов стыковых соединений со скосом двух кромок двусторонних С21 приведены в приложении № 18 к типовым нормам;
19) нормы времени на сварку швов стыковых соединений с криволинейным скосом двух кромок двусторонних С23 приведены в приложении № 19 к типовым нормам;
20) нормы времени на сварку швов стыковых соединений с ломаным скосом двух кромок двусторонних С24 приведены в приложении № 20 к типовым нормам;
21) нормы времени на сварку швов стыковых соединений с двумя симметричными скосами кромок двусторонних С25 приведены в приложении № 21 к типовым нормам;
22) нормы времени на сварку швов стыковых соединений с двумя симметричными криволинейными скосами кромок двусторонних С26 приведены в приложении № 22 к типовым нормам;
23) нормы времени на сварку швов стыковых соединений с двумя симметричными ломаными скосами кромок двусторонних С27 приведены в приложении № 23 к типовым нормам;
24) нормы времени на сварку швов стыковых соединений с двумя несимметричными скосами двух кромок двусторонних С39 приведены в приложении № 24 к типовым нормам;
25) нормы времени на сварку швов стыковых соединений с двумя несимметричными скосами одной кромки двусторонних С43 приведены в приложении № 25 к типовым нормам;
26) нормы времени на сварку швов стыковых соединений с двумя симметричными скосами одной кромки по ломаной линии С44 приведены в приложении № 26 к типовым нормам;
27) нормы времени на сварку швов тавровых соединений без скоса кромок односторонних Т1 и двусторонних Т3 приведены в приложении № 27 к типовым нормам;
28) нормы времени на сварку швов тавровых соединений с криволинейным скосом одной кромки двусторонних Т2 приведены в приложении № 28 к типовым нормам;
29) нормы времени на сварку швов тавровых соединений с двумя симметричными криволинейными скосами одной кромки двусторонних Т5 приведены в приложении № 29 к типовым нормам;
30) нормы времени на сварку швов тавровых соединений со скосом одной кромки односторонних Т6 и двусторонних Т7 приведены в приложении № 30 к типовым нормам;
31) нормы времени на сварку швов тавровых соединений с двумя симметричными скосами одной кромки двусторонних Т8 приведены в приложении № 31 к типовым нормам;
32) нормы времени на сварку швов тавровых соединений, с двумя симметричными ломаными скосами одной кромки двусторонних Т10 приведены в приложении № 32 к типовым нормам;
33) нормы времени на сварку швов угловых соединений с отбортовкой одной кромки односторонних У1 приведены в приложении № 33 к типовым нормам;
34) нормы времени на сварку швов угловых соединений без скоса кромок односторонних У4 и двусторонних У5 приведены в приложении № 34 к типовым нормам;
35) нормы времени на сварку швов угловых соединений без скоса кромок односторонних У4 и двусторонних У5 приведены в приложении № 35 к типовым нормам;
36) нормы времени на сварку швов угловых соединений со скосом одной кромки односторонних У6 приведены в приложении № 36 к типовым нормам;
37) нормы времени на сварку швов угловых соединений со скосом одной кромки двусторонних Т7 приведены в приложении № 37 к типовым нормам;
38) нормы времени на сварку швов угловых соединений с двумя симметричными скосами одной кромки двусторонних У8 приведены в приложении № 38 к типовым нормам;
39) нормы времени на сварку швов угловых соединений со скосом кромок односторонних У9 приведены в приложении № 39 к типовым нормам;
40) нормы времени на сварку швов угловых соединений со скосом двух кромок двусторонних У10 приведены в приложении № 40 к типовым нормам;
41) нормы времени на сварку швов угловых соединений с криволинейным скосом одной кромки двусторонних У11 приведены в приложении № 41 к типовым нормам;
42) нормы времени на сварку швов угловых соединений с ломаным скосом одной кромки двусторонних У12 приведены в приложении № 42 к типовым нормам;
43) нормы времени на сварку швов угловых соединений с двумя симметричными криволинейными скосами одной кромки двусторонних У13 приведены в приложении № 43 к типовым нормам;
44) нормы времени на сварку швов угловых соединений с двумя симметричными ломаными скосами одной кромки двусторонних У14 приведены в приложении № 44 к типовым нормам;
45) нормы времени на сварку швов нахлесточных соединений без скоса кромок односторонних Н2 приведены в приложении № 45 к типовым нормам;
46) нормы времени на пролудку и наплавку технологических валиков для отделки стыковых сварных швов термоупрочняющихся сплавов приведены в приложении № 46 к типовым нормам;
47) нормы времени на зачистку свариваемых кромок перед сваркой приведены в приложении № 47 к типовым нормам.
5. Нормы времени, приведенные в типовых нормах, установлены для выполнения работ в условиях бригадной организации труда, при которой:
а) работы по ручной аргонодуговой сварке судовых конструкций из алюминия и алюминиевых сплавов выполняются электросварщиками или группами электросварщиков (далее - звено);
б) формирование звеньев из членов бригады, распределение и закрепление работ за звеньями осуществляются исходя из квалификации членов бригады.
6. Нормы времени, приведенные в типовых нормах, установлены с учетом следующих организационно-технических условий выполнения работ:
а) узлы и конструкции собраны в соответствии с чертежами и техническими условиями на изготовление свариваемых изделий с соблюдением размеров конструктивных элементов кромок под сварку;
б) сварочные материалы: присадка, электрод, защитный газ, необходимые компоненты - соответствуют техническим условиям и стандартам;
в) рабочее место сварщика соответствует требованиям по безопасности труда, оснащено необходимым исправным оборудованием, инструментом и обеспечено соответствующей характеру работ технологической оснасткой и необходимыми подъемно-транспортными средствами;
г) работы выполняются с соблюдением сварщиком заданных режимов сварки;
д) обслуживание сварочного участка обеспечивается дежурным наладчиком.
7. Нормами времени учтены затраты времени на соблюдение сварщиком требований по безопасности труда.
8. Нормами времени не учтены затраты времени на работы, выполняемые в организации централизованно (вспомогательные работы), по:
а) подаче, кантовке, перестановке и уборке крупногабаритных и тяжеловесных изделий;
б) установке лесов, подмостей и ограждений.
9. Нормами времени, приведенными в типовых нормах, учтено:
а) оперативное время;
б) время организационно-технического обслуживания рабочего места;
в) время на отдых и личные надобности;
г) подготовительно-заключительное время.
10. Оперативное время включает:
а) время непосредственного образования сварного шва путем расплавления основного и присадочного металла (далее - основное время);
б) время, зависящее от длины свариваемого шва, и время, зависящее от свариваемого изделия и типа оборудования (далее - вспомогательное время).
11. Поправочные коэффициенты к нормам времени приведены в приложении № 48 к типовым нормам.
12. Нормы вспомогательного времени, зависящего от длины сварного шва, и нормы вспомогательного времени, зависящего от изделий и типа оборудования, приведены в приложении № 49 к типовым нормам.
Время, зависящее от длины свариваемого шва, предусматривает затраты рабочего времени на следующие трудовые приемы:
смена присадочного прутка (таблица 1 приложения № 49 к типовым нормам);
зачистка шва от окисной пленки после каждого прохода (таблица 2 приложения № 49 к типовым нормам);
осмотр, контроль размеров и клеймение шва (таблица 3 приложения № 49 к типовым нормам).
Время, зависящее от свариваемого изделия и типа оборудования, предусматривает затраты рабочего времени на следующие трудовые приемы:
установка в приспособление или на рабочее место изделий (узлов), поворот и снятие ручным способом или краном (таблицы 4 и 5 приложения № 49 к типовым нормам);
крепление и открепление деталей прижимными приспособлениями (таблица 6 приложения № 49 к типовым нормам);
перемещение сварщика (таблицы 7 и 8 приложения № 49 к типовым нормам).
13. Время организационно-технического обслуживания рабочего места по данным фотохронометражных наблюдений составляет 8 процентов от оперативного времени и включает затраты времени на:
а) раскладывание и уборку инструмента и присадочного материала;
б) подготовку к работе аппаратуры и инструмента;
в) прочистку горелок, регулирование вылета и смену вольфрамового электрода в течение рабочего дня;
г) включение, регулирование и выключение источника питания;
д) уход за оборудованием, уборку рабочего места.
14. Время на отдых и личные надобности по данным фотохронометражных наблюдений составляет 7 процентов от оперативного времени.
15. Подготовительно-заключительное время включает затраты времени на:
а) получение производственного задания на выполнение работы;
б) ознакомление с работой и инструктаж мастера в начале смены;
в) подготовку оборудования приспособлений к работе;
г) получение инструмента, электродов, присадочного материала;
д) установление заданных режимов;
е) сдачу работы.
16. Подготовительно-заключительное время включено в состав норм времени. Значения подготовительно-заключительного времени, определенного по данным фотохронометражных наблюдений в зависимости от группы конструкций и места выполнения работ, приведены в таблице 1.
Таблица 1. Соотношение подготовительно-заключительного и оперативного времени в зависимости от группы конструкций и места выполнения работ
| Группы конструкций | Соотношение подготовительно-заключительного и оперативного времени, процент |
| Первая группа | |
Сварка на сварочном столе неответственных деталей и узлов простой конфигурации | 6 |
Группы конструкций | Соотношение подготовительно-заключительного |
| Группы конструкций | Соотношение подготовительно-заключительного и оперативного времени, процент и оперативного времени, процент |
| Первая группа | |
Сварка на стенде полотнищ, собранных из листов | 6 |
Сварка на стенде плоскостных секций, собранных из полотнищ и листов, с приваркой набора | |
Сварка на сварочном столе и приварка простых легких фундаментов на плоскостных секциях | |
| Вторая группа | |
Сварка с использованием технологической оснастки полуобъемных и объемных палубных, днищевых и секций с приваркой набора | 8 |
Сварка стыков набора и приварка его к обшивке в полуобъемных, объемных, блок-секциях корпуса и надстроек и при формировании корпуса | |
Сварка в кондукторе фундаментов средней сложности и сложной конфигурации | |
Приварка узлов и деталей россыпью, а также слесарно-монтажного насыщения в полуобъемных и объемных секциях, блок-секциях корпуса и надстроек и при формировании корпуса | 8 |
Приварка легких переборок и выгородок | |
| Третья группа | |
Сварка монтажных стыков и пазов обшивки в блок-секциях корпуса и надстроек и при формировании корпуса | 10 |
Приварка секций палуб, платформ и непроницаемых переборок в блок-секциях корпуса и надстроек и при формировании корпуса | |
Приварка ответственных фундаментов средней сложности и сложной конфигурации в объемных секциях, блок-секциях и корпусе судна | |
17. При определении нормы времени на сварку шва с противоположной стороны после подрубки корня основного шва к нормам времени, указанным в подпунктах 6, 10 - 14, 18 - 29, 31, 33 и 38 пункта 4 типовых норм, применяется поправочный коэффициент 1,2.
18. Нормы времени, приведенные в типовых нормах, установлены для приварки конструкций на горизонтальной плоскости в нижнем положении шва (работы выполняются на плоскостях, находящихся под углом не более 19 градусов по отношению к горизонтальной плоскости). Нормы времени для других пространственных положений определяются через поправочные коэффициенты, приведенные в таблице 2 приложения № 48 к типовым нормам.
19. Типовые нормы установлены для первой группы конструкций. Нормы времени для второй группы конструкций рассчитываются с применением коэффициента 1,04, нормы времени для третьей группы конструкций рассчитываются с применением поправочного коэффициента 1,15.
20. Нормы времени, указанные в подпунктах 6, 13, 14, 21 - 23, 26, 27, 29, 31, 32, 43 и 45 пункта 4 типовых норм, установлены на сварку шва с одной стороны. При последующей сварке шва с противоположной стороны применяются эти же нормы времени.
21. Нормы времени, указанные в подпунктах 30, 34, 37 и 40 пункта 4 типовых норм, установлены на сварку шва с одной стороны. При последующей сварке шва с противоположной стороны применяются нормы времени, приведенные в приложении № 27 к типовым нормам.
22. При сварке прерывистых, цепных и шахматных швов применяются нормы времени, приведенные в приложениях № 28, 29 и 45 к типовым нормам, при этом в длину шва для определения нормы времени включается только длина непосредственно свариваемых участков. Общая длина шва учитывается поправочным коэффициентом, применяемым в зависимости от вида и длины сварного шва, приведенным в таблице 1 приложения № 48 к типовым нормам.
23. Нормы времени на зачистку кромок перед сваркой не включены в состав норм времени, указанных в подпунктах 1 - 17 пункта 4 типовых норм, они определяются дополнительно. Нормы времени на зачистку кромок перед сваркой приведены в приложении № 47 к типовым нормам.
24. Норма времени на выполнение работы рассчитывается по формулам:
а) при сварке одного типа шва - по формуле:
Tн = T.L.K1 * К2 * К3,
где:
Tн - норма времени на работу при одном типа шва, ч;
T - норма времени на 1 м шва, ч;
L - длина сварочного шва, м;
К1 - коэффициент, применяемый в зависимости от вида и длины сварного шва, приведенный в таблице 1 приложения № 48 к типовым нормам;
К2 - коэффициент, применяемый в зависимости от пространственного положения шва, приведенный в таблице 2 приложения № 48 к типовым нормам;
К3 - коэффициент, применяемый в зависимости от условий сварки, приведенный в таблице 3 приложения № 48 к типовым нормам.
б) при сварке изделий - по формуле:
Tн1 = (T1L1К1К2К3 + T2L2К1К2К3 +... + TnLnК1К2К3)N,
где:
Tн1 - норма времени на партию изделий, ч;
T1, T2... Tn - нормы времени на 1 м шва по типам швов, ч;
L1, L2... Ln - длина швов на изделии по типам швов, м;
К1 - коэффициент, применяемый в зависимости от вида и длины сварного шва, приведенный в таблице 1 приложения № 48 к типовым нормам;
К2 - коэффициент, применяемый в зависимости от пространственного положения шва, приведенный в таблице 2 приложения № 48 к типовым нормам;
К3 - коэффициент, применяемый в зависимости от условий сварки, приведенный в таблице 3 приложения № 48 к типовым нормам;
n - количество швов в изделии;
N - количество изделий в партии.
Приложение № 1
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ОТБОРТОВКОЙ КРОМОК ОДНОСТОРОННИХ С1
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| от 0,8 до 1,0 | 1,0 | 4,3 | 1 | 0,147 | 0,152 | 0,168 |
| от 1,2 до 1,5 | 2,0 | 7,8 | 1 | 0,212 | 0,220 | 0,242 |
| от 1,6 до 2,0 | 2,0 | 11,6 | 1 | 0,231 | 0,239 | 0,263 |
Приложение № 2
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМА ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВОК СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ С2
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| от 8 до 1,0 | 1,0 | 4,5 | 1 | 0,16 | 0,17 | 0,19 |
| 1,5 | 2,0 | 6,4 | 1 | 0,17 | 0,18 | 0,20 |
| 2,0 | 2,0 | 6,5 | 1 | 0,13 | 0,14 | 0,15 |
| 2,5 | 3,0 | 6,6 | 1 | 0,11 | 0,12 | 0,13 |
| 3,0 | 3,0 | 10,5 | 1 | 0,17 | 0,18 | 0,20 |
| 4,0 | 4,0 | 11,0 | 1 | 0,13 | 0,14 | 0,15 |
| 5,0 | 4,0 | 27,5 | 2 | 0,29 | 0,30 | 0,33 |
| 6,0 | 4,0 | 31,1 | 2 | 0,29 | 0,30 | 0,33 |
Приложение № 3
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ОТБОРТОВКОЙ ОДНОЙ КРОМКИ ОДНОСТОРОННИХ С3
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 0,8 | 1,0 | 11,7 | 1 | 0,388 | 0,402 | 0,443 |
| 1,0 | 1,0 | 13,8 | 1 | 0,457 | 0,473 | 0,521 |
| 1,5 | 2,0 | 27,1 | 1 | 0,714 | 0,739 | 0,814 |
| 2,0 | 2,0 | 37,7 | 2 | 0,734 | 0,760 | 0,837 |
| 2,5 | 3,0 | 37,7 | 2 | 0,605 | 0,627 | 0,690 |
| 3,0 | 3,0 | 38,3 | 2 | 0,616 | 0,638 | 0,703 |
| 4,0 | 4,0 | 38,4 | 2 | 0,453 | 0,469 | 0,517 |
Приложение № 4
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ НА СЪЕМНОЙ ПОДКЛАДКЕ С4
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| от 0,8 до 1,0 | 1,0 | 4,4 | 1 | 0,150 | 0,156 | 0,171 |
| 1,5 | 2,0 | 6,4 | 1 | 0,176 | 0,182 | 0,201 |
| 2,0 | 2,0 | 6,5 | 1 | 0,133 | 0,138 | 0,152 |
| 2,5 | 3,0 | 10,1 | 1 | 0,167 | 0,173 | 0,190 |
| 3,0 | 3,0 | 10,7 | 1 | 0,176 | 0,182 | 0,201 |
| 4,0 | 4,0 | 11,7 | 1 | 0,142 | 0,147 | 0,162 |
| 5,0 | 4,0 | 12,3 | 1 | 0,137 | 0,162 | 0,156 |
| 6,0 | 4,0 | 31,5 | 1 | 0,295 | 0,306 | 0,337 |
Приложение № 5
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ НА ОСТАЮЩЕЙСЯ ПОДКЛАДКЕ С5
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| от 0,8 до 1,0 | 1,0 | 4,8 | 1 | 0,163 | 0,169 | 0,186 |
| 1,5 | 2,0 | 6,0 | 1 | 0,164 | 0,170 | 0,187 |
| 2,0 | 2,0 | 6,0 | 1 | 0,122 | 0,127 | 0,140 |
| 2,0 | 3,0 | 11,3 | 1 | 0,186 | 0,192 | 0,212 |
| 3,0 | 3,0 | 12,2 | 1 | 0,200 | 0,297 | 0,228 |
| 4,0 | 4,0 | 13,7 | 1 | 0,165 | 0,171 | 0,188 |
| 5,0 | 4,0 | 15,0 | 1 | 0,163 | 0,168 | 0,186 |
Приложение № 6
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ДВУСТОРОННИХ С7
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 2,0 | 2,0 | 7,1 | 1 | 0,144 | 0,169 | 0,164 |
| 2,5 | 3,0 | 7,6 | 1 | 0,127 | 0,132 | 0,145 |
| 3,0 | 3,0 | 8,0 | 1 | 0,134 | 0,139 | 0,153 |
| 4,0 | 4,0 | 8,8 | 1 | 0,109 | 0,113 | 0,124 |
| 5,0 | 4,0 | 9,4 | 1 | 0,105 | 0,109 | 0,120 |
| 6,0 | 4,0 | 10,0 | 1 | 0,099 | 0,103 | 0,113 |
Приложение № 7
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ПРЯМОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИХ С8
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 23,5 | 1 | 0,276 | 0,286 | 0,315 |
| 5,0 | 4,0 | 31,3 | 1 | 0,329 | 0,341 | 0,374 |
| 6,0 | 4,0 | 39,6 | 2 | 0,372 | 0,385 | 0,424 |
| 7,0 | 4,0 | 48,3 | 2 | 0,395 | 0,409 | 0,451 |
| 8,0 | 4,0 | 57,4 | 2 | 0,467 | 0,484 | 0,533 |
| 9,0 | 4,0 | 66,8 | 2 | 0,465 | 0,481 | 0,530 |
| 10,0 | 4,0 | 76,5 | 3 | 0,534 | 0,553 | 0,609 |
| 12,0 | 5,0 | 117,6 | 4 | 0,791 | 0,819 | 0,902 |
| 14,0 | 5,0 | 165,8 | 5 | 1,113 | 1,152 | 1,269 |
| 16,0 | 5,0 | 223,4 | 7 | 1,369 | 1,417 | 1,561 |
| 18,0 | 5,0 | 290,5 | 9 | 1,779 | 1,841 | 2,029 |
| 20,0 | 5,0 | 567,5 | 11 | 2,248 | 2,327 | 2,564 |
Приложение № 8
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ПРЯМОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ, ОДНОСТОРОННИХ НА СЪЕМНОЙ ПОДКЛАДКЕ С9
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 23,3 | 1 | 0,276 | 0,286 | 0,315 |
| 5,0 | 4,0 | 31,3 | 1 | 0,329 | 0,341 | 0,376 |
| 6,0 | 4,0 | 39,6 | 2 | 0,372 | 0,385 | 0,424 |
| 7,0 | 4,0 | 48,3 | 2 | 0,395 | 0,489 | 0,451 |
| 8,0 | 4,0 | 57,4 | 2 | 0,467 | 0,484 | 0,533 |
| 9,0 | 4,0 | 66,8 | 2 | 0,465 | 0,481 | 0,530 |
| 10,0 | 4,0 | 76,5 | 3 | 0,534 | 0,553 | 0,609 |
| 12,0 | 5,0 | 123,6 | 4 | 0,831 | 0,861 | 0,948 |
| 14,0 | 5,0 | 172,0 | 5 | 1,153 | 1,196 | 1,315 |
| 16,0 | 5,0 | 229,1 | 7 | 1,403 | 1,452 | 1,600 |
| 18,0 | 5,0 | 294,8 | 9 | 1,805 | 1,868 | 2,058 |
| 20,0 | 5,0 | 369,5 | 11 | 2,260 | 2,339 | 2,577 |
Приложение № 9
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ПРЯМОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ, ОДНОСТОРОННИХ НА ОСТАЮЩЕЙСЯ ПОДКЛАДКЕ С10
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 36,0 | 2 | 0,422 | 0,437 | 0,481 |
| 5,0 | 4,0 | 47,5 | 2 | 0,499 | 0,517 | 0,569 |
| 6,0 | 4,0 | 59,7 | 2 | 0,555 | 0,576 | 0,633 |
| 7,0 | 4,0 | 72,3 | 3 | 0,590 | 0,610 | 0,672 |
| 8,0 | 4,0 | 85,4 | 3 | 0,696 | 0,719 | 0,792 |
| 9,0 | 4,0 | 99,0 | 3 | 0,687 | 0,711 | 0,784 |
| 10,0 | 4,0 | 112,9 | 4 | 0,785 | 0,813 | 0,895 |
| 12,0 | 5,0 | 141,7 | 5 | 0,954 | 0,987 | 1,088 |
| 14,0 | 5,0 | 171,7 | 5 | 1,151 | 1,192 | 1,313 |
| 16,0 | 5,0 | 268,9 | 8 | 1,645 | 1,793 | 1,876 |
| 18,0 | 5,0 | 332,8 | 10 | 2,036 | 2,188 | 2,322 |
| 20,0 | 5,0 | 402,9 | 12 | 2,464 | 2,550 | 2,809 |
Приложение № 10
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ С12
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 4,0 | 4,0 | 23,3 | 1 | 0,276 | 0,286 | 0,315 |
| 5,0 | 4,0 | 31,3 | 1 | 0,329 | 0,341 | 0,376 |
| 6,0 | 4,0 | 39,6 | 2 | 0,372 | 0,385 | 0,424 |
| 7,0 | 4,0 | 48,3 | 2 | 0,395 | 0,409 | 0,451 |
| 8,0 | 4,0 | 57,4 | 2 | 0,467 | 0,484 | 0,533 |
| 9,0 | 4,0 | 66,8 | 2 | 0,465 | 0,481 | 0,530 |
| 10,0 | 4,0 | 76,5 | 3 | 0,534 | 0,553 | 0,609 |
| 12,0 | 5,0 | 117,9 | 4 | 0,794 | 0,821 | 0,905 |
| 14,0 | 5,0 | 160,8 | 5 | 1,079 | 1,117 | 1,231 |
| 16,0 | 5,0 | 210,5 | 6 | 1,288 | 1,333 | 1,469 |
| 18,0 | 5,0 | 266,8 | 8 | 1,633 | 1,690 | 1,862 |
| 20,0 | 5,0 | 329,9 | 10 | 2,019 | 2,089 | 2,302 |
| Шов с противоположной стороны | ||||||
| 4,0 | 4,0 | 15,0 | 1 | 0,178 | 0,185 | 0,203 |
| 5,0 | 4,0 | 15,0 | 1 | 0,161 | 0,166 | 0,183 |
| 6,0 | 4,0 | 15,0 | 1 | 0,144 | 0,149 | 0,164 |
| от 7,0 до 8,0 | 4,0 | 15,0 | 1 | 0,126 | 0,130 | 0,144 |
| от 9,0 до 10,0 | 4,0 | 15,0 | 1 | 0,109 | 0,113 | 0,124 |
| 12,0 | 5,0 | 15,0 | 1 | 0,106 | 0,104 | 0,120 |
| 14,0 | 5,0 | 19,5 | 1 | 0,135 | 0,140 | 0,154 |
| от 16,0 до 20,0 | 5,0 | 19,5 | 1 | 0,124 | 0,128 | 0,141 |
Приложение № 11
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С КРИВОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ С13
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 16,0 | 5,0 | 225,6 | 7 | 1,382 | 1,431 | 1,576 |
| 18,0 | 5,0 | 265,6 | 8 | 1,626 | 1,683 | 1,854 |
| 20,0 | 5,0 | 307,3 | 9 | 1,880 | 1,946 | 2,144 |
| 22,0 | 5,0 | 350,7 | 11 | 2,147 | 2,222 | 2,448 |
| 24,0 | 5,0 | 395,6 | 12 | 2,420 | 2,505 | 2,760 |
| 26,0 | 5,0 | 442,0 | 13 | 2,702 | 2,797 | 3,082 |
| 28,0 | 5,0 | 489,8 | 14 | 2,993 | 3,098 | 3,413 |
| 30,0 | 5,0 | 538,9 | 16 | 3,294 | 3,410 | 3,757 |
| Шов с противоположной стороны | ||||||
| от 16,0 до 30,0 | 5,0 | 22,8 | 1 | 0,144 | 0,149 | 0,164 |
Приложение № 12
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ЛОМАНЫМ СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ С14
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 16,0 | 5,0 | 224,5 | 7 | 1,376 | 1,424 | 1,569 |
| 18,0 | 5,0 | 269,5 | 8 | 1,649 | 1,707 | 1,881 |
| 20,0 | 5,0 | 317,2 | 10 | 1,942 | 2,011 | 2,215 |
| 22,0 | 5,0 | 367,7 | 11 | 2,249 | 2,328 | 2,565 |
| 24,0 | 5,0 | 420,7 | 12 | 2,571 | 2,661 | 2,932 |
| 26,0 | 5,0 | 476,2 | 14 | 2,911 | 3,013 | 3,319 |
| 28,0 | 5,0 | 534,1 | 16 | 3,265 | 3,380 | 3,723 |
| 30,0 | 5,0 | 594,3 | 17 | 3,630 | 3,757 | 4,140 |
| Шов с противоположной стороны | ||||||
| от 16,0 до 30,0 | 5,0 | 22,8 | 1 | 0,144 | 0,149 | 0,164 |
Приложение № 13
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ С15
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 12,0 | 5,0 | 48,6 | 2 | 0,330 | 0,342 | 0,377 |
| 14,0 | 5,0 | 65,2 | 2 | 0,440 | 0,455 | 0,501 |
| 16,0 | 5,0 | 84,0 | 3 | 0,518 | 0,537 | 0,591 |
| 18,0 | 5,0 | 105,2 | 3 | 0,645 | 0,668 | 0,736 |
| 20,0 | 5,0 | 128,5 | 4 | 0,789 | 0,817 | 0,900 |
| 22,0 | 5,0 | 154,0 | 5 | 0,946 | 0,979 | 1,078 |
| 24,0 | 5,0 | 181,8 | 6 | 1,116 | 1,153 | 1,272 |
| 26,0 | 5,0 | 211,7 | 7 | 1,299 | 1,344 | 1,481 |
| 28,0 | 5,0 | 243,7 | 7 | 1,491 | 1,543 | 1,700 |
| 30,0 | 5,0 | 277,9 | 8 | 1,700 | 1,759 | 1,938 |
| 32,0 | 5,0 | 314,2 | 9 | 1,921 | 1,988 | 2,191 |
| 34,0 | 5,0 | 352,6 | 11 | 2,158 | 2,234 | 2,461 |
| 35,0 | 5,0 | 372,6 | 11 | 2,279 | 2,359 | 2,598 |
Приложение № 14
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ КРИВОЛИНЕЙНЫМИ СКОСАМИ КРОМКИ ДВУСТОРОННИХ С16
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 32,0 | 5,0 | 272,9 | 8 | 1,669 | 1,728 | 1,904 |
| 34,0 | 5,0 | 294,9 | 9 | 1,805 | 1,868 | 2,058 |
| 36,0 | 5,0 | 317,2 | 10 | 1,963 | 2,011 | 2,215 |
| 38,0 | 5,0 | 340,0 | 10 | 2,079 | 2,152 | 2,371 |
| 40,0 | 5,0 | 363,0 | 11 | 2,221 | 2,299 | 2,533 |
| 42,0 | 5,0 | 386,4 | 12 | 2,365 | 2,448 | 2,697 |
| 44,0 | 5,0 | 410,1 | 12 | 2,507 | 2,593 | 2,859 |
| 46,0 | 5,0 | 434,1 | 13 | 2,634 | 2,748 | 3,027 |
| 48,0 | 5,0 | 458,4 | 14 | 2,804 | 2,902 | 3,197 |
| 50,0 | 5,0 | 482,9 | 14 | 2,951 | 3,053 | 5,366 |
| 52,0 | 5,0 | 507,8 | 15 | 3,104 | 3,213 | 3,540 |
| 54,0 | 5,0 | 532,9 | 16 | 3,258 | 3,373 | 3,715 |
| 56,0 | 5,0 | 558,3 | 16 | 3,411 | 3,530 | 3,889 |
| 58,0 | 5,0 | 583,9 | 17 | 3,568 | 3,693 | 6,069 |
| 60,0 | 5,0 | 609,8 | 18 | 3,727 | 3,858 | 4,250 |
Приложение № 15
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ДВУХ КРОМОК ОДНОСТОРОННИХ С17
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 21,7 | 1 | 0,255 | 0,264 | 0,291 |
| 5,0 | 4,0 | 28,1 | 1 | 0,296 | 0,306 | 0,337 |
| 6,0 | 4,0 | 36,7 | 1 | 0,323 | 0,335 | 0,369 |
| 7,0 | 4,0 | 41,5 | 2 | 0,341 | 0,353 | 0,388 |
| 8,0 | 4,0 | 48,4 | 2 | 0,396 | 0,410 | 0,451 |
| 9,0 | 4,0 | 66,9 | 2 | 0,465 | 0,482 | 0,531 |
| 10,0 | 4,0 | 82,2 | 3 | 0,573 | 0,593 | 0,654 |
| 12,0 | 5,0 | 117,7 | 4 | 0,792 | 0,820 | 0,903 |
| 14,0 | 5,0 | 159,4 | 5 | 1,070 | 1,107 | 1,220 |
| 16,0 | 5,0 | 207,2 | 6 | 1,268 | 1,313 | 1,446 |
| 18,0 | 5,0 | 261,2 | 8 | 1,599 | 1,655 | 1,823 |
| 20,0 | 5,0 | 321,2 | 10 | 1,967 | 2,036 | 2,243 |
Приложение № 16
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ДВУХ КРОМОК, ОДНОСТОРОННИХ НА СЪЕМНОЙ ПОДКЛАДКЕ С18
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 22,6 | 1 | 0,266 | 0,275 | 0,303 |
| 5,0 | 4,0 | 30,4 | 1 | 0,320 | 0,331 | 0,365 |
| 6,0 | 4,0 | 38,7 | 2 | 0,363 | 0,376 | 0,414 |
| 7,0 | 4,0 | 47,4 | 2 | 0,388 | 0,401 | 0,442 |
| 8,0 | 4,0 | 56,5 | 2 | 0,461 | 0,477 | 0,525 |
| 9,0 | 4,0 | 66,1 | 2 | 0,460 | 0,476 | 0,524 |
| 10,0 | 4,0 | 75,9 | 3 | 0,530 | 0,549 | 0,605 |
| 12,0 | 5,0 | 116,7 | 4 | 0,786 | 0,813 | 0,896 |
| 14,0 | 5,0 | 158,6 | 5 | 1,045 | 1,102 | 1,215 |
| 16,0 | 5,0 | 206,9 | 6 | 1,267 | 1,311 | 1,445 |
| 18,0 | 5,0 | 261,7 | 8 | 1,602 | 1,658 | 1,827 |
| 20,0 | 5,0 | 522,7 | 10 | 1,976 | 2,045 | 2,253 |
Приложение № 17
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ДВУХ КРОМОК ОДНОСТОРОННИХ НА ОСТАЮЩЕЙСЯ ПОДКЛАДКЕ С19
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 5,0 | 4,0 | 44,4 | 2 | 0,466 | 0,483 | 0,532 |
| 6,0 | 4,0 | 55,6 | 2 | 0,517 | 0,515 | 0,590 |
| 7,0 | 4,0 | 67,3 | 2 | 0,566 | 0,565 | 0,623 |
| 8,0 | 4,0 | 79,3 | 3 | 0,646 | 0,668 | 0,736 |
| 9,0 | 4,0 | 91,8 | 3 | 0,638 | 0,661 | 0,728 |
| 10,0 | 4,0 | 104,5 | 3 | 0,725 | 0,750 | 0,827 |
| 12,0 | 5,0 | 131,0 | 4 | 0,880 | 0,910 | 1,003 |
| 14,0 | 5,0 | 194,0 | 6 | 1,301 | 1,347 | 1,484 |
| 16,0 | 5,0 | 246,2 | 8 | 1,509 | 1,562 | 1,721 |
| 18,0 | 5,0 | 303,8 | 9 | 1,859 | 1,924 | 2,120 |
| 20,0 | 5,0 | 366,7 | 11 | 2,243 | 2,322 | 2,558 |
| 22,0 | 5,0 | 434,7 | 13 | 2,659 | 2,752 | 3,032 |
| 24,0 | 5,0 | 507,8 | 15 | 3,104 | 3,213 | 3,540 |
| 26,0 | 5,0 | 585,8 | 17 | 3,579 | 3,705 | 6,082 |
| 28,0 | 5,0 | 668,6 | 20 | 4,087 | 4,230 | 4,661 |
| 30,0 | 5,0 | 756,3 | 22 | 6,620 | 6,782 | 5,268 |
Приложение № 18
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ДВУХ КРОМОК ДВУСТОРОННИХ С21
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 4,0 | 4,0 | 21,2 | 1 | 0,250 | 0,259 | 0,285 |
| 5,0 | 4,0 | 28,0 | 1 | 0,295 | 0,305 | 0,336 |
| 6,0 | 4,0 | 35,1 | 1 | 0,327 | 0,338 | 0,373 |
| 7,0 | 4,0 | 42,4 | 2 | 0,348 | 0,361 | 0,397 |
| 8,0 | 4,0 | 50,1 | 2 | 0,409 | 0,424 | 0,467 |
| 9,0 | 4,0 | 58,0 | 2 | 0,405 | 0,419 | 0,461 |
| 10,0 | 4,0 | 66,0 | 2 | 0,460 | 0,476 | 0,524 |
| 12,0 | 5,0 | 111,1 | 4 | 0,749 | 0,775 | 0,854 |
| 14,0 | 5,0 | 148,7 | 5 | 0,999 | 1,035 | 1,140 |
| 16,0 | 5,0 | 191,2 | 6 | 1,172 | 1,214 | 1,337 |
| 18,0 | 5,0 | 238,8 | 7 | 1,462 | 1,513 | 1,667 |
| 20,0 | 5,0 | 291,3 | 9 | 1,786 | 1,866 | 2,034 |
| Шов с противоположной стороны | ||||||
| 4,0 | 4,0 | 15,0 | 1 | 0,178 | 0,185 | 0,203 |
| 5,0 | 4,0 | 15,0 | 1 | 0,161 | 0,166 | 0,183 |
| 6,0 | 4,0 | 15,0 | 1 | 0,144 | 0,169 | 0,164 |
| от 7,0 до 8,0 | 4,0 | 15,0 | 1 | 0,126 | 0,130 | 0,144 |
| от 9,0 до 10,0 | 4,0 | 15,0 | 1 | 0,109 | 0,113 | 0,124 |
| от 16,0 до 20,0 | 5,0 | 21,0 | 1 | 0,133 | 0,138 | 0,152 |
Приложение № 19
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С КРИВОЛИНЕЙНЫМ СКОСОМ ДВУХ КРОМОК ДВУСТОРОННИХ С23
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 12,0 | 5,0 | 206,8 | 6 | 1,386 | 1,636 | 1,580 |
| 14,0 | 5,0 | 254,0 | 8 | 1,703 | 1,763 | 1,943 |
| 16,0 | 5,0 | 303,6 | 9 | 1,858 | 1,923 | 2,118 |
| 18,0 | 5,0 | 355,3 | 11 | 2,175 | 2,251 | 2,480 |
| 20,0 | 5,0 | 409,0 | 12 | 2,500 | 2,588 | 2,851 |
| 22,0 | 5,0 | 464,5 | 14 | 2,841 | 2,960 | 3,239 |
| 24,0 | 5,0 | 521,7 | 15 | 3,188 | 3,300 | 3,635 |
| 26,0 | 5,0 | 580,6 | 17 | 3,548 | 3,672 | 4,046 |
| 28,0 | 5,0 | 640,9 | 19 | 3,917 | 4,055 | 4,467 |
| 30,0 | 5,0 | 702,8 | 21 | 4,295 | 4,446 | 4,898 |
| Шов с противоположной стороны | ||||||
| от 12,0 до 14,0 | 5,0 | 19,5 | 1 | 0,135 | 0,140 | 0,154 |
| от 16,0 до 22,0 | 5,0 | 19,5 | 1 | 0,124 | 0,128 | 0,141 |
| от 24,0 до 30,0 | 5,0 | 33,8 | 1 | 0,210 | 0,217 | 0,239 |
Приложение № 20
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ЛОМАНЫМ СКОСОМ ДВУХ КРОМОК ДВУСТОРОННИХ С24
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 12,0 | 5,0 | 187,6 | 6 | 1,259 | 1,303 | 1,436 |
| 14,0 | 5,0 | 233,2 | 7 | 1,563 | 1,618 | 1,782 |
| 16,0 | 5,0 | 281,7 | 9 | 1,726 | 1,786 | 1,968 |
| 18,0 | 5,0 | 332,7 | 10 | 2,036 | 2,107 | 2,321 |
| 20,0 | 5,0 | 386,1 | 12 | 2,363 | 2,446 | 2,695 |
| 22,0 | 5,0 | 441,8 | 13 | 2,701 | 2,796 | 3,080 |
| 24,0 | 5,0 | 499,6 | 15 | 3,055 | 3,162 | 3,484 |
| 26,0 | 5,0 | 559,4 | 16 | 3,417 | 3,537 | 3,897 |
| 28,0 | 5,0 | 621,2 | 18 | 3,795 | 3,928 | 4,328 |
| 30,0 | 5,0 | 684,8 | 20 | 4,184 | 4,331 | 4,771 |
| Шов с противоположной стороны | ||||||
| от 12,0 до 14,0 | 5,0 | 19,3 | 1 | 0,135 | 0,160 | 0,154 |
| от 16,0 до 22,0 | 5,0 | 19,5 | 1 | 0,124 | 0,128 | 0,141 |
| от 24,0 до 30,0 | 5,0 | 33,8 | 1 | 0,210 | 0,217 | 0,239 |
Приложение № 21
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ КРОМОК ДВУСТОРОННИХ С25
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 12,0 | 5,0 | 53,1 | 2 | 0,360 | 0,373 | 0,410 |
| 14,0 | 5,0 | 67,4 | 2 | 0,454 | 0,470 | 0,518 |
| 16,0 | 5,0 | 82,8 | 3 | 0,511 | 0,529 | 0,583 |
| 18,0 | 5,0 | 99,4 | 3 | 0,611 | 0,632 | 0,696 |
| 20,0 | 5,0 | 117,0 | 4 | 0,720 | 0,743 | 0,821 |
| 22,0 | 5,0 | 135,6 | 4 | 0,831 | 0,861 | 0,948 |
| 24,0 | 5,0 | 155,1 | 5 | 0,952 | 0,983 | 1,086 |
| 26,0 | 5,0 | 175,5 | 5 | 1,075 | 1,112 | 1,226 |
| 28,0 | 5,0 | 196,8 | 6 | 1,206 | 1,248 | 1,375 |
| 30,0 | 5,0 | 219,0 | 7 | 1,342 | 1,390 | 1,531 |
Приложение № 22
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ КРИВОЛИНЕЙНЫМИ СКОСАМИ КРОМОК ДВУСТОРОННИХ С26
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 30,0 | 5,0 | 331,6 | 10 | 2,029 | 2,100 | 2,314 |
| 32,0 | 5,0 | 361,3 | 11 | 2,210 | 2,288 | 2,521 |
| 34,0 | 5,0 | 391,5 | 12 | 2,396 | 2,480 | 2,732 |
| 36,0 | 5,0 | 422,3 | 13 | 2,584 | 2,675 | 2,947 |
| 38,0 | 5,0 | 453,7 | 13 | 2,773 | 2,870 | 3,162 |
| 40,0 | 5,0 | 485,7 | 14 | 2,968 | 3,072 | 3,384 |
Приложение № 23
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ ЛОМАНЫМИ СКОСАМИ КРОМОК ДВУСТОРОННИХ С27
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 30,0 | 5,0 | 322,3 | 10 | 1,973 | 2,042 | 2,250 |
| 32,0 | 5,0 | 375,3 | 11 | 2,295 | 2,375 | 2,617 |
| 34,0 | 5,0 | 433,0 | 13 | 2,648 | 2,741 | 3,020 |
| 36,0 | 5,0 | 495,5 | 15 | 3,030 | 3,137 | 3,455 |
| 38,0 | 5,0 | 562,9 | 17 | 3,442 | 3,562 | 3,925 |
| 40,0 | 5,0 | 635,2 | 19 | 3,883 | 4,019 | 4,428 |
Приложение № 24
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ НЕСИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК, ДВУСТОРОННИХ С39
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| от 12,0 до 14,0 | 5,0 | 87,1 | 3 | 0,587 | 0,608 | 0,669 |
| 16,0 | 5,0 | 120,5 | 4 | 0,241 | 0,767 | 0,845 |
| от 18,0 до 20,0 | 5,0 | 157,2 | 5 | 0,964 | 0,998 | 1,100 |
| 22,0 | 5,0 | 199,6 | 6 | 1,223 | 1,425 | 1,394 |
| от 24,0 до 26,0 | 5,0 | 271,5 | 8 | 1,661 | 1,715 | 1,894 |
| от 28,0 до 30,0 | 5,0 | 352,9 | 11 | 2,160 | 2,236 | 2,463 |
| Шов с противоположной стороны | ||||||
| 12,0 | 5,0 | 26,9 | 1 | 0,184 | 0,190 | 0,210 |
| 14,0 | 5,0 | 33,0 | 1 | 0,225 | 0,233 | 0,256 |
| 16,0 | 5,0 | 39,5 | 2 | 0,248 | 0,237 | 0,283 |
| 18,0 | 5,0 | 39,3 | 2 | 0,241 | 0,255 | 0,281 |
| 20,0 | 5,0 | 50,3 | 2 | 0,312 | 0,323 | 0,356 |
| 22,0 | 5,0 | 62,9 | 2 | 0,388 | 0,481 | 0,442 |
| 24,0 | 5,0 | 77,0 | 3 | 0,476 | 0,493 | 0,543 |
| 26,0 | 5,0 | 92,9 | 3 | 0,572 | 0,592 | 0,412 |
| 28,0 | 5,0 | 98,3 | 3 | 0,604 | 0,625 | 0,689 |
| 30,0 | 5,0 | 124,7 | 4 | 0,766 | 0,703 | 0,874 |
Приложение № 25
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ НЕСИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ С43
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 12,0 | 5,0 | 56,7 | 2 | 0,386 | 0,397 | 0,438 |
| 14,0 | 5,0 | 76,9 | 3 | 0,520 | 0,538 | 0,593 |
| 16,0 | 5,0 | 100,1 | 3 | 0,615 | 0,637 | 0,701 |
| 18,0 | 5,0 | 126,4 | 4 | 0,776 | 0,804 | 0,885 |
| 20,0 | 5,0 | 155,7 | 5 | 0,956 | 0,990 | 1,090 |
| 22,0 | 5,0 | 188,1 | 6 | 1,153 | 1,194 | 1,315 |
| 24,0 | 5,0 | 223,4 | 7 | 1,369 | 1,417 | 1,561 |
| 26,0 | 5,0 | 261,7 | 8 | 1,603 | 1,639 | 1,827 |
| 28,0 | 5,0 | 303,0 | 9 | 1,854 | 1,919 | 2,114 |
| 30,0 | 5,0 | 347,4 | 10 | 2,124 | 2,198 | 2,422 |
| 32,0 | 5,0 | 462,4 | 14 | 2,828 | 2,927 | 3,225 |
| 34,0 | 5,0 | 491,6 | 15 | 3,007 | 3,112 | 3,429 |
| 35,0 | 5,0 | 506,2 | 15 | 3,094 | 3,203 | 3,529 |
| Шов с противоположной стороны | ||||||
| от 12,0 до 14,0 | 5,0 | 49,2 | 2 | 0,334 | 0,346 | 0,381 |
| 16,0 | 5,0 | 60,1 | 2 | 0,371 | 0,384 | 0,423 |
| 18,0 | 5,0 | 74,9 | 3 | 0,463 | 0,480 | 0,529 |
| 20,0 | 5,0 | 91,3 | 3 | 0,562 | 0,582 | 0,641 |
| 22,0 | 5,0 | 109,1 | 4 | 0,672 | 0,694 | 0,767 |
| 24,0 | 5,0 | 128,5 | 4 | 0,789 | 0,817 | 0,900 |
| 26,0 | 5,0 | 149,3 | 5 | 0,917 | 0,949 | 1,046 |
| 28,0 | 5,0 | 171,6 | 5 | 1,051 | 1,088 | 1,198 |
| 30,0 | 5,0 | 170,3 | 5 | 1,043 | 1,080 | 1,190 |
| 32,0 | 5,0 | 174,9 | 5 | 1,071 | 1,108 | 1,221 |
| от 34,0 до 35,0 | 5,0 | 220,1 | 7 | 1,369 | 1,396 | 1,538 |
Приложение № 26
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ СТЫКОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ПО ЛОМАНОЙ ЛИНИИ С44
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 32,0 | 5,0 | 363,6 | 11 | 2,225 | 2,303 | 2,537 |
| 34,0 | 5,0 | 417,8 | 12 | 2,553 | 2,643 | 2,912 |
| 36,0 | 5,0 | 476,3 | 14 | 2,911 | 3,013 | 3,320 |
| 38,0 | 5,0 | 539,0 | 16 | 3,295 | 3,410 | 3,757 |
| 40,0 | 5,0 | 606,2 | 18 | 3,705 | 3,835 | 4,225 |
| 42,0 | 5,0 | 677,9 | 20 | 4,142 | 4,288 | 4,724 |
| 44,0 | 5,0 | 754,1 | 22 | 4,607 | 4,768 | 5,253 |
| 46,0 | 5,0 | 834,9 | 24 | 5,099 | 5,278 | 5,813 |
| 48,0 | 5,0 | 920,4 | 27 | 5,622 | 5,820 | 6,411 |
| 50,0 | 5,0 | 1010,6 | 29 | 6,171 | 6,387 | 7,037 |
| 52,0 | 5,0 | 1105,5 | 32 | 6,752 | 6,988 | 7,699 |
| 54,0 | 5,0 | 1203,3 | 35 | 7,361 | 7,619 | 8,394 |
| 56,0 | 5,0 | 1310,0 | 38 | 8,000 | 8,281 | 9,123 |
| 58,0 | 5,0 | 1419,6 | 41 | 8,668 | 8,973 | 9,885 |
| 60,0 | 5,0 | 1534,3 | 44 | 9,367 | 9,695 | 10,681 |
Приложение № 27
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ Т1 И ДВУСТОРОННИХ Т3
| Эскизы соединений |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 1 | 1,0 | 1,4 | 1 | 0,052 | 0,054 | 0,059 |
| 2 | 2,0 | 4,2 | 1 | 0,076 | 0,079 | 0,087 |
| 3 | 3,0 | 7,9 | 1 | 0,107 | 0,111 | 0,122 |
| 4 | 4,0 | 12,4 | 1 | 0,123 | 0,127 | 0,140 |
| 5 | 4,0 | 17,5 | 1 | 0,170 | 0,176 | 0,194 |
| 6 | 4,0 | 23,2 | 1 | 0,195 | 0,202 | 0,223 |
| 7 | 4,0 | 35,0 | 1 | 0,289 | 0,299 | 0,329 |
| 8 | 4,0 | 44,4 | 2 | 0,370 | 0,383 | 0,422 |
| 9 | 5,0 | 54,8 | 2 | 0,377 | 0,390 | 0,430 |
| 10 | 5,0 | 66,2 | 2 | 0,452 | 0,468 | 0,515 |
| 12 | 5,0 | 91,7 | 3 | 0,625 | 0,647 | 0,713 |
| 14 | 5,0 | 120,8 | 4 | 0,823 | 0,851 | 0,938 |
| 16 | 5,0 | 153,4 | 5 | 0,865 | 0,895 | 0,984 |
| 18 | 5,0 | 189,4 | 6 | 1,066 | 1,103 | 1,215 |
| 20 | 5,0 | 228,6 | 7 | 1,284 | 1,329 | 1,465 |
Приложение № 28
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ С КРИВОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ Т2
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 16,0 | 5,0 | 437,9 | 13 | 2,426 | 2,511 | 2,766 |
| 18,0 | 5,0 | 482,4 | 14 | 2,671 | 2,764 | 3,046 |
| 20,0 | 5,0 | 526,0 | 16 | 2,914 | 3,017 | 3,323 |
| 22,0 | 5,0 | 568,9 | 17 | 3,150 | 3,261 | 3,593 |
| 24,0 | 5,0 | 611,1 | 18 | 3,383 | 3,502 | 3,858 |
| 26,0 | 5,0 | 652,6 | 19 | 3,612 | 3,739 | 6,119 |
| 28,0 | 5,0 | 693,6 | 20 | 3,838 | 3,972 | 4,376 |
| 30,0 | 5,0 | 734,1 | 21 | 4,061 | 4,203 | 4,630 |
| Шов с противоположной стороны | ||||||
| от 16,0 до 30,0 | 5,0 | 32,2 | 1 | 0,184 | 0,190 | 0,210 |
Приложение № 29
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ КРИВОЛИНЕЙНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ Т5
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 30,0 | 5,0 | 292,5 | 9 | 1,623 | 1,680 | 1,851 |
| 34,0 | 5,0 | 311,9 | 9 | 1,729 | 1,790 | 1,972 |
| 36,0 | 5,0 | 331,5 | 10 | 1,839 | 1,903 | 2,097 |
| 38,0 | 5,0 | 351,1 | 11 | 1,948 | 2,017 | 2,222 |
| 40,0 | 5,0 | 370,8 | 11 | 2,055 | 2,127 | 2,344 |
| 42,0 | 5,0 | 390,5 | 12 | 2,166 | 2,241 | 2,469 |
| 44,0 | 5,0 | 410,3 | 12 | 2,273 | 2,353 | 2,592 |
| 46,0 | 5,0 | 430,2 | 13 | 2,384 | 2,468 | 2,719 |
| 48,0 | 5,0 | 450,1 | 13 | 2,492 | 2,580 | 2,842 |
| 50,0 | 5,0 | 470,0 | 14 | 2,604 | 2,693 | 2,969 |
| 52,0 | 5,0 | 490,1 | 14 | 2,713 | 2,808 | 3,093 |
| 54,0 | 5,0 | 510,1 | 15 | 2,825 | 2,924 | 3,221 |
| 56,0 | 5,0 | 530,2 | 16 | 2,737 | 3,040 | 3,349 |
| 58,0 | 5,0 | 550,4 | 16 | 3,047 | 3,153 | 3,474 |
| 60,0 | 5,0 | 570,6 | 17 | 3,160 | 3,270 | 3,603 |
Приложение № 30
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИХ Т6 И ДВУСТОРОННИХ Т7
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 6,0 | 4,0 | 52,4 | 2 | 0,491 | 0,508 | 0,560 |
| 5,0 | 4,0 | 62,2 | 2 | 0,580 | 0,601 | 0,662 |
| 6,0 | 4,0 | 71,5 | 3 | 0,585 | 0,606 | 0,667 |
| 7,0 | 4,0 | 80,5 | 3 | 0,657 | 0,680 | 0,749 |
| 8,0 | 4,0 | 93,7 | 3 | 0,762 | 0,789 | 0,869 |
| 9,0 | 5,0 | 112,6 | 4 | 0,751 | 0,787 | 0,867 |
| 10,0 | 5,0 | 132,7 | 4 | 0,893 | 0,924 | 1,018 |
| 12,0 | 5,0 | 176,3 | 6 | 1,187 | 1,228 | 1,353 |
| 14,0 | 5,0 | 224,1 | 7 | 1,505 | 1,558 | 1,717 |
| 16,0 | 5,0 | 276,0 | 8 | 1,530 | 1,584 | 1,745 |
| 18,0 | 5,0 | 331,6 | 10 | 1,839 | 1,903 | 2,097 |
| 20,0 | 5,0 | 398,7 | 12 | 2,167 | 2,243 | 2,471 |
Приложение № 31
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ Т8
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 12,0 | 5,0 | 81,5 | 3 | 0,553 | 0,572 | 0,631 |
| 14,0 | 5,0 | 100,9 | 3 | 0,680 | 0,704 | 0,774 |
| 16,0 | 5,0 | 121,3 | 4 | 0,677 | 0,701 | 0,772 |
| 18,0 | 5,0 | 142,7 | 5 | 0,797 | 0,823 | 0,909 |
| 20,0 | 5,0 | 165,0 | 5 | 0,918 | 0,950 | 1,047 |
| 22,0 | 5,0 | 188,2 | 6 | 1,067 | 1,084 | 1,194 |
| 24,0 | 5,0 | 212,1 | 7 | 1,181 | 1,222 | 1,346 |
| 26,0 | 5,0 | 236,9 | 7 | 1,315 | 1,361 | 1,500 |
| 28,0 | 5,0 | 262,4 | 8 | 1,457 | 1,508 | 1,661 |
| 30,0 | 5,0 | 288,6 | 9 | 1,602 | 1,659 | 1,827 |
| 32,0 | 5,0 | 315,3 | 9 | 1,748 | 1,810 | 1,996 |
| 34,0 | 5,0 | 343,0 | 10 | 1,901 | 1,968 | 2,168 |
| 35,0 | 5,0 | 357,0 | 11 | 1,980 | 2,050 | 2,258 |
Приложение № 32
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ ЛОМАНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ Т10
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 32,0 | 5,0 | 323,8 | 10 | 1,797 | 1,860 | 2,049 |
| 34,0 | 5,0 | 374,2 | 11 | 2,074 | 2,147 | 2,363 |
| 36,0 | 5,0 | 428,9 | 13 | 2,377 | 2,461 | 2,711 |
| 38,0 | 5,0 | 488,0 | 14 | 2,701 | 2,796 | 3,080 |
| 40,0 | 5,0 | 551,5 | 16 | 3,053 | 3,160 | 3,481 |
| 42,0 | 5,0 | 619,6 | 18 | 3,429 | 3,550 | 3,910 |
| 44,0 | 5,0 | 692,4 | 20 | 3,830 | 3,963 | 4,368 |
| 46,0 | 5,0 | 769,8 | 22 | 4,258 | 4,407 | 4,855 |
| 48,0 | 5,0 | 852,1 | 25 | 4,714 | 4,880 | 5,376 |
| 50,0 | 5,0 | 939,3 | 27 | 5,194 | 5,377 | 5,923 |
| 52,0 | 5,0 | 1031,4 | 30 | 5,704 | 5,903 | 6,503 |
| 54,0 | 5,0 | 1128,6 | 33 | 6,242 | 6,461 | 7,118 |
| 56,0 | 5,0 | 1230,9 | 36 | 4,807 | 7,066 | 7,763 |
| 58,0 | 5,0 | 1338,5 | 39 | 7,401 | 7,661 | 8,440 |
| 60,0 | 5,0 | 1451,2 | 42 | 8,023 | 8,305 | 9,149 |
Приложение № 33
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С ОТБОРТОВКОЙ ОДНОЙ КРОМКИ ОДНОСТОРОННИХ У1
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 1,0 | 1,0 | 3,1 | 1 | 0,100 | 0,103 | 0,114 |
| 1,5 | 2,0 | 3,1 | 1 | 0,078 | 0,081 | 0,089 |
| 2,0 | 2,0 | 5,4 | 1 | 0,094 | 0,098 | 0,108 |
| 2,5 | 3,0 | 9,4 | 1 | 0,125 | 0,129 | 0,142 |
Приложение № 34
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ У4 И ДВУСТОРОННИХ У5
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 1,5 | 2,0 | 11,3 | 1 | 0,25 | 0,26 | 0,29 |
| 2,0 | 2,0 | 11,5 | 1 | 0,19 | 0,20 | 0,21 |
| 2,5 | 3,0 | 11,8 | 1 | 0,18 | 0,19 | 0,20 |
| 3,0 | 3,0 | 12,0 | 1 | 0,15 | 0,16 | 0,18 |
| 4,0 | 4,0 | 19,0 | 1 | 0,18 | 0,19 | 0,20 |
| 5,0 | 4,0 | 20,0 | 1 | 0,19 | 0,20 | 0,22 |
| 6,0 | 4,0 | 37,5 | 2 | 0,30 | 0,31 | 0,35 |
| 7,0 | 4,0 | 38,5 | 2 | 0,31 | 0,32 | 0,37 |
| 8,0 | 4,0 | 44,0 | 2 | 0,35 | 0,37 | 0,41 |
| 9,0 | 5,0 | 45,0 | 2 | 0,36 | 0,37 | 0,41 |
| 10,0 | 5,0 | 46,0 | 2 | 0,31 | 0,32 | 0,35 |
| 12,0 | 5,0 | 69,0 | 3 | 0,46 | 0,48 | 0,53 |
Приложение № 35
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ У4 И ДВУСТОРОННИХ У5
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 3,0 | 2,0 | 7,7 | 1 | 0,11 | 0,12 | 0,13 |
| 4,0 | 2,0 | 12,2 | 1 | 0,14 | 0,15 | 0,16 |
| 5,0 | 3,0 | 17,8 | 1 | 0,19 | 0,20 | 0,22 |
| 6,0 | 4,0 | 24,3 | 1 | 0,20 | 0,21 | 0,23 |
| 7,0 | 4,0 | 31,9 | 2 | 0,26 | 0,27 | 0,29 |
| 8,0 | 4,0 | 40,4 | 2 | 0,32 | 0,34 | 0,36 |
| 9,0 | 5,0 | 50,0 | 2 | 0,40 | 0,41 | 0,46 |
Приложение № 36
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИХ У6
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 25,3 | 1 | 0,260 | 0,248 | 0,274 |
| 5,0 | 4,0 | 33,8 | 1 | 0,318 | 0,329 | 0,362 |
| 6,0 | 4,0 | 42,9 | 2 | 0,354 | 0,367 | 0,404 |
| 7,0 | 4,0 | 52,5 | 2 | 0,431 | 0,446 | 0,491 |
| 8,0 | 4,0 | 62,5 | 2 | 0,510 | 0,528 | 0,582 |
| 9,0 | 5,0 | 72,9 | 3 | 0,496 | 0,513 | 0,565 |
| 10,0 | 5,0 | 83,6 | 3 | 0,567 | 0,587 | 0,646 |
| 12,0 | 5,0 | 106,1 | 4 | 0,718 | 0,743 | 0,819 |
| 14,0 | 5,0 | 177,2 | 6 | 1,193 | 1,235 | 1,361 |
| 16,0 | 5,0 | 230,1 | 7 | 1,278 | 1,323 | 1,457 |
| 18,0 | 5,0 | 289,6 | 9 | 1,608 | 1,664 | 1,833 |
| 20,0 | 5,0 | 355,8 | 11 | 1,974 | 2,043 | 2,251 |
Приложение № 37
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ Т7
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 4,0 | 4,0 | 25,3 | 1 | 0,240 | 0,248 | 0,274 |
| 5,0 | 4,0 | 33,8 | 1 | 0,318 | 0,329 | 0,362 |
| 6,0 | 4,0 | 42,9 | 2 | 0,3254 | 0,367 | 0,404 |
| 7,0 | 4,0 | 52,5 | 2 | 0,451 | 0,446 | 0,491 |
| 8,0 | 4,0 | 62,5 | 2 | 0,510 | 0,528 | 0,582 |
| 9,0 | 5,0 | 72,9 | 3 | 0,496 | 0,513 | 0,565 |
| 10,0 | 5,0 | 83,6 | 3 | 0,567 | 0,587 | 0,646 |
| 12,0 | 5,0 | 106,1 | 4 | 0,718 | 0,743 | 0,819 |
| 14,0 | 5,0 | 177,2 | 6 | 1,193 | 1,233 | 1,361 |
| 16,0 | 5,0 | 230,1 | 7 | 1,278 | 1,323 | 1,457 |
| 18,0 | 5,0 | 289,6 | 9 | 1,608 | 1,664 | 1,833 |
| 20,0 | 5,0 | 455,8 | 11 | 1,974 | 2,043 | 2,251 |
Приложение № 38
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ У8
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 10,0 | 5,0 | 44,8 | 2 | 0,307 | 0,318 | 0,350 |
| 12,0 | 5,0 | 55,8 | 2 | 0,380 | 0,394 | 0,434 |
| 14,0 | 5,0 | 67,3 | 2 | 0,456 | 0,472 | 0,520 |
| 16,0 | 5,0 | 96,2 | 3 | 0,538 | 0,537 | 0,614 |
| 18,0 | 5,0 | 117,9 | 4 | 0,659 | 0,683 | 0,752 |
| 20,0 | 5,0 | 141,3 | 5 | 0,790 | 0,818 | 0,901 |
| 22,0 | 5,0 | 166,8 | 5 | 0,928 | 0,960 | 1,058 |
| 24,0 | 5,0 | 193,8 | 6 | 1,078 | 1,116 | 1,220 |
| 26,0 | 5,0 | 222,5 | 7 | 1,237 | 1,281 | 1,411 |
| 28,0 | 5,0 | 252,9 | 8 | 1,405 | 1,455 | 1,603 |
| 30,0 | 5,0 | 284,9 | 9 | 1,582 | 1,638 | 1,804 |
| 32,0 | 5,0 | 318,5 | 10 | 1,768 | 1,830 | 2,016 |
| 34,0 | 5,0 | 353,6 | 11 | 1,962 | 2,031 | 2,237 |
| 36,0 | 5,0 | 390,3 | 12 | 2,164 | 2,240 | 2,468 |
| 38,0 | 5,0 | 428,5 | 13 | 2,375 | 2,458 | 2,708 |
| 40,0 | 5,0 | 468,1 | 14 | 2,593 | 2,686 | 2,957 |
| Шов с противоположной стороны | ||||||
| 10,0 | 5,0 | 75,7 | 3 | 0,514 | 0,532 | 0,587 |
| 12,0 | 5,0 | 93,3 | 3 | 0,631 | 0,653 | 0,719 |
| 14,0 | 5,0 | 111,4 | 4 | 0,753 | 0,779 | 0,859 |
| 16,0 | 5,0 | 129,9 | 4 | 0,724 | 0,750 | 0,826 |
| 18,0 | 5,0 | 148,8 | 5 | 0,830 | 0,839 | 0,946 |
| 20,0 | 5,0 | 167,9 | 5 | 0,934 | 0,967 | 1,065 |
| 22,0 | 5,0 | 187,3 | 6 | 1,043 | 1,079 | 1,189 |
| 24,0 | 5,0 | 207,0 | 6 | 1,150 | 1,190 | 1,311 |
| 26,0 | 5,0 | 355,7 | 11 | 1,973 | 2,043 | 2,250 |
| 28,0 | 5,0 | 395,3 | 12 | 2,191 | 2,268 | 2,699 |
| 30,0 | 5,0 | 436,0 | 13 | 2,416 | 2,501 | 2,755 |
| 32,0 | 5,0 | 477,9 | 14 | 2,647 | 2,739 | 3,018 |
| 34,0 | 5,0 | 521,0 | 15 | 2,884 | 2,985 | 3,288 |
| 36,0 | 5,0 | 565,1 | 17 | 3,130 | 3,260 | 3,569 |
| 38,0 | 5,0 | 610,2 | 18 | 3,378 | 3,497 | 3,852 |
| 40,0 | 5,0 | 656,4 | 19 | 3,632 | 3,760 | 6,142 |
Приложение № 39
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ СО СКОСОМ КРОМОК ОДНОСТОРОННИХ У9
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 12,0 | 5,0 | 116,5 | 4 | 0,773 | 0,809 | 0,882 |
| 14,0 | 5,0 | 156,1 | 5 | 1,051 | 1,088 | 1,198 |
| 16,0 | 5,0 | 204,3 | 6 | 1,135 | 1,174 | 1,294 |
| 18,0 | 5,0 | 258,9 | 8 | 1,438 | 1,488 | 1,640 |
| 20,0 | 5,0 | 320,1 | 10 | 1,776 | 1,839 | 2,026 |
| 22,0 | 5,0 | 387,7 | 12 | 2,151 | 2,226 | 2,452 |
| 24,0 | 5,0 | 461,9 | 14 | 2,560 | 2,650 | 2,919 |
| 26,0 | 5,0 | 542,7 | 16 | 3,005 | 3,110 | 3,426 |
| 28,0 | 5,0 | 629,9 | 18 | 3,485 | 3,607 | 3,974 |
| 30,0 | 5,0 | 723,7 | 21 | 4,004 | 4,145 | 4,566 |
Приложение № 40
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ СО СКОСОМ ДВУХ КРОМОК ДВУСТОРОННИХ У10
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 12,0 | 5,0 | 116,5 | 4 | 0,773 | 0,800 | 0,882 |
| 14,0 | 5,0 | 136,1 | 5 | 1,051 | 1,088 | 1,198 |
| 16,0 | 5,0 | 204,3 | 6 | 1,135 | 1,174 | 1,294 |
| 18,0 | 5,0 | 238,9 | 8 | 1,438 | 1,488 | 1,640 |
| 20,0 | 5,0 | 320,1 | 10 | 1,776 | 1,839 | 2,026 |
| 22,0 | 5,0 | 387,7 | 12 | 2,151 | 2,226 | 2,452 |
| 24,0 | 5,0 | 461,9 | 14 | 2,560 | 2,650 | 2,919 |
| 26,0 | 5,0 | 542,6 | 16 | 3,005 | 3,110 | 3,426 |
| 28,0 | 5,0 | 629,9 | 18 | 3,485 | 3,607 | 3,974 |
| 30,0 | 5,0 | 723,7 | 21 | 4,004 | 4,145 | 4,566 |
Приложение № 41
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С КРИВОЛИНЕЙНЫМ СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ У11
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 16 | 5,0 | 263,6 | 8 | 1,49 | 1,55 | 1,70 |
| 18 | 5,0 | 266,1 | 8 | 1,51 | 1,56 | 1,72 |
| 20 | 5,0 | 302,7 | 9 | 1,71 | 1,76 | 1,94 |
| 22 | 5,0 | 341,6 | 10 | 1,93 | 1,99 | 2,20 |
| 24 | 5,0 | 382,8 | 11 | 2,16 | 2,24 | 2,47 |
| 26 | 5,0 | 448,0 | 13 | 2,53 | 2,62 | 2,89 |
| 28 | 5,0 | 494,7 | 15 | 2,80 | 2,90 | 3,20 |
| 30 | 5,0 | 546,6 | 16 | 3,08 | 3,19 | 3,51 |
| Шов с противоположной стороны | ||||||
| от 16 до 30 | 5,0 | 36,8 | 1 | 0,22 | 0,23 | 0,25 |
Приложение № 42
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С ЛОМАНЫМ СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИХ У12
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 16,0 | 5,0 | 142,8 | 5 | 0,85 | 0,86 | 0,93 |
| 18,0 | 5,0 | 173,7 | 5 | 0,98 | 1,02 | 1,12 |
| 20,0 | 5,0 | 213,8 | 7 | 1,21 | 1,26 | 1,38 |
| 22,0 | 5,0 | 260,8 | 8 | 1,48 | 1,53 | 1,69 |
| 24,0 | 5,0 | 313,7 | 9 | 1,78 | 1,84 | 2,02 |
| 26,0 | 5,0 | 395,7 | 12 | 2,23 | 2,31 | 2,54 |
| 28,0 | 5,0 | 464,2 | 14 | 2,63 | 2,72 | 3,00 |
| 30,0 | 5,0 | 539,7 | 16 | 3,05 | 3,16 | 3,48 |
| Шов с противоположной стороны | ||||||
| от 16 до 30 | 5,0 | 36,8 | 5 | 0,41 | 0,42 | 0,47 |
Приложение № 43
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ КРИВОЛИНЕЙНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ У13
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 32,0 | 5,0 | 272,9 | 8 | 1,689 | 1,728 | 1,904 |
| 34,0 | 5,0 | 294,9 | 9 | 1,805 | 1,868 | 2,058 |
| 36,0 | 5,0 | 317,2 | 10 | 1,943 | 2,011 | 2,215 |
| 38,0 | 5,0 | 340,0 | 10 | 2,079 | 2,152 | 2,371 |
| 40,0 | 5,0 | 363,0 | 11 | 2,221 | 2,299 | 2,533 |
| 42,0 | 5,0 | 386,4 | 12 | 2,365 | 2,448 | 2,697 |
| 44,0 | 5,0 | 410,1 | 12 | 2,507 | 2,595 | 2,859 |
| 46,0 | 5,0 | 434,1 | 13 | 2,654 | 2,748 | 3,027 |
| 48,0 | 5,0 | 453,4 | 14 | 2,804 | 2,932 | 3,197 |
| 50,0 | 5,0 | 460,9 | 14 | 2,951 | 3,055 | 3,366 |
| 52,0 | 5,0 | 507,8 | 15 | 3,104 | 3,213 | 3,540 |
| 54,0 | 5,0 | 032,9 | 16 | 3,258 | 3,373 | 3,715 |
| 56,0 | 5,0 | 558,3 | 18 | 3,411 | 3,630 | 3,889 |
| 58,0 | 56,0 | 583,9 | 17 | 3,568 | 3,693 | 4,069 |
| 60,0 | 5,0 | 609,8 | 18 | 3,727 | 3,858 | 4,250 |
Приложение № 44
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ С ДВУМЯ СИММЕТРИЧНЫМИ ЛОМАНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИХ У14
| Эскиз соединения |  | |||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| Основной шов | ||||||
| 32 | 5,0 | 287,8 | 9 | 1,63 | 1,69 | 1,86 |
| 34 | 5,0 | 288,7 | 9 | 1,65 | 1,70 | 1,88 |
| 36 | 5,0 | 289,7 | 9 | 1,66 | 1,72 | 1,89 |
| 38 | 5,0 | 342,1 | 10 | 1,93 | 2,00 | 2,21 |
| 40 | 5,0 | 343,1 | 10 | 1,95 | 2,02 | 2,22 |
| 42 | 5,0 | 397,8 | 12 | 2,25 | 2,33 | 2,56 |
| 44 | 5,0 | 398,8 | 12 | 2,26 | 2,23 | 2,58 |
| 46 | 5,0 | 455,8 | 13 | 2,56 | 2,65 | 2,92 |
| 48 | 5,0 | 456,8 | 13 | 2,58 | 2,67 | 2,94 |
| 50 | 5,0 | 531,8 | 16 | 3,01 | 3,11 | 3,43 |
| 52 | 5,0 | 532,1 | 16 | 3,02 | 3,13 | 3,45 |
| 54 | 5,0 | 612,4 | 18 | 3,44 | 3,56 | 3,92 |
| 56 | 5,0 | 613,4 | 18 | 3,45 | 3,58 | 3,94 |
| 58 | 5,0 | 683,4 | 20 | 3,85 | 3,98 | 4,39 |
| 60 | 5,0 | 684,4 | 20 | 3,86 | 4,00 | 4,40 |
| Шов с противоположной стороны | ||||||
| 32 | 5,0 | 403,9 | 12 | 2,27 | 2,35 | 2,59 |
| 34 | 5,0 | 404,9 | 12 | 2,29 | 2,37 | 2,61 |
| 36 | 5,0 | 405,9 | 12 | 2,30 | 2,42 | 2,62 |
| 38 | 5,0 | 465,7 | 14 | 2,63 | 2,72 | 3,00 |
| 40 | 5,0 | 466,7 | 14 | 2,64 | 2,73 | 3,01 |
| 42 | 5,0 | 521,4 | 15 | 2,93 | 3,03 | 3,34 |
| 44 | 5,0 | 522,4 | 15 | 2,94 | 3,05 | 3,36 |
| 46 | 5,0 | 579,4 | 17 | 3,27 | 3,39 | 3,73 |
| 48 | 5,0 | 580,4 | 17 | 3,28 | 3,40 | 3,74 |
| 50 | 5,0 | 639,8 | 19 | 3,61 | 3,74 | 4,12 |
| 52 | 5,0 | 640,8 | 19 | 3,62 | 3,75 | 4,13 |
| 54 | 5,0 | 784,8 | 23 | 4,41 | 4,57 | 5,03 |
| 56 | 5,0 | 785,8 | 23 | 4,42 | 4,58 | 5,05 |
| 58 | 5,0 | 862,3 | 25 | 4,84 | 5,01 | 5,52 |
| 60 | 5,0 | 863,3 | 25 | 4,86 | 5,03 | 5,54 |
Приложение № 45
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА СВАРКУ ШВОВ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИХ Н2
| Эскиз соединения | ||||||
| Толщина металла, мм | Диаметр присадочного металла, мм | Площадь поперечного сечения шва, мм2 | Количество проходов | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||
| 1 | 2 | 3 | ||||
| 1 | 1,0 | 1,4 | 1 | 0,052 | 0,054 | 0,059 |
| 2 | 2,0 | 4,2 | 1 | 0,076 | 0,079 | 0,087 |
| 3 | 3,0 | 7,9 | 1 | 0,107 | 0,111 | 0,122 |
| 4 | 4,0 | 12,4 | 1 | 0,123 | 0,127 | 0,140 |
| 5 | 4,0 | 17,5 | 1 | 0,170 | 0,176 | 0,194 |
| 6 | 4,0 | 23,2 | 1 | 0,195 | 0,202 | 0,223 |
| 7 | 4,0 | 35,0 | 1 | 0,289 | 0,299 | 0,329 |
| 8 | 4,0 | 44,4 | 2 | 0,370 | 0,383 | 0,422 |
| 9 | 5,0 | 54,8 | 2 | 0,377 | 0,390 | 0,430 |
| 10 | 5,0 | 66,2 | 2 | 0,452 | 0,468 | 0,515 |
| 12 | 5,0 | 91,7 | 3 | 0,625 | 0,667 | 0,713 |
| 14 | 5,0 | 120,8 | 4 | 0,823 | 0,851 | 0,938 |
| 16 | 5,0 | 153,4 | 5 | 0,865 | 0,895 | 0,986 |
| 18 | 5,0 | 189,4 | 6 | 1,066 | 1,103 | 1,215 |
| 20 | 5,0 | 228,6 | 7 | 1,284 | 1,329 | 1,465 |
Приложение № 46
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА ПРОЛУДКУ И НАПЛАВКУ ТЕХНОЛОГИЧЕСКИХ ВАЛИКОВ ДЛЯ ОТДЕЛКИ СТЫКОВЫХ СВАРНЫХ ШВОВ ТЕРМОУПРОЧНЯЮЩИХСЯ СПЛАВОВ
| Толщина металла, мм | Количество валиков | Сила сварочного тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочного металла, мм | Скорость сварки, м/ч | Норма времени на 1 м, ч | ||
| Группа конструкций | ||||||||
| 1 | 2 | 3 | ||||||
| Наплавка технологических валиков | ||||||||
| от 4 до 6 | 2 | от 150 до 200 | от 3 до 4 | от 2 до 3 | 12 | 0,29 | 0,30 | 0,33 |
| от 8 до 10 | 2 | от 280 до 340 | от 4 до 5 | 4 | 15 | 0,20 | 0,21 | 0,23 |
| от 12 до 15 | 2 | от 350 до 400 | от 5 до 6 | 4 | 18 | 0,18 | 0,19 | 0,21 |
| Нижнее положение шва в пространстве | ||||||||
| - | - | - | - | 2 | - | 1,93 | 1,97 | 2,03 |
| - | - | - | - | 3 | - | 1,60 | 1,65 | 1,82 |
| 4 | 1,00 | 1,15 | 1,32 | |||||
| 5 | 0,92 | 0,93 | 1,03 | |||||
| Пролудка сварных швов | ||||||||
| от 4 до 6 | - | от 150 до 170 | от 3 до 4 | - | 18 | 0,07 | 0,08 | 0,09 |
Нормы времени на выполнение работ по наплавке технологических валиков прибавляются при сварке термоупрочняющегося сплава марки АМг62Т1 на конструкциях, воспринимающих в процессе эксплуатации знакопеременные нагрузки.
При наплавке отделочных технологических валиков с двух сторон шва норма времени удваивается.
Приложение № 47
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВРЕМЕНИ НА ЗАЧИСТКУ СВАРИВАЕМЫХ КРОМОК ПЕРЕД СВАРКОЙ
| Тип шва | Толщина металла не более, мм | Норма времени на 1 м шва, ч | |
| Стыковой, угловой, тавровый | без скоса кромок | 10 | 0,15 |
| 20 | 0,20 | ||
| 30 | 0,30 | ||
| более 30 | 0,40 | ||
| со скосом кромок | 10 | 0,20 | |
| 20 | 0,30 | ||
| 30 | 0,35 | ||
| более 30 | 0,42 | ||
Приложение № 48
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К ТИПОВЫМ ОТРАСЛЕВЫМ НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РУЧНОЙ АРГОНОДУГОВОЙ СВАРКЕ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Поправочные коэффициенты, применяемые к норме времени в зависимости от вида и длины сварного шва
В зависимости от вида сварного шва к норме времени на сварку применяются поправочные коэффициенты, приведенные в таблице 1.
Таблица 1. Поправочный коэффициент, применяемый к норме времени в зависимости от вида и длины сварного шва
| Вид шва или способ сварки | Длина шва, м | |||||
| 0,10 | 0,25 | 0,50 | 1,00 | более 1,00 | ||
| Коэффициент, К1 | ||||||
Короткометражный | 1,30 | 1,25 | 1,20 | 1,10 | 1,00 | |
Криволинейный | 1,05 | |||||
Прерывистый | 1,10 | |||||
Кольцевой | Поворотный стык | 1,05 | ||||
Неповоротный стык | 1,10 | |||||
Обратноступенчатый способ сварки | 1,10 | |||||
Сварка с предварительным подогревом | 1,20 | |||||
2. Поправочные коэффициенты, применяемые к норме времени в зависимости от пространственного положения шва
В зависимости от положения сварочного шва в пространстве к нормам времени применяются поправочные коэффициенты, указанные в таблице 2 настоящего приложения:
а) нижнее положение - свариваемые конструкции располагаются горизонтально, положение сварочной головки - вертикальное;
б) вертикальное положение - свариваемые конструкции располагаются вертикально, положение сварочной головки - горизонтальное, сварной шов - вертикально;
в) горизонтальное положение - свариваемые конструкции располагаются вертикально, положение сварочной головки - горизонтальное, сварной шов - горизонтально;
г) потолочное положение - свариваемые конструкции располагаются горизонтально, положение сварочной головки - вертикальное, сварной шов располагается снизу свариваемых кромок.
Таблица 2. Поправочный коэффициент, применяемый в зависимости от пространственного положения шва
| Коэффициент на положение шва в пространстве, К2 | |||
| Нижнее | Вертикальное | Потолочное | Горизонтальное |
| 1,0 | 1,2 | 1,5 | 1,4 |
3. Поправочные коэффициенты, применяемые к норме времени, в зависимости от условий сварки
В зависимости от условий, в которых выполняются работы по сварке, к норме времени применяются поправочные коэффициенты, указанные в таблице 3 настоящего приложения.
Таблица 3. Поправочный коэффициент, применяемый в зависимости от условий сварки
Характеристика условий сварки | Типовые примеры свариваемых конструкций | Коэффициент, К3 |
| Сварка конструкций в условиях цеха на стенде или плите | Сварка узлов и изделий простой конфигурации. Сварка плоских полотнищ без установленного набора. Сварка вертикальных стыков, отдельных узлов набора, переборок и выгородок, простых фундаментов. | 1,0 |
| Сварка конструкций при формировании корпуса и надстроек на участке предварительной сборки | Сварка узлов и полотен объемных и полуобъемных секций в постелях. Набор переборок, выгородок, платформ и палуб-приварка на плоскостных секциях. | 1,1 |
| Сварка конструкций в условиях судна, на стапеле, на плаву, в доке | Приварка набора переборок, выгородок внутри объемных секций корпуса и надстроек. Детали слесарно-корпусного насыщения - приварка в объемных и блок-секциях корпуса и надстроек. Сварка торцов набора. Сварка наружных швов монтажных соединений объемных секций с использованием лесов. | 1,2 |
| Крупногабаритные конструкции с применением специальной оснастки при формировании корпуса судна | Сварка наружных швов монтажных соединений блок-секций и модуль-блоков. Крышки входных люков и комингсов. | 1,3 |
| Сварка конструкций в закрытых и тесных отсеках, объемах, междудонном и междубортовом пространстве, внутри обечаек и цистерн | Сварка днищевого, бортового и палубного набора при формировании корпуса из объемных и блок-секций. Заделки непроницаемых - приварка между тавровыми балками. Сварка внутренних швов днищевых и бортовых секций, монтажных стыковых соединений. | 1,0 |
| Труднодоступные места корпуса судна в положении лежа, вниз головой и с помощью зеркала | Трубопроводы судовых систем - сварка при монтаже на судне. | 1,5 |
Приложение № 49
к типовым отраслевым нормам времени на выполнение работ по ручной аргонодуговой сварке алюминия и алюминиевых сплавов (единичное и мелкосерийное производство)
НОРМЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, ЗАВИСЯЩЕГО ОТ ДЛИНЫ СВАРНОГО ШВА, И ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, ЗАВИСЯЩЕГО ОТ ИЗДЕЛИЙ И ТИПА ОБОРУДОВАНИЯ
1. Нормы вспомогательного времени, зависящего от длины свариваемого шва
Таблица 1. Норма вспомогательного времени на выполнение работ по смене присадочных прутков
| Диаметр или длина стороны прутка, мм | Норма времени на 1 м при площади поперечного сечения шва 1 мм2, мин |
| 1,0 | 0,308 |
| 1,6 | 0,190 |
| 2,0 | 0,077 |
| 2,5 | 0,055 |
| 3,0 | 0,034 |
| 4,0 | 0,019 |
| 5,0 | 0,012 |
Таблица 2. Норма вспомогательного времени на выполнение работ по зачистке шва от окисной пленки после выполнения каждого прохода
| Типы швов | Зачистка пневмоинструментом | |
| Норма времени на 1 м за проход, мин | ||
Швы стыковых соединений со скосом и без скоса кромок и швы угловые и тавровые со скосом кромок | Швы однопроходные и завершающий проход многопроходной сварки | 0,10 |
Швы многопроходные - первый и последующие проходы | 0,15 | |
Швы тавровых и угловых соединений без скоса кромок | Швы однопроходные и завершающий проход многопроходной сварки | 0,15 |
Швы многопроходные - первый и последующие проходы | 0,25 | |
Таблица 3. Норма вспомогательного времени на выполнение работ по осмотру, примеру и клеймению шва
| Типы швов | Норма времени на 1 м, мин |
Швы стыковых соединений | 0,2 |
Швы тавровых и угловых соединений | 0,3 |
2. Нормы вспомогательного времени, зависящего от изделия и типа оборудования
Таблица 4. Норма вспомогательного времени на установку, снятие и поворот изделия в зависимости от его массы
| Способ выполнения работы | Масса изделия (узла), кг | Установка и снятие | Поворот | |
| на стол | в приспособление | |||
| Норма времени на одно изделие, мин | ||||
| Ручной способ | 0,3 | 0,12 | 0,17 | 0,06 |
| 0,5 | 0,15 | 0,20 | 0,07 | |
| 0,8 | 0,17 | 0,24 | 0,08 | |
| 1,0 | 0,18 | 0,26 | 0,09 | |
| 1,5 | 0,22 | 0,31 | 0,11 | |
| 2,0 | 0,23 | 0,34 | 0,12 | |
| 3,0 | 0,28 | 0,40 | 0,13 | |
| 5,0 | 0,32 | 0,47 | 0,15 | |
| 8,0 | 0,38 | 0,56 | 0,18 | |
| 10,0 | 0,41 | 0,60 | 0,20 | |
| 15,0 | 0,49 | 0,71 | 0,24 | |
| 20,0 | 0,53 | 0,78 | 0,26 | |
| 30,0 | 0,58 | 0,86 | 0,28 | |
Таблица 5. Норма вспомогательного времени на установку, поворот, снятие и транспортирование изделия в зависимости от его массы и длины
| Способ выполнения работы | Масса изделия (узла), кг | Установка или поворот | Снятие и транспортирование | ||||||||||
| Длина изделия не более, м | |||||||||||||
| 2 | 4 | 6 | 8 | 10 | 10 и более | 2 | 4 | 6 | 8 | 10 | 10 и более | ||
| Норма времени на одно изделие, мин | |||||||||||||
| Ручной способ | 100 | 1,6 | 1,7 | 1,9 | 2,0 | 2,1 | 2,2 | 1,1 | 1,2 | 1,3 | 1,5 | 1,6 | 1,7 |
| 200 | 1,8 | 1,9 | 2,0 | 2,2 | 2,3 | 2,4 | 1,2 | 1,4 | 1,6 | 1,8 | 1,9 | 2,0 | |
| 300 | 1,9 | 2,0 | 2,1 | 2,3 | 2,4 | 2,5 | 1,3 | 1,6 | 1,8 | 2,0 | 2,1 | 2,2 | |
| 500 | 2,0 | 2,2 | 2,3 | 2,4 | 2,5 | 2,6 | 1,5 | 1,7 | 2,0 | 2,2 | 2,3 | 2,4 | |
| 800 | 2,1 | 2,3 | 2,5 | 2,6 | 2,8 | 2,9 | 1,6 | 1,9 | 2,1 | 2,3 | 2,4 | 2,6 | |
| 1000 | 2,2 | 2,5 | 2,7 | 3,0 | 3,2 | 3,3 | 1,8 | 2,1 | 2,4 | 2,7 | 2,9 | 3,0 | |
| 3000 | - | 4,0 | 4,2 | 4,5 | 4,7 | 4,9 | - | 2,9 | 3,2 | 3,5 | 3,7 | 3,9 | |
| 5000 | - | - | 5,6 | 6,0 | 6,2 | 6,4 | - | - | 4,7 | 5,0 | 5,2 | 5,4 | |
| 10000 | - | - | - | 7,0 | 7,2 | 7,4 | - | - | - | 6,0 | 6,2 | 6,4 | |
| 30000 | - | - | - | 10,0 | 10,3 | 10,6 | - | - | - | 9,0 | 9,3 | 9,5 | |
| 30000 и более | - | - | - | - | 14,3 | - | - | - | 2,0 | 2,4 | 12,8 | ||
Нормы вспомогательного времени, приведенные в таблицах 4 и 5 настоящего приложения, устанавливаются на установку, поворот и снятие изделий (на столе, на полу, на плите, на стеллаже, на стенде, на постели и роликовой опоре) ручным способом или при помощи одного крана без применения специальных приспособлений.
Нормы вспомогательного времени, приведенные в таблицах 4 и 5 настоящего приложения, устанавливаются на ручную установку, поворот и снятие изделия с учетом его перемещения на расстояние до 3 м при высоте подъема и снятия изделия до 1 м или на установку, поворот и снятие с помощью крана с учетом вызова и перемещения крана к изделию, стропления и транспортирования изделия на расстояние до 40 м.
Нормы вспомогательного времени, приведенные в таблицах 4 и 5, учитывают перемещение сварщика при повороте цилиндрических изделий, установленных на роликовом кантователе ручным способом.
При сварке многопроходных швов время на поворот умножается на количество проходов.
При установке, повороте и снятии изделий двумя кранами к нормам времени, приведенным в таблице 4 настоящего приложения, применяется поправочный коэффициент 1,5.
3. Норма вспомогательного времени на крепление и открепление деталей прижимными приспособлениями
Таблица 6. Норма вспомогательного времени на выполнение работ по закреплению и откреплению деталей
| Приспособления | Длина завертывания, мм | ||
| 20 | 40 | 60 | |
| Норма времени на одно закрепление и открепление детали, мин | |||
Стационарный винтовой прижим | 0,3 | 0,5 | 0,8 |
Пневмоприжим, эксцентриковый прижим | - | 0,15 | - |
Струбцина съемная | 0,4 | 0,6 | 1,0 |
Струбцина откидная односторонняя | 0,3 | 0,5 | 0,9 |
Струбцина откидная двусторонняя | 0,4 | 0,6 | 1,0 |
Барашек | 0,1 | 0,15 | - |
Ручные тиски | 0,15 | 0,20 | 0,30 |
4. Нормы вспомогательного времени на перемещение сварщика
Нормами вспомогательного времени, приведенными в таблицах 7, 8 настоящего приложения, учитываются перемещения сварщика и протягивание им провода к рабочему месту.
Таблица 7. Норма вспомогательного времени при свободном перемещении сварщика
| Характеристика перемещения | Перемещение на расстояние не более, м | ||||
| 2 | 4 | 6 | 8 | 10 | |
| Норма времени на одно перемещение, мин | |||||
С электрододержателем, проводом и ящиком с электродами или с присадочной проволокой и инструментом | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 |
Таблица 8. Норма вспомогательного времени при затрудненном перемещении сварщика
| Характеристика перемещения | Высота ребер, привариваемых к плотам, м | |||||
| 0,4 | 0,8 | 1,1 | 1,3 | 1,5 | ||
| Норма времени на одно перемещение, мин | ||||||
Через набор в открытых объемах | 1,0 | 1,5 | - | - | - | |
Через горловину в закрытых объемах | - | 3,0 | 2,5 | 2,0 | 1,5 | |
Подъем и спуск на площадку или на леса одного яруса | 2,0 | |||||
Подъем и спуск при помощи переносных лестниц на высоту, м | до 3 м | 2,0 | ||||
| до 10 м | 4,0 | |||||
Приложение № 4
к приказу Минпромторга России
от 29 декабря 2025 г. № 6743
ТИПОВЫЕ ОТРАСЛЕВЫЕ НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СТАПЕЛЬНОЙ СБОРКЕ КОРПУСОВ СУДОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Настоящие типовые отраслевые нормы времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство) (далее - типовые нормы) предназначены для технического нормирования работ по стапельной сборке корпусов из алюминиевых сплавов при строительстве кораблей, судов и плавучих конструкций (далее - суда) в условиях единичного и мелкосерийного производства.
2. Типовые нормы содержат:
а) комплексно обоснованные нормы затрат труда, установленные для однородных работ применительно к типовым технологическим (трудовым) процессам и типовым организационно-техническим условиям их выполнения при строительстве судов (далее - норма времени);
б) перечни технологических операций, учтенных в нормах времени (далее - перечень выполняемых операций);
в) средние разряды работ и типовые группы исполнителей работ (далее - звено), для которых установлены нормы времени;
г) поправочные коэффициенты к нормам времени, учитывающие конструктивные особенности продукции и организационно-технические условия выполнения работ (далее - поправочные коэффициенты).
3. Разряды работ в типовых нормах установлены в соответствии с уровнями квалификации, предусмотренными профессиональным стандартом "Сборщик корпусов металлических судов", утвержденным приказом Министерства труда и социальной защиты Российской Федерации от 15 сентября 2022 г. № 557н (зарегистрирован Министерством юстиции Российской Федерации 14 октября 2022 г., регистрационный № 70505), действующим до 1 марта 2029 г.
4. Нормы времени, приведенные в типовых нормах, установлены для выполнения работ в условиях бригадной организации труда, при которой:
а) работы по стапельной сборке корпусов судов из алюминиевых сплавов выполняются сборщиками корпусов металлических судов или звеньями сборщиков корпусов металлических судов;
б) формирование звеньев из членов бригады, распределение и закрепление работ за звеньями осуществляется исходя из квалификации членов бригады.
5. Перечни выполняемых операций, учтенных нормами времени, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ, поправочные коэффициенты к нормам времени (где они применимы) приведены в приложениях № 1 - 39 к типовым нормам:
1) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке объемной секции, блока корпуса, надстройки с припусками приведены в приложении № 1 к типовым нормам;
2) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке плоскостной секции корпуса с припусками приведены в приложении № 2 к типовым нормам;
3) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций приведены в приложении № 3 к типовым нормам;
4) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по стыкованию и примыканию концов набора приведены в приложении № 4 к типовым нормам;
5) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке мачты приведены в приложении № 5 к типовым нормам;
6) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке фундамента приведены в приложении № 6 к типовым нормам;
7) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке вставок набора приведены в приложении № 7 к типовым нормам;
8) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке пиллерса, распорки приведены в приложении № 8 к типовым нормам;
9) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке накладного или съемного листа приведены в приложении № 9 к типовым нормам;
10) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке вварного или забойного листа приведены в приложении № 10 к типовым нормам;
11) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке заделок по набору приведены в приложении № 11 к типовым нормам;
12) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке книц, бракет приведены в приложении № 12 к типовым нормам;
13) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке и удалению рымов, обухов приведены в приложении № 13 к типовым нормам;
14) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке и удалению рыбины приведены в приложении № 14 к типовым нормам;
15) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок) приведены в приложении № 15 к типовым нормам;
16) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке приварышей и наклепышей приведены в приложении № 16 к типовым нормам;
17) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке стаканов или кабельных коробок приведены в приложении № 17 к типовым нормам;
18) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке погона, комингса приведены в приложении № 18 к типовым нормам;
19) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке каналов или шахт вентиляции в сборе приведены в приложении № 19 к типовым нормам;
20) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке деталей каналов или шахт вентиляции россыпью приведены в приложении № 20 к типовым нормам;
21) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке барбета приведены в приложении № 21 к типовым нормам;
22) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке узла металлического привального бруса приведены в приложении № 22 к типовым нормам;
23) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке и снятию временных леерных ограждений приведены в приложении № 23 к типовым нормам;
24) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по креплению и обжатию болтами конструкций под клепку приведены в приложении № 24 к типовым нормам;
25) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по креплению болтами концов набора под клепку приведены в приложении № 25 к типовым нормам;
26) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по клепке конструкций холодным способом вручную приведены в приложении № 26 к типовым нормам;
27) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей приведены в приложении № 27 к типовым нормам;
28) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по зачистке "холостых валиков" после правки конструкций приведены в приложении № 28 к типовым нормам;
29) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по аргонодуговой прихватке при сборке конструкций приведены в приложении № 29 к типовым нормам;
30) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по удалению припусков пневмодисковыми пилами приведены в приложении № 30 к типовым нормам;
31) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разделке фасок борфрезами приведены в приложении № 31 к типовым нормам;
32) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по вырезке отверстий в секциях приведены в приложении № 32 к типовым нормам;
33) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по сверлению отверстий пневматическими машинками приведены в приложении № 33 к типовым нормам;
34) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по проверке объемной секции, блока корпуса, надстройки (с припусками) приведены в приложении № 34 к типовым нормам;
35) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по проверке плоскостной секции при установке (с припусками) приведены в приложении № 35 к типовым нормам;
36) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по проверке установки мачты приведены в приложении № 36 к типовым нормам;
37) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по приперчиванию кромок конструкций приведены в приложении № 37 к типовым нормам;
38) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разметке мест установки конструкций, узлов, деталей приведены в приложении № 38 к типовым нормам;
39) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по разметке контура выреза приведены в приложении № 38 к типовым нормам.
6. Нормами времени не учтены затраты времени на работы, выполняемые в организации централизованно (вспомогательные работы), по:
а) доставке секций, узлов и деталей на рабочее место;
б) наладке и ремонту технологического оборудования и оснастки;
в) кантовке, перестановке и уборке крупногабаритных конструкций;
г) снабжению рабочих мест различными видами энергии;
д) обеспечению рабочих мест временным освещением (кроме низковольтного 12 В), отоплением и вентиляцией;
е) установке лесов, ограждений и переходных трапов.
7. Нормами времени, приведенными в типовых нормах, учтено:
а) оперативное время;
б) время организационно-технического обслуживания рабочего места;
в) время на отдых и личные надобности;
г) подготовительно-заключительное время.
8. Оперативное время включает:
а) время на выполнение основных технологических операций, указанных в перечнях выполняемых операций (далее - основное время);
б) время на выполнение вспомогательных операций, неразрывно связанных с основными (далее - вспомогательное время);
в) время на проведение гидропроцедур при работе с виброопасным инструментом.
9. Распределение оперативного времени на основное и вспомогательное в типовых нормах не устанавливается.
10. Время организационно-технического обслуживания рабочего места по данным фотохронометражных наблюдений составляет 9 процентов от оперативного времени и включает затраты времени на:
а) обеспечение рабочего места инструментом и приспособлениями в течение смены;
б) подключение и отключение механизированного инструмента;
в) регулирование, наладку и смазку оборудования в процессе работы;
г) обеспечение безопасных условий труда на рабочем месте;
д) смену и заточку режущего инструмента;
е) уборку рабочего места в течение смены.
11. Время на отдых и личные надобности по данным фотохронометражных наблюдений составляет 15 процентов от оперативного времени.
12. Подготовительно-заключительное время по данным фотохронометражных наблюдений составляет 8 процентов от оперативного времени и включает затраты времени на:
а) получение и сдачу задания на выполнение работ, наряда, технологической документации, инструмента, приспособлений и оснастки;
б) ознакомление с заданием на выполнение работ, технологической документацией и чертежами;
в) раскладку инструмента в начале смены и его уборку в конце смены;
г) получение инструктажа мастера в процессе работы;
д) уборку рабочего места в конце смены.
13. В нормы времени, приведенные в типовых нормах, включены и не подлежат дополнительному нормированию затраты времени на:
а) операции, указанные в перечнях выполняемых операций;
б) проверку комплектности полученных деталей и узлов;
в) проверку на деталях наличия клейм окончательной приемки всех операций обработки и соответствия их чертежу;
г) раскладку для сборки, установку и кантовку деталей и узлов (совместно с такелажниками);
д) расконсервацию деталей насыщения;
е) приперчивание кромок деталей, узлов и секций;
ж) участие в проверке при установке сложных конструкций и проверку при установке простых секций, узлов и деталей;
з) зачистку кромок и мест установки деталей или узлов под сварку (до 5 процентов от времени на сборочные работы);
и) местную правку кромок секций, блоков, узлов и деталей в процессе установки на стапеле, устранение местных неровностей и разностенности стыкуемых кромок до 20 мм;
к) пневматическую подрубку кромок в процессе сборки;
л) установку, подтягивание и перемещение деталей, узлов и секций с помощью тяг, домкратов, талрепов;
м) маркировку узлов и секций;
н) участие сборщика в операции электроприхватки или проведение электроприхватки сборщиком при сборке узлов и секций (от 21 до 32 процентов от нормы времени на сборочные работы);
о) изготовление, установку и снятие всех необходимых технологических приспособлений (скоб, планок, гребенок, предусмотренных технологическим процессом для сборки), предупреждение и уменьшение общих сварочных деформаций, возникающих при сборке корпусных конструкций, а также креплений, необходимых для удобства работ;
п) зачистку после снятия технологических приспособлений;
р) сдачу узлов, секций под сварку и под технический контроль;
с) технологические переходы в процессе работы, являющиеся неотъемлемой частью операций при узловой и секционной сборках корпусных конструкций, но не указанные в технологическом процессе;
т) соблюдение требований по безопасности труда на рабочем месте.
14. При нормировании работ по соединению кромок деталей, узлов и конструкций разных толщин норма времени определяется по большей толщине, а при выполнении работ с деталями, длина которых менее 1,0 м, норма времени определяется равной норме времени для деталей длиной 1,0 м.
15. Нормы времени, приведенные в типовых нормах, не включают затраты времени на:
а) правку бухтиноватости, монтажных стыков и пазов;
б) разделку кромок под сварку;
в) удаление припусков;
г) установку и удаление рыбин для предупреждения или уменьшения общих сварочных деформаций, возникающих при сборке и сварке корпусных конструкций;
д) уборку снега, льда и воды с конструкций.
16. Нормы времени, приведенные в типовых нормах, устанавливаются для выполнения работ на открытом горизонтальном стапеле в условиях единичного или мелкосерийного производства.
При работе в других условиях к нормам времени применяются поправочные коэффициенты, приведенные в таблице 1.
Таблица 1. Поправочные коэффициенты к нормам времени, учитывающие место постройки судна
| Место постройки судна | Коэффициенты | |
Наклонный стапель | 1,10 | |
Сухой док | 1,05 | |
Эллинг | 0,90 | |
| На плаву | Внутренние конструкции корпуса и надстройки | 1,20 |
Формирование корпуса | 1,50 | |
17. При постройке серии судов одного проекта в зависимости от их размера, порядкового номера судна в серии и годового выпуска серийных судов к нормам времени применяются поправочные коэффициенты, приведенные в таблицах 2 и 3.
Таблица 2. Поправочные коэффициенты к нормам времени, учитывающие размер и порядковый номер судна в серии одного проекта
| Порядковый номер судна одного проекта (серийность), шт. | Длина судна, м | ||
| 201 и более | от 81 до 200 | от 25 до 80 | |
| Коэффициент | |||
Первое (головное) | 1,20 | ||
| Порядковый номер судна одного проекта (серийность), шт. | Длина судна, м | ||
| 201 и более | от 81 до 200 | от 25 до 80 | |
| Коэффициент | |||
Второе | 1,10 | ||
Третье | 1,00 | ||
Таблица 3. Поправочные коэффициенты к нормам времени, учитывающие размер и годовой выпуск серийно освоенных судов
| Годовой выпуск серийно освоенных судов, шт. | Длина судна, м | ||
| 201 и более | от 81 до 200 | от 25 до 80 | |
| Коэффициент | |||
| 1 | 0,95 | 0,90 | 0,90 |
| 0,90 | |||
| - | 0,80 | ||
| - | 0,80 | ||
| - | 0,75 | ||
| - | - | 0,75 | |
Коэффициенты для первого и второго судов устанавливаются администрацией организации в зависимости от новизны конструкции и технологии производства работ, величины понижающих коэффициентов устанавливаются администрацией организации в зависимости от серийности постройки судов и освоения технологии выполнения работ.
18. Положение монтажных соединений (стыков и пазов) в пространстве - нижнее (работы выполняются на плоскостях, находящихся под углом не более 19 градусов по отношению к горизонтальной плоскости), вертикальное (работы выполняются на плоскостях, находящихся под углом ![]() градусов по отношению к горизонтальной плоскости) или потолочное (работы выполняются на плоскостях, находящихся под углом 180
градусов по отношению к горизонтальной плоскости) или потолочное (работы выполняются на плоскостях, находящихся под углом 180 ![]() 19 градусов по отношению к горизонтальной плоскости) предусмотрено типом устанавливаемых конструкций и учтено в нормах времени, указанных в подпунктах 1 - 6 пункта 5 типовых норм.
19 градусов по отношению к горизонтальной плоскости) предусмотрено типом устанавливаемых конструкций и учтено в нормах времени, указанных в подпунктах 1 - 6 пункта 5 типовых норм.
19. Нормы времени, приведенные в типовых нормах, предусматривают выполнение работ в нижнем положении на плоской поверхности, за исключением норм времени, где иное оговорено специально.
При разметке, установке, обжатии и стыковании кромок узлов, деталей и секций в других пространственных положениях и на поверхности с погибью к нормам времени применяются поправочные коэффициенты:
1,20 - в вертикальном положении или на вертикальной плоскости;
1,50 - в потолочном положении;
1,30 - на сферической поверхности;
1,20 - на поверхности с погибью в одном направлении;
1,40 - на поверхности с погибью в двух направлениях.
При выполнении работ в условиях, отличающихся от условий, указанных в приложениях к типовым нормам, применяются поправочные коэффициенты:
1,20 - при установке деталей, конструкций под малку или с изломом;
1,30 - при установке деталей под переменную малку;
1,30 - при установке деталей в тесных и неудобных местах (под настилом второго дна высотами до 1,5 м, бортовых объемных секциях, оконечностях, цистернах);
1,20 - при выполнении работ с подмостей или лесов;
1,30 - при установке деталей и конструкций при помощи талей.
Нормами времени, приведенными в типовых нормах, предусмотрены установка и выравнивание конструкций на стапеле с помощью гидравлических тележек. При использовании тележек с винтовыми домкратами к нормам времени применяется поправочный коэффициент 0,90.
Поправочные коэффициенты на установку вставок и заделок по набору, деталей насыщения, книц, бракет партией в одном районе приведены в таблице 4.
Таблица 4. Поправочные коэффициенты к нормам времени, учитывающие установку вставок и заделок по набору, деталей насыщения, книц, бракет партией в одном районе
| Количества деталей в партии, шт. | ||||
| 1 - 2 | 3 - 5 | 6 - 10 | 11 - 20 | 21 - 30 |
| Коэффициенты | ||||
| 1,30 | 1,15 | 1,00 | 0,85 | 0,75 |
20. При установке корпусных конструкций с разметкой мест установки к нормам времени, приведенным в типовых нормах, применяются поправочные коэффициенты:
1,05 - при установке плоскостных секций;
1,10 - при установке объемных секций и фундаментов.
21. Применение повышающих поправочных коэффициентов, не приведенных в типовых нормах, не допускается.
В случае применения к норме времени нескольких поправочных коэффициентов их значения перемножаются.
Приложение № 1
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ОБЪЕМНОЙ СЕКЦИИ, БЛОКА КОРПУСА, НАДСТРОЙКИ С ПРИПУСКАМИ
1. Перечень выполняемых операций
Установка секции, блока предварительно под причерчивание. Перемещение секции для удаления припуска, установка окончательно под стыкование и обжатие. Сдача работы.
2. Нормы времени на выполнение работ по установке объемной секции, блока корпуса, надстройки с припусками
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке объемной секции, блока корпуса, надстройки с соединением их по пазу или стыку (по одной монтажной плоскости) с количеством соединяемых палуб не более двух (с продольными и поперечными переборками).
Таблица 1. Нормы времени на выполнение работ по установке объемной секции, блока корпуса, надстройки с припусками
| Сумма основных размеров конструкции, м | Наименование объемных секций и блоков | |||||
| Днищевые | Бортовые | Блоки корпуса | Надстройки, рубки | Оконечности | ||
| средней части | скуловые | |||||
| Норма времени на установку одной конструкции, ч | ||||||
| 6 | 3,7 | 4,8 | 7,0 | - | - | - |
| 10 | 5,6 | 7,3 | 10,6 | 9,5 | 6,4 | |
| 14 | 7,6 | 9,9 | 14,4 | 13,0 | 11,4 | 19,6 |
| 18 | 9,6 | 12,5 | 18,2 | 16,5 | 14,4 | 24,8 |
| 22 | 11,6 | 15,1 | 22,0 | 19,7 | 17,4 | 30,1 |
| 26 | 13,5 | 17,6 | 25,6 | 23,0 | 20,3 | 35,0 |
| 30 | 15,5 | 20,2 | 29,6 | 20,4 | 23,3 | 40,0 |
| 35 | 17,9 | 23,4 | 34,0 | 30,4 | 26,9 | 46,4 |
| 40 | 20,4 | 26,4 | 38,8 | 34,7 | 30,6 | 52,8 |
| 45 | - | - | - | 38,8 | 34,2 | - |
| 50 | - | - | - | 43,2 | 38,0 | - |
Работы по приперчиванию, стыкованию, обжатию болтами под клепку при установке объемных секций, блоков корпуса и надстроек с припусками не учтены нормой времени, приведенной в таблице 1 настоящего приложения. Нормы времени на выполнение этих работ приведены в приложениях № 3, 24 и 37 к настоящим типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке объемной секции, блока корпуса, надстройки с припусками
Таблица 2. Средний разряд работы и состав исполнителей на установку конструкции в средней части судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 3 | 4,06 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на установку конструкции в оконечностях судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 6 | 1 | 3 | 4,5 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,3 - при установке конструкций с соединением по стыку и пазу;
0,75 - при установке конструкций без припусков;
1,2 - при установке конструкций с количеством стыкуемых или примыкаемых палуб три и более;
1,2 - при установке конструкций в районе с большим количеством насыщения;
1,3 - при установке конструкций под клепку;
0,9 - при установке конструкций на закладных;
0,9 - при установке кожуха дымовой трубы (к графе "надстройки");
1,2 - при установке надстроек в сборе с верхней палубой;
1,2 - при установке конструкций из разнородных металлов и сплавов.
Приложение № 2
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПЛОСКОСТНОЙ СЕКЦИИ КОРПУСА С ПРИПУСКАМИ
1. Перечень выполняемых операций
Установка секции предварительно под причерчивание. Перемещение секции для удаления припуска, установка окончательно под стыкование и обжатие. Сдача работы.
2. Нормы времени на выполнение работ по установке плоскостной секции корпуса с припусками
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по установке секции корпуса по двум монтажным кромкам.
Таблица 1. Нормы времени на выполнение работ по установке плоскостной секции корпуса с припусками
Наименование секции | Полупериметр секции, м | |||||||||
| 4 | 6 | 8 | 12 | 16 | 20 | 24 | 28 | 32 | ||
| Норма времени на установку одной секции, ч | ||||||||||
Днищевые: | Средней части | 2,5 | 3,2 | 3,8 | 5,1 | 6,5 | 7,8 | 9,2 | 10,5 | 11,9 |
Скуловые | 3,2 | 4,1 | 5,0 | 6,7 | 8,4 | 10,1 | 11,9 | 13,7 | 15,4 | |
Бортовые | 4,5 | 5,6 | 6,8 | 9,2 | 11,5 | 13,9 | 16,2 | 18,5 | 20,9 | |
Переборки: | Корпуса | 2,4 | 3,2 | 3,9 | 5,3 | 6,8 | 8,1 | 9,5 | 11,0 | 12,5 |
Надстройки | 2,0 | 2,6 | 3,2 | 4,4 | 5,6 | 6,8 | 8,0 | 9,2 | - | |
Выгородки | 1,5 | 1,9 | 2,2 | 2,9 | 3,5 | - | - | - | - | |
Палубы и платформы | 2,9 | 3,6 | 4,2 | 5,6 | 6,8 | 8,1 | 9,4 | 10,7 | 12,0 | |
Фальшборт и волнолом | 3,1 | 3,5 | 3,8 | 4,5 | 5,3 | 5,9 | - | - | - | |
Ветроотбойники | 3,4 | 3,9 | 4,5 | 5,6 | - | - | - | - | - | |
Работы по приперчиванию, стыкованию, обжатию болтами под клепку при установке плоскостных секций корпуса с припусками не учтены нормой времени, приведенной в таблице 1 настоящего приложения. Нормы времени на выполнение этих работ приведены в приложениях № 3, 24 и 37 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке плоскостной секции корпуса с припусками
Таблица 2. Средний разряд работы и состав исполнителей на выполнение работ по установке конструкции в средней части судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на выполнение работ по установке конструкций в оконечностях судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 3 | 4,06 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,75 - при установке конструкций без припусков;
0,9 - при установке закладных конструкций;
1,25 - при установке конструкций в забой или в замкнутом контуре;
1,2 - при установке конструкций с вырезами под набор;
1,1 - при установке переборок на комингсы или набор встык;
1,2 - при установке палуб, платформ и переборок с комингсами переборок;
0,8 - при установке конструкций по одной монтажной кромке;
1,2 - при установке конструкций по трем монтажным кромкам;
1,3 - при установке конструкций в оконечностях;
1,3 - при установке конструкций под клепку.
При загрузке и временном раскреплении выгородок на палубе перед формированием надстройки к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,2.
Приложение № 3
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СТЫКОВАНИЮ, ОБЖАТИЮ (ПРИМЫКАНИЮ) КРОМОК КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Совмещение и подгонка стыкуемых, примыкаемых кромок с помощью приспособлений, закрепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций
Нормы времени, приведенные в таблице 1, устанавливаются на выполнение работ по стыкованию и обжатию кромок плоских конструкций без погиби в нижнем положении с помощью технологических гребенок.
Таблица 1. Нормы времени на выполнение работ по стыкованию, обжатию (примыканию) кромок конструкций
| Толщина соединенных кромок, мм | Наименование работы | |
| Стыкование | Обжатие | |
| Норма времени на | 1 м соединения, ч | |
| 2 | 0,61 | 0,46 |
| 3 | 0,58 | 0,43 |
| 4 | 0,54 | 0,40 |
| 5 | 0,50 | 0,38 |
| 6 | 0,47 | 0,35 |
| 7 | 0,50 | 0,38 |
| 8 | 0,54 | 0,40 |
| 10 | 0,61 | 0,47 |
| 12 | 0,66 | 0,50 |
| 15 | 0,78 | 0,59 |
| 20 | 0,94 | 0,72 |
| 25 | 1,11 | 0,86 |
| 30 | 1,29 | 0,96 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию и обжатию кромок плоских конструкций
Таблица 2. Средний разряд работы и состав исполнителей на выполнение работ по стыкованию и обжатию (примыканию) кромок конструкций с погибью и объемных секций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав исполнителей на выполнение работ по стыкованию и обжатию (примыканию) кромок конструкций без погиби
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,2 - при стыковании, обжатии кромок гофрированных конструкций;
1,2 - при стыковании, обжатии кольцевых монтажных стыков блоков;
0,8 - при стыковании, обжатии кромок конструкций без набора;
0,9 - при закреплении кромок стыков без крепления их технологическими гребенками;
1,2 - для объемных секций и блоков;
1,2 - при стыковании, обжатии кромок конструкций с обжатием недоваренных участков набора к обшивке в районе монтажного стыка.
Приложение № 4
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА СТЫКОВАНИЕ И ПРИМЫКАНИЕ КОНЦОВ НАБОРА
1. Перечень выполняемых операций
Подгонка концов набора стыкуемых или примыкаемых профилей, выравнивание по плоскости, обжатие, стыковка и закрепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по стыкованию и примыканию концов набора
Нормы времени, приведенные в таблице 1, устанавливаются для концов набора с шириной пояска до 0,2 м.
Таблица 1. Нормы времени на выполнение работ по стыкованию и примыканию концов набора
| Наименование набора | Наименование операции | Высота соединяемого набора, м | |||||
| 0,06 | 0,1 | 0,2 | 0,3 | 0,4 | 0,6 | ||
| Норма времени на одно соединение, ч | |||||||
Тавровый, угловой профиль и симметричный полособульб | Стыкование | 0,25 | 0,26 | 0,31 | 0,34 | 0,37 | 0,45 |
Примыкание | 0,18 | 0,19 | 0,23 | 0,25 | 0,27 | 0,33 | |
Полосовой и полособульбовый профиль | Стыкование | 0,21 | 0,22 | 0,26 | 0,29 | - | - |
Примыкание | 0,15 | 0,16 | 0,19 | 0,21 | - | - | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию и примыканию концов набора
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию и примыканию концов набора высотой до 0,3 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 | 2 | 3,13 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по стыкованию и примыканию концов набора высотой более 0,3 м
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,2 - при стыковании и примыкании концов набора для двутаврового или швеллерного профиля (к графе "тавровый профиль");
1,1 - при стыковании и примыкании концов набора при ширине пояска свыше 0,2 м;
1,2 - при стыковании и примыкании концов набора с обжатием недоваренных участков набора к обшивке в районе монтажного стыка.
Приложение № 5
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ МАЧТЫ
1. Перечень выполняемых операций
Установка мачты предварительно под приперчивание и окончательно под обжатие. Обжатие кромок к настилу, крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке мачты
Нормы времени на выполнение работ по установке мачты приведены в таблицах 1 и 2.
Таблица 1. Нормы времени на выполнение работ по установке мачты диаметром 0,3 метра, 0,5 метра, 0,8 метра, 1,2 метра на настилы верхней палубы или надстроек
| Тип мачты | Высота мачты, м | Диаметр труб мачты, м | |||
| 0,3 | 0,5 | 0,8 | 1,2 | ||
| Норма времени на установку одной мачты, ч | |||||
| Одинарный (одноствольный) | 4 | 5,6 | 6,4 | 7,4 | 9,0 |
| 6 | 6,0 | 6,9 | 8,0 | 9,9 | |
| 10 | 7,1 | 8,1 | 9,5 | 11,7 | |
| 15 | 8,4 | 9,7 | 11,3 | 13,9 | |
| 20 | 9,7 | 11,2 | 13,0 | 15,8 | |
| П-образный или Л-образный | 4 | 13,9 | 15,9 | 18,5 | 22,5 |
| 6 | 15,1 | 17,3 | 20,1 | 24,6 | |
| 10 | 17,7 | 20,3 | 23,6 | 28,3 | |
| 15 | 21,1 | 24,3 | 28,3 | 34,4 | |
| 20 | 24,3 | 27,9 | 32,4 | 39,6 | |
| Тренога | 4 | 9,0 | 10,4 | 12,1 | - |
| 6 | 9,8 | 11,3 | 13,1 | - | |
| 10 | 11,5 | 13,2 | 15,4 | - | |
| 15 | 13,7 | 16,0 | 18,4 | - | |
| 20 | 15,8 | 18,2 | 21,1 | - | |
Таблица 2. Нормы времени на выполнение работ по установке мачты суммой основных размеров 5 метров, 10 метров, 15 метров на настилы верхней палубы или надстроек
| Тип мачты | Высота мачты, м | Сумма основных размеров мачты, м | ||
| 5 | 10 | 15 | ||
| Норма времени на установку одной мачты, ч | ||||
| Башенный | 4 | 7,4 | 10,3 | 13,3 |
| 6 | 7,9 | 11,0 | 14,2 | |
| 10 | 8,9 | 12,4 | 16,1 | |
| 15 | 10,1 | 14,3 | 18,3 | |
| 20 | 11,4 | 16,1 | 20,6 | |
Выполнение работ по установке подкрепляющих книц не учтено нормами времени, приведенными в таблицах 1 и 2. Нормы времени на выполнение этих работ приведены в приложении № 14 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке мачты
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке мачты
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,11 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке мачты на ранее установленные подкрепления встык;
1,30 - при установке мачты в сборе с выгородками;
1,40 - при установке мачты, проходящей через несколько палуб.
Приложение № 6
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ФУНДАМЕНТА
1. Перечень выполняемых операций
Установка, проверка и раскрепление фундамента предварительно под причерчивание, установка фундамента окончательно, проверка, обжатие, стыкование кромок конструкций и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке фундаментов
Нормы времени на выполнение работ по установке фундамента приведены в таблице 1. Нормы времени, приведенные в таблице 1, устанавливаются для установки фундамента без припусков.
Таблица 1. Нормы времени на выполнение работ по установке фундамента
| Вид фундаментов | Сумма основных размеров фундаментов, м | ||||||||||
| 0,3 | 0,5 | 1,0 | 2,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | |
| Норма времени на один фундамент, ч | |||||||||||
| С набором | 0,6 | 0,7 | 0,9 | 1,2 | 1,8 | 2,6 | 3,1 | 3,7 | 4,4 | 4,9 | 5,5 |
| Без набора | 0,5 | 0,6 | 0,8 | 1,0 | 1,5 | 2,1 | 2,6 | 3,1 | 3,6 | 4,1 | 4,6 |
Работы по причерчиванию, стыкованию, обжатию болтами под клепку при установке фундаментов не учтены нормами времени, приведенными в таблице 1. Нормы времени на выполнение этих работ приведены в приложениях № 3, 24 и 37 к настоящим типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке фундамента
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке фундамента суммой основных размеров 0,3 метра, 0,5 метра, 1,0 метр, 2,0 метра, 4,0 метра.
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке фундамента суммой основных размеров 6,0 метров, 8,0 метров, 10,0 метров, 12,0 метров, 14,0 метров, 16,0 метров.
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,11 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,10 - при установке фундамента с припусками;
1,20 - при установке фундамента при согласовании нескольких фундаментов между собой;
1,10 - при установке фундамента под главные механизмы;
1,10 - при установке фундамента на две плоскости;
1,20 - при установке фундамента на три плоскости;
1,05 - при установке фундамента на полотнище с набором;
1,20 - при установке фундамента на поверхности с погибями;
1,30 - при установке фундамента с помощью талей;
1,20 - при установке фундамента по квадранту.
Приложение № 7
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ВСТАВОК НАБОРА
1. Перечень выполняемых операций
Установка вставок набора с подгонкой по месту. Обжатие, стыкование кромок набора, крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке вставок набора
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке вставок набора на плоские поверхности встык с набором в нижнем положении.
Таблица 1. Нормы времени на выполнение работ по установке вставок набора
| Вид профилей набора | Высота вставок м | ||||||
| 0,06 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | |
| Норма времени на 1 м длины вставки, ч | |||||||
Тавровый и угловой профили, симметричный полособульб | 0,75 | 0,79 | 0,85 | 0,91 | 0,97 | 1,04 | 1,09 |
Полосовой и полособульбовый профили | 0,51 | 0,53 | 0,57 | 0,62 | - | - | - |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вставок набора
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вставок набора высотой не более 0,3 метра
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,08 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вставок набора высотой более 0,3 метра
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при установке вставок с обжатием к полотнищу и примыканием к набору одним торцом;
1,50 - при установке вставок таврового или углового профилей перпендикулярно между тавровым или угловым профилями (с одинаковой высотой) впритык;
1,10 - при установке вставок с вырезами под набор.
Приложение № 8
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПИЛЛЕРСА, РАСПОРКИ
1. Перечень выполняемых операций
Установка пиллерса или распорки предварительно под причерчивание и окончательно под стыкование и обжатие. Обжатие кромки и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке пиллерса, распорки
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке пиллерсов, распорок с припусками без книц и подкреплений.
Таблица 1. Нормы времени на выполнение работ по установке пиллерса, распорки
| Тип пиллерса, распорки | Высота пиллерса, распорки, м | |||||||
| Трубчатый | Фасонный (из угольников, полособульбов, листов) | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 |
| Диаметр, м | Сумма размеров сечений, м | Норма времени на одно изделие, ч | ||||||
| 0,10 | 0,3 | 0,5 | 0,7 | 0,8 | 1,0 | 1,1 | - | - |
| 0,15 | 0,5 | 0,6 | 0,8 | 0,9 | 1,1 | 1,2 | 1,3 | - |
| 0,30 | 1,0 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке пиллерса, распорки
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке пиллерса, распорки
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при установке пиллерсов и распорок без припусков;
1,20 - при установке пиллерсов и распорок со скосом или наклонных;
1,20 - при установке пиллерсов и распорок в сборе с кницами;
1,50 - при установке пиллерсов и распорок под клепку;
0,80 - при установке временных пиллерсов и распорок.
При установке пилонов к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,50.
Для определения нормы времени на удаление из помещений судна временных пиллерсов, распорок к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,20.
Приложение № 9
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ НАКЛАДНОГО ИЛИ СЪЕМНОГО ЛИСТА
1. Перечень выполняемых операций
Установка листа, проверка, обжатие и крепление под сверление. Снятие листа, очистка от стружки, грунтование. Установка прокладки и листа, обжатие болтами под клепку. Сдача работы.
2. Нормы времени на выполнение работ по установке накладного или съемного листа
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке накладных или съемных листов с креплением болтами однорядным швом, выполняемых в нижнем положении.
Таблица 1. Нормы времени на выполнение работ по установке накладного или съемного листа
| Толщина листа, мм | Установка под сварку | Установка под клепку |
| Норма времени на 1 м соединения, ч | ||
| 2 | 0,19 | 0,33 |
| 3 | 0,20 | 0,34 |
| 4 | 0,21 | 0,35 |
| 5 | 0,22 | 0,36 |
| 6 | 0,22 | 0,37 |
| 7 | 0,23 | 0,38 |
| 8 | 0,24 | 0,40 |
| 10 | 0,25 | 0,42 |
| 12 | 0,26 | 0,44 |
| 15 | 0,28 | 0,47 |
| 20 | 0,32 | 0,53 |
| 25 | 0,35 | 0,58 |
| 30 | 0,38 | 0,64 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке накладного или съемного листа
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке накладного или съемного листа
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке накладных листов с креплением по плоскости через шлицы (к графе "установка под сварку");
1,20 - при установке листов с набором.
Приложение № 10
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ВВАРНОГО ИЛИ ЗАБОЙНОГО ЛИСТА
1. Перечень выполняемых операций
Установка листа предварительно под причерчивание, причерчивание, снятие листа, удаление припуска. Установка листа окончательно со стыковкой кромок и обжатием его к набору, крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке вварного или забойного листа
Таблица 1. Нормы времени на выполнение работ по установке вварного или забойного листа
| Толщина соединяемых кромок, мм | ||||||||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 15 | 20 | 25 | 30 |
| Норма времени на 1 м соединения, ч | ||||||||||||
| 0,89 | 0,87 | 0,85 | 0,82 | 0,79 | 0,82 | 0,85 | 0,89 | 0,94 | 1,02 | 1,15 | 1,28 | 1,40 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вварного или забойного листа
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке вварного или забойного листа
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при установке листов в незамкнутом контуре;
1,20 - при установке листов с набором;
0,70 - при установке листов без их обжатия к набору.
Приложение № 11
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ЗАДЕЛОК ПО НАБОРУ
1. Перечень выполняемых операций
Установка заделки с подгонкой по месту, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке заделок по набору внакрой
Таблица 1. Нормы времени на выполнение работ по установке заделок по набору внакрой
| Вид заделок | Полупериметр заделок, м | |||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | |
| Норма времени на одну заделку, ч | ||||||
Проницаемая по набору | 0,13 | 0,16 | 0,18 | 0,22 | 0,26 | 0,32 |
Непроницаемая по набору и гофрам | 0,18 | 0,23 | 0,26 | 0,33 | 0,38 | 0,47 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке заделок по набору внакрой
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке заделок по набору внакрой
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке заделок встык;
1,10 - при установке заделок по круглым отверстиям;
1,20 - при установке заделок по гофрам.
Приложение № 12
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ КНИЦ, БРАКЕТ
1. Перечень выполняемых операций
Разметка и установка книц, бракет с подгонкой по месту, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке книц, бракет
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке деталей с обжатием по двум кромкам.
Таблица 1. Нормы времени на выполнение работ по установке книц, бракет
| Толщина деталей, мм | Полупериметр деталей, м | ||||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,0 | |
| Норма времени на одну деталь, ч | |||||||
| 3 | 0,13 | 0,18 | 0,23 | 0,28 | 0,32 | - | - |
| 4 | 0,14 | 0,19 | 0,24 | 0,29 | 0,34 | 0,46 | - |
| 6 | 0,16 | 0,20 | 0,26 | 0,31 | 0,37 | 0,50 | 0,64 |
| 8 | 0,17 | 0,23 | 0,28 | 0,34 | 0,40 | 0,54 | 0,68 |
| 10 | 0,18 | 0,24 | 0,30 | 0,36 | 0,42 | 0,58 | 0,73 |
| 12 | 0,19 | 0,25 | 0,32 | 0,38 | 0,46 | 0,62 | 0,78 |
| 16 | 0,22 | 0,29 | 0,36 | 0,44 | 0,52 | 0,70 | 0,89 |
| 20 | 0,24 | 0,32 | 0,41 | 0,49 | 0,58 | 0,78 | 0,98 |
| 25 | - | 0,36 | 0,46 | 0,55 | 0,65 | 0,88 | 1,12 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке книц, бракет
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке книц, бракет
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при установке деталей внакрой (кроме заделок);
0,70 - при установке деталей с обжатием по одной кромке;
1,20 - при установке деталей с обжатием по трем кромкам;
1,30 - при установке деталей с обжатием по четырем кромкам.
Приложение № 13
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И УДАЛЕНИЮ РЫМОВ, ОБУХОВ
1. Перечень выполняемых операций
Разметка места установки. Установка рыма или обуха, обжатие, крепление под прихватку. Удаление рыма или обуха, зачистка мест приварки пневматическим инструментом. Сдача работы.
2. Нормы времени на выполнение работ по установке и удалению рымов, обухов
Нормы времени, приведенные в таблицах 1 и 2, устанавливаются для работ по установке и удалению рымов, обухов на плоской поверхности.
Таблица 1. Нормы времени на выполнение работ по установке и удалению рымов, обухов
| Грузоподъемность рыма, обуха, т | Вид работы | |
| Установка | Удаление | |
| Норма времени на одно изделие, ч | ||
| 0,5 | 0,09 | 0,10 |
| 1,0 | 0,10 | 0,11 |
| 1,5 | 0,11 | 0,12 |
| 2,0 | 0,13 | 0,14 |
| 2,5 | 0,15 | 0,17 |
| 3,0 | 0,17 | 0,18 |
| 3,5 | 0,19 | 0,25 |
| 4,0 | 0,21 | 0,26 |
| 5,0 | 0,24 | 0,28 |
| 10,0 | 0,26 | 0,31 |
| 15,0 | 0,31 | 0,37 |
| 20,0 | 0,37 | 0,44 |
| 25,0 | 0,43 | 0,51 |
| 30,0 | 0,49 | 0,59 |
| 35,0 | 0,54 | 0,65 |
| 40,0 | 0,60 | 0,72 |
| 45,0 | 0,65 | 0,78 |
| 50,0 | 0,71 | 0,85 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рымов, обухов
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рымов, обухов
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочный коэффициент
При установке рымов, обухов на болты к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,50.
Приложение № 14
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И УДАЛЕНИЮ РЫБИНЫ
1. Перечень выполняемых операций
Установка рыбины, обжатие с выравниванием волнистости кромок и креплением под прихватку. Удаление рыбины, зачистка мест прихваток пневматическим инструментом. Сдача работы.
2. Нормы времени на выполнение работ по установке и удалению рыбины
Нормы времени, приведенные в таблице 1, устанавливаются для установки и удаления рыбин высотой до 0,2 м.
Таблица 1. Нормы времени на выполнение работ по установке и удалению рыбины
| Материал рыбин | Установка | Удаление |
| Норма времени на 1 м соединения, ч | ||
Металл | 0,12 | 0,06 |
Дерево | 0,24 | 0,12 |
При изготовлении стальных рыбин с планками из АМг через 300 мм, со сверлением отверстий, установкой и обжатием планок на болты норма времени устанавливается в размере 0,4 ч на 1 м.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рыбины
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и удалению рыбины
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,50 - при установке и удалении рыбин с вырезами по набору;
1,20 - при установке и удалении рыбин высотой более 0,2 м;
1,50 - при установке и удалении рыбин на монтажные стыки и пазы.
Приложение № 15
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ БИМЕТАЛЛИЧЕСКИХ ПЛАНОК (ВСТАВОК)
1. Перечень выполняемых операций
Установка детали по разметке, проверка, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке биметаллических планок (вставок)
Таблица 1. Нормы времени на выполнение работ по установке биметаллических планок (вставок)
| Ширина деталей, мм | Планки | |
| Прямолинейные | Криволинейные | |
| Норма времени на 1 м планки, ч | ||
| 30 | 0,20 | 0,23 |
| 50 | 0,23 | 0,26 |
| 100 | 0,29 | 0,33 |
При стыковании торцов планок норма времени на один стык устанавливается в размере 0,15 ч.
При стыковании торцов триклада норма времени на один стык устанавливается в размере 0,30 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок)
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке биметаллических планок (вставок)
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
Приложение № 16
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПРИВАРЫШЕЙ И НАКЛЕПЫШЕЙ
1. Перечень выполняемых операций
Установка приварыша. Разметка и установка приварыша, обжатие и крепление под прихватку. Сдача работы.
Установка наклепыша. Установка наклепыша предварительно под сверление и окончательно под клепку с установкой прокладки и обжатием болтами. Сдача работы.
2. Нормы времени на выполнение работ по установке приварышей и наклепышей
Нормы времени, приведенные в таблице 1, устанавливаются для работ по установке приварышей и наклепышей круглого сечения на плоскую поверхность.
Таблица 1. Нормы времени на выполнение работ по установке приварышей и наклепышей
| Наименование изделий | Диаметр приварышей, наклепышей, м | |||||
| 0,1 | 0,2 | 0,3 | 0,5 | 0,7 | 1,0 | |
| Норма времени на одно изделие, ч | ||||||
Приварыш | 0,14 | 0,24 | 0,31 | 0,49 | 0,67 | 0,92 |
Наклепыш | 0,26 | 0,42 | 0,57 | 0,90 | 1,13 | - |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке приварышей и наклепышей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке приварышей и наклепышей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 2 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 2 |
4. Поправочный коэффициент
При установке приварышей и наклепышей прямоугольного сечения к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,20.
Приложение № 17
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ СТАКАНОВ ИЛИ КАБЕЛЬНЫХ КОРОБОК
1. Перечень выполняемых операций
Разметка на стакане или кабельной коробке места притыкания к корпусу, установка в отверстие, проверка, обжатие. Крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке стаканов или кабельных коробок
Нормы времени, приведенные в таблице 1, устанавливаются для цилиндрических стаканов или кабельных коробок с фланцами.
Таблица 1. Нормы времени на выполнение работ по установке стаканов или кабельных коробок
| Длина изделий, м | Диаметр стаканов или кабельных коробок, м | ||||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | 1,0 | |
| Норма времени на одно изделие, ч | |||||||
| 0,1 | 0,23 | 0,30 | 0,38 | 0,45 | 0,61 | - | - |
| 0,3 | 0,27 | 0,35 | 0,44 | 0,53 | 0,71 | 0,87 | 1,04 |
| 0,5 | 0,30 | 0,42 | 0,50 | 0,59 | 0,80 | 1,00 | 1,19 |
| 0,7 | - | 0,46 | 0,56 | 0,67 | 0,90 | 1,12 | 1,34 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке стаканов или кабельных коробок
Таблица 2. Средний разряд работы и состав звена на установку стаканов или кабельных коробок диаметром 0,1 метра, 0,2 метра.
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке стаканов или кабельных коробок диаметром 0,3 метра, 0,4 метра, 0,6 метра, 0,8 метра, 1,0 метр.
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при установке конических изделий;
1,50 - при установке изделий со снятием и установкой фланцев;
1,20 - при установке изделий прямоугольного сечения;
0,80 - при установке сальников;
1,20 - при установке изделий с установкой одной заглушки;
1,30 - при установке изделий с установкой двух заглушек;
1,20 - при установке изделий, врезаемых в набор;
1,30 - при установке стаканов с выдерживанием соосности по другому стакану.
Приложение № 18
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ПОГОНА, КОМИНГСА
1. Перечень выполняемых операций
Установка погона или комингса по разметке, подгонка, выравнивание, проверка, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке погона, комингса
Таблица 1. Нормы времени на выполнение работ по установке погона, комингса
| Толщина погона, комингса, мм | Высота погона, комингса, м | ||
| 0,2 | 0,4 | 0,6 | |
| Норма времени на 1 м соединения, ч | |||
| 4 | 0,30 | 0,38 | 0,46 |
| 6 | 0,32 | 0,41 | 0,50 |
| 8 | 0,34 | 0,44 | 0,53 |
| 10 | 0,37 | 0,47 | 0,57 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке погона, комингса
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке погона, комингса
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке изделий с вырезами под набор;
1,30 - при установке изделий под клепку.
Приложение № 19
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ КАНАЛОВ ИЛИ ШАХТ ВЕНТИЛЯЦИИ В СБОРЕ
1. Перечень выполняемых операций
Установка канала или шахты предварительно под причерчивание, причерчивание и установка окончательно с обжатием под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке каналов или шахт вентиляции
Нормы времени на выполнение работ по установке каналов или шахт вентиляции приведены в таблице 1. Нормы времени, приведенные в таблице 1, устанавливаются для каналов или шахт без погиби.
Таблица 1. Нормы времени на выполнение работ по установке каналов или шахт вентиляции
| Длина каналов или шахт, м | Периметр сечений каналов или шахт, м | ||||||
| 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | |
| Норма времени на установку одного канала или шахты, ч | |||||||
| 0,5 | 1,8 | 1,9 | 2,0 | 2,1 | - | - | - |
| 1,0 | 2,1 | 2,2 | 2,3 | 2,5 | 2,6 | - | - |
| 1,5 | 2,4 | 2,5 | 2,7 | 2,8 | 3,0 | 3,1 | - |
| 2,0 | 2,7 | 2,9 | 3,0 | 3,2 | 3,4 | 3,5 | 3,9 |
| 2,5 | 2,9 | 3,1 | 3,3 | 3,4 | 3,6 | 3,8 | 4,2 |
| 3,0 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,6 |
| 4,0 | 3,8 | 4,0 | 4,3 | 4,5 | 4,7 | 5,0 | 5,4 |
Нормы времени на стыкование и обжатие кромок при выполнении работ по установке каналов или шахт вентиляции приведены в приложении № 3 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке каналов или шахт вентиляции
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке каналов или шахт вентиляции
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 2 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 2 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при установке каналов или шахт вентиляции с погибью;
1,10 - при установке каналов или шахт вентиляции под малку;
1,20 - при установке каналов или шахт вентиляции с прохождением через несколько палуб или переборок.
Приложение № 20
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ ДЕТАЛЕЙ КАНАЛОВ ИЛИ ШАХТ ВЕНТИЛЯЦИИ РОССЫПЬЮ
1. Перечень выполняемых операций
Установка деталей россыпи каналов или шахт вентиляции под причерчивание, причерчивание, подгонка кромок по месту, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке деталей каналов или шахт вентиляции россыпью
Нормы времени, приведенные в таблице 1, устанавливаются для прямых деталей с обжатием или стыкованием по трем кромкам.
Таблица 1. Нормы времени на выполнение работ по установке деталей каналов или шахт вентиляции россыпью
| Толщина деталей, мм | Полупериметр деталей, м | ||||||||
| 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | |
| Норма времени на одну деталь, ч | |||||||||
| 3 | 0,52 | 0,80 | 1,06 | 1,35 | 1,65 | 1,95 | 2,25 | - | - |
| 4 | 0,54 | 0,83 | 1,12 | 1,43 | 1,72 | 2,03 | 2,32 | 2,55 | 2,85 |
| 6 | 0,58 | 0,89 | 1,20 | 1,50 | 1,88 | 2,17 | 2,48 | 2,78 | 3,08 |
| 8 | 0,62 | 0,96 | 1,28 | 1,65 | 1,95 | 2,32 | 2,70 | 2,92 | 3,30 |
| 10 | 0,68 | 1,05 | 1,35 | 1,73 | 2,10 | 2,48 | 2,85 | 3,15 | 3,53 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке деталей каналов или шахт вентиляции россыпью
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке деталей каналов или шахт вентиляции россыпью
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 2 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 2 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при установке деталей россыпи каналов и шахт вентиляции без припуска;
1,20 - при установке деталей россыпи каналов и шахт вентиляции с погибью;
1,10 - при установке деталей россыпи каналов и шахт вентиляции с обжатием или стыкованием по четырем кромкам.
Приложение № 21
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ БАРБЕТА
1. Перечень выполняемых операций
Установка барбета в вырез предварительно под приперчивание, совмещение центра оси барбета и выреза, приперчивание. Снятие барбета, удаление припуска. Установка барбета окончательно, проверка размеров и углов осевых по отношению к диаметральной плоскости, подгонка, обжатие и крепление под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке барбета
Таблица 1. Нормы времени на выполнение работ по установке барбета
| Сумма основных размеров барбета, м | |||||
| 2,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 |
| Норма времени на один барбет, ч | |||||
| 2,3 | 3,5 | 4,9 | 5,9 | 7,1 | 8,4 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке барбета
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке барбета
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 3 | 4,06 |
| Сборщик корпусов металлических судов | 4 | 1 | ||
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочный коэффициент
При установке барбета, проходящего через шпангоуты, к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 1,20.
Приложение № 22
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ УЗЛА МЕТАЛЛИЧЕСКОГО ПРИВАЛЬНОГО БРУСА
1. Перечень выполняемых операций
Установка узла привального бруса по разметке предварительно под приперчивание, снятие, удаление припуска, установка окончательно под прихватку. Сдача работы.
2. Нормы времени на выполнение работ по установке узла металлического привального бруса
Таблица 1. Нормы времени на выполнение работ по установке узла металлического привального бруса
| Вид поверхностей | Длина узлов привального бруса, м | |||||
| 1,0 | 2,0 | 4,0 | 6,0 | 8,0 | 10,0 | |
| Норма времени на один узел, ч | ||||||
| Прямолинейный | 1,1 | 1,5 | 2,0 | 2,4 | 3,1 | 3,8 |
| Криволинейный | 2,5 | 3,1 | 3,5 | 3,8 | 4,5 | 5,2 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке узла металлического привального бруса
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке узла металлического привального бруса
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,25 - для забойных узлов;
1,30 - при установке привального бруса на болты.
Приложение № 23
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УСТАНОВКЕ И СНЯТИЮ ВРЕМЕННЫХ ЛЕЕРНЫХ ОГРАЖДЕНИЙ
1. Перечень выполняемых операций
Разметка, изготовление деталей временного леерного ограждения, установка и крепление под прихватку. Сдача работы.
Демонтаж временного леерного ограждения с зачисткой мест установки. Сдача работы.
2. Нормы времени на выполнение работ по установке и снятию временных леерных ограждений
Нормы времени, приведенные в таблице 1, устанавливаются для леерных ограждений высотой до 1,5 м с двумя нитками лееров, при этом детали временных леерных ограждений с видом крепления "на болты" поступают на стапель централизованно.
Таблица 1. Нормы времени на выполнение работ по установке и снятию временных леерных ограждений
| Наименование работы | Вид крепления | |
| Под сварку | На болты | |
| Норма времени на 1 м леерного ограждения, ч | ||
| Установка | 0,14 | 0,07 |
| Снятие | 0,09 | 0,04 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и снятию временных леерных ограждений
Таблица 2. Средний разряд работы и состав звена к нормам времени н выполнение работ по установке и снятию временных леерных ограждений
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,53 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,90 - при установке и снятии временного леерного ограждения из прутка;
0,70 - при установке и снятии временного леерного ограждения без изготовления деталей.
Приложение № 24
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО КРЕПЛЕНИЮ И ОБЖАТИЮ БОЛТАМИ КОНСТРУКЦИЙ ПОД КЛЕПКУ
1. Перечень выполняемых операций
Крепление конструкции на сборочные болты и обжатие под сверление, перестановка болтов в процессе сверления. После сверления и зенкования снятие изделия, очистка от стружки, грунтование места соединения, установка прокладки.
Установка конструкции на полномерные болты и обжатие под клепку. Сдача работы.
2. Нормы времени на выполнение работ по креплению и обжатию болтами конструкций под клепку
Нормы времени, приведенные в таблице 1, устанавливаются для крепления и обжатия болтами конструкции под клепку двухрядными швами с применением пневматических гайковертов.
Таблица 1. Нормы времени на выполнение работ по креплению и обжатию болтами конструкций под клепку
| Диаметр болтов, мм | Количество болтов, шт. | Обжатие болтами | |||
| Под развертывание отверстий | Под клепку | ||||
| Положение установки болтов | |||||
| Сверху, сбоку | Снизу | Сверху, сбоку | Снизу | ||
| Норма времени на 1 м соединения, ч | |||||
| 4 | 20 | 0,63 | 0,95 | 0,83 | 1,25 |
| 6; 8 | 17 | 0,60 | 0,91 | 0,79 | 1,20 |
| 10; 12 | 12 | 0,56 | 0,85 | 0,74 | 1,12 |
| 16; 20 | 9 | 0,49 | 0,75 | 0,64 | 0,98 |
| 22 | 7 | 0,45 | 0,68 | 0,59 | 0,90 |
Нормы времени на сверление отверстий при выполнении работ по креплению и обжатию болтами конструкций под клепку приведены в приложении № 37 к типовым нормам.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению и обжатию болтами конструкций под клепку
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению и обжатию болтами конструкций под клепку
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при креплении болтами вручную без гайковертов;
0,70 - при креплении болтами однорядными швами;
1,20 - при креплении болтами трехрядными швами;
0,80 - при креплении болтами легких выгородок;
1,30 - при креплении болтами с установкой прокладок в соединения.
Приложение № 25
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО КРЕПЛЕНИЮ БОЛТАМИ КОНЦОВ НАБОРА ПОД КЛЕПКУ
1. Перечень выполняемых операций
Обжатие концов набора под сверление, развертывание отверстий и клепка с перестановкой болтов. Сдача работы.
2. Нормы времени на выполнение работ по креплению болтами концов набора под клепку
Таблица 1. Нормы времени на выполнение работ по креплению болтами концов набора под клепку
| Количество болтов на одно соединение, шт. | Положение установки болтов | |
| Сверху, сбоку | Снизу | |
| Норма времени на одно изделие, ч | ||
| 4 | 0,13 | 0,18 |
| 6 | 0,16 | 0,22 |
| 8 | 0,20 | 0,28 |
| 12 | 0,26 | 0,37 |
| 20 | 0,40 | 0,56 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению болтами концов набора под клепку
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по креплению болтами концов набора под клепку
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при креплении концов набора вручную;
1,30 - при креплении концов набора с установкой прокладок в соединениях.
Приложение № 26
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО КЛЕПКЕ КОНСТРУКЦИЙ ХОЛОДНЫМ СПОСОБОМ ВРУЧНУЮ
1. Перечень выполняемых операций
Пробивка отверстий в прокладке. Вставка заклепок в отверстия и клепка пневматическим молотком с поддержкой до чертежного образования головки, перенос молотка на шаг клепки. Сдача работы.
2. Нормы времени на выполнение работ по клепке конструкций холодным способом вручную
Нормы времени, приведенные в таблице 1, устанавливаются для работ по клепке герметических швов на вертикальной плоскости заклепками из сплава АМг с формированием плоской герметической головки и со снятием временных (сборочных) болтов, с обрезкой выступающих частей тиоколовых лент, прокладок, герметика.
Таблица 1. Нормы времени на выполнение работ по клепке конструкций холодным способом вручную
| Диаметр заклепок, мм | ||||||
| 2 | 6 | 8 | 10 | 13 | 16 | 20 |
| Норма времени на одну заклепку, ч | ||||||
| 0,016 | 0,026 | 0,031 | 0,039 | 0,051 | 0,062 | 0,078 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по клепке конструкций холодным способом вручную
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по клепке конструкций холодным способом вручную
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,11 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,80 - при клепке негерметических швов (без прокладки);
1,50 - при клепке стальными заклепками;
1,40 - при клепке с подбором от 1 до 15 шт.;
0,70 - для прессового метода (пневмоскобой);
1,10 - при клепке с нанесением герметика;
1,20 - при клепке с обрезкой заклепок по длине;
1,20 - при клепке заклепками с потайной головкой;
1,40 - при клепке заклепками со сферической головкой;
1,20 - при клепке на горизонтальной плоскости.
Приложение № 27
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ОБЕЗЖИРИВАНИЮ И ЗАЧИСТКЕ КРОМОК СОЕДИНЕНИЙ И МЕСТ УСТАНОВКИ ДЕТАЛЕЙ
1. Перечень выполняемых операций
Обезжиривание и зачистка пневматической машинкой с металлической щеткой кромок стыкуемых соединений или места установки деталей. Сдача работы.
2. Нормы времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
Таблица 1. Нормы времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
| Ширина зачищаемых поверхностей, мм | |||
| 40 | 60 | 80 | 100 |
| Норма времени на 1 м зачищаемой поверхности, ч | |||
| 0,04 | 0,05 | 0,06 | 0,07 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по обезжириванию и зачистке кромок соединений и мест установки деталей
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 1 | 2,0 |
4. Поправочный коэффициент
При повторном обезжиривании и зачистке кромок соединений и мест установки деталей к нормам времени, приведенным в пункте 2 настоящего приложения, применяется поправочный коэффициент 0,60.
5. Средний разряд работы и состав звена к нормам времени на выполнение работ по установке и снятию струбцин, домкратов, отжимных приспособлений
Таблица 3. Средний разряд работы и состав звена на установку струбцин, домкратов, отжимных приспособлений
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Слесарь-монтажник судовой | 3 | 2 | 2 | 3,0 |
Таблица 4. Средний разряд работы и состав звена к норме времени на снятие струбцин, домкратов, отжимных приспособлений
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Слесарь-монтажник судовой | 2 | 2 | 2 | 2,0 |
Таблица 5. Средний разряд работы и состав звена к норме времени на установку и снятие одного гидравлического домкрата
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Слесарь-монтажник судовой | 3 | 2 | 2 | 3,0 |
Приложение № 28
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ЗАЧИСТКЕ "ХОЛОСТЫХ ВАЛИКОВ" ПОСЛЕ ПРАВКИ КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Обработка поверхностей конструкции пневматической машинкой с фибровым кругом. Проверка качества обработанной поверхности. Сдача работы.
2. Нормы времени на выполнение работ по зачистке "холостых валиков" после правки конструкций
Таблица 1. Нормы времени на выполнение работ по зачистке "холостых валиков" после правки конструкций
| Вид конструкций | |
| С набором | Без набора |
| Норма времени на 1 м2 зачищаемой поверхности, ч | |
| 0,50 | 0,38 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по зачистке "холостых валиков" после правки конструкций
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по зачистке "холостых валиков" после правки конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 2 | 1 | 1 | 2,0 |
Приложение № 29
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО АРГОНОДУГОВОЙ ПРИХВАТКЕ ПРИ СБОРКЕ КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Крепление кромок конструкций, деталей, технологических креплений и приспособлений при помощи прихваток.
2. Нормы времени на выполнение работ по аргонодуговой прихватке при сборке конструкций
Нормы времени на выполнение работ по аргонодуговой прихватке при сборке конструкций определяются как удельное значение от нормы времени на выполнение сборочных работ, приведенное в таблице 1.
Таблица 1. Удельное значение от нормы времени на выполнение сборочных работ для определения нормы времени на выполнение работ по аргонодуговой прихватке при сборке конструкций
| Наименование конструкций, изделий | Удельное значение трудовых затрат на прихватку от сборочных работ, процент | |
| Узлы, фундаменты, малогабаритные конструкции | 32 | |
| Секции | плоскостные | 26 |
| объемные | 21 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по аргонодуговой прихватке при сборке конструкций
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по аргонодуговой прихватке при сборке конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
Приложение № 30
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО УДАЛЕНИЮ ПРИПУСКОВ ПНЕВМОДИСКОВЫМИ ПИЛАМИ
1. Перечень выполняемых операций
Удаление технологического припуска пневмо дисковой пилой по разметке и обезжиривание. Сдача работы.
2. Нормы времени на выполнение работ по удалению припусков пневмодисковыми пилами
Таблица 1. Нормы времени на выполнение работ по удалению припусков пневмодисковыми пилами
| Толщина удаляемых кромок, мм | Виды конструкций | |
| Без набора | С набором | |
| Норма времени на 1 м, ч | ||
| 5 | 0,11 | 0,22 |
| 10 | 0,12 | 0,24 |
| 15 | 0,13 | 0,26 |
| 20 | 0,14 | 0,29 |
| 25 | 0,15 | 0,30 |
| 30 | 0,17 | 0,34 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по удалению припусков пневмодисковыми пилами
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по удалению припусков пневмодисковыми пилами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,40 - при удалении припусков на гофрированных конструкциях;
0,70 - при удалении припусков газоэлектрической резкой;
1,50 - при удалении припусков со снятием науглероживающего слоя борфрезой после газоэлектрической резки;
0,70 - при удалении припусков на станке (стационарной пилой);
1,30 - при удалении припусков криволинейных кромок;
1,20 - при удалении припусков на мелких деталях с длиной кромки до 0,5 м.
Приложение № 31
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗДЕЛКЕ ФАСОК БОРФРЕЗАМИ
1. Перечень выполняемых операций
Разметка фаски на кромках конструкций с нанесением контрольных линий, кернение. Разделка фаски и обезжиривание. Сдача работы.
2. Нормы времени на выполнение работ по разделке фасок прямолинейных кромок цилиндрическими борфрезами
Таблица 1. Нормы времени на выполнение работ по разделке фасок прямолинейных кромок цилиндрическими борфрезами
| Вид фасок | Толщина материала, мм | ||||
| 5 | 10 | 15 | 20 | 30 | |
| Норма времени на 1 м кромки, ч | |||||
| Односторонний | 0,25 | 0,41 | 0,57 | 0,74 | 1,07 |
| Двусторонний | - | 0,54 | 0,77 | 0,99 | 1,43 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разделке фасок прямолинейных кромок цилиндрическими борфрезами
Таблица 2. Средний разряд работы и состав звена на разделку односторонних фасок борфрезами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
Таблица 3. Средний разряд работы и состав звена на разделку двусторонних фасок борфрезами
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 1 | 4,0 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при разделке фасок на мелких деталях (с длиной кромки до 0,5 м);
1,30 - при разделке фасок криволинейных кромок;
1,50 - при разделке ласок.
Приложение № 32
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ И СОСТАВ ЗВЕНА К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ВЫРЕЗКЕ ОТВЕРСТИЙ В СЕКЦИЯХ
1. Перечень выполняемых операций
Высверливание отверстий для захода пневмоножниц и отверстий в углах. Вырезание отверстий, выбивание отхода молотком, зачистка заусенец. Сдача работы.
2. Нормы времени на выполнение работ по вырезке отверстий в секциях
Таблица 1. Нормы времени на выполнение работ по вырезке отверстий в секциях
| Тип вырезов | Толщина материала, мм | Сумма основных размеров вырезов, м | |||||||||
| 0,2 | 0,3 | 0,4 | 0,5 | 0,7 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | ||
| Норма времени на один вырез, ч | |||||||||||
| Вырезка пневмовибрационными ножницами | |||||||||||
Круглый, эллиптический | 1 | 0,13 | 0,17 | 0,20 | 0,23 | 0,27 | 0,36 | 0,41 | 0,48 | 0,58 | 0,64 |
| 2 | 0,14 | 0,18 | 0,21 | 0,23 | 0,30 | 0,38 | 0,42 | 0,50 | 0,60 | 0,70 | |
| 3 | 0,15 | 0,19 | 0,22 | 0,24 | 0,32 | 0,40 | 0,44 | 0,54 | 0,66 | 0,74 | |
Прямоугольный | 1 | 0,19 | 0,24 | 0,28 | 0,31 | 0,38 | 0,50 | 0,59 | 0,68 | 0,87 | 1,06 |
| 2 | 0,20 | 0,25 | 0,29 | 0,32 | 0,42 | 0,54 | 0,60 | 0,71 | 0,92 | 1,12 | |
| 3 | 0,21 | 0,26 | 0,30 | 0,33 | 0,44 | 0,56 | 0,62 | 0,75 | 0,96 | 1,17 | |
| Вырезка пневмофрезами | |||||||||||
Круглый, эллиптический | 1 | - | - | 0,14 | 0,17 | 0,25 | 0,34 | 0,39 | 0,48 | 0,59 | 0,70 |
| 2 | - | - | 0,16 | 0,19 | 0,26 | 0,35 | 0,41 | 0,51 | 0,64 | 0,72 | |
| 3 | - | 0,18 | 0,22 | 0,30 | 0,39 | 0,48 | 0,62 | 0,72 | 0,82 | ||
Прямоугольный | 1 | 0,17 | 0,21 | 0,23 | 0,26 | 0,37 | 0,49 | 0,57 | 0,69 | 0,87 | 1,09 |
| 2 | 0,18 | 0,22 | 0,26 | 0,31 | 0,39 | 0,51 | 0,59 | 0,73 | 0,94 | 1,14 | |
| 3 | 0,22 | 0,26 | 0,32 | 0,36 | 0,46 | 0,60 | 0,71 | 0,86 | 1,12 | 1,26 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по вырезке отверстий в секциях
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по вырезке отверстий в секциях
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 1 | 1 | 3,0 |
Приложение № 33
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО СВЕРЛЕНИЮ ОТВЕРСТИЙ ПНЕВМАТИЧЕСКИМИ МАШИНКАМИ
1. Перечень выполняемых операций
Установка пневматической машинки для сверления, сверление отверстий. Снятие машинки, очистка отверстий от стружки, зачистка заусенец. Сдача работы.
2. Нормы времени на выполнение работ по сверлению отверстий пневматическими машинками
Таблица 1. Нормы времени на выполнение работ по сверлению отверстий пневматическими машинками
| Толщина материала, | Диаметр отверстий, мм | |||||||
| 4 | 6 | 8 | 10 | 12 | 16 | 20 | 22 | |
| Норма времени на одно отверстие, ч | ||||||||
| 4 | 0,022 | 0,021 | 0,022 | 0,023 | 0,024 | 0,026 | 0,027 | 0,028 |
| 6 | 0,026 | 0,025 | 0,026 | 0,027 | 0,028 | 0,029 | 0,031 | 0,032 |
| 8 | 0,029 | 0,028 | 0,029 | 0,030 | 0,031 | 0,034 | 0,035 | 0,037 |
| 10 | 0,033 | 0,031 | 0,033 | 0,034 | 0,035 | 0,037 | 0,039 | 0,041 |
| 15 | 0,041 | 0,039 | 0,041 | 0,042 | 0,044 | 0,046 | 0,049 | 0,051 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по сверлению отверстий пневматическими машинками
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по сверлению отверстий пневматическими машинками
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при сверлении угловыми пневматическими машинками;
1,05 - при высверливании технологических заклепок.
Приложение № 34
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРОВЕРКЕ ОБЪЕМНОЙ СЕКЦИИ, БЛОКА КОРПУСА, НАДСТРОЙКИ (С ПРИПУСКАМИ)
1. Перечень выполняемых операций
Проверка секции или блока при установке, стыковании, обжатии. Сдача работы.
2. Нормы времени на выполнение работ по проверке объемной секции, блока корпуса, надстройки (с припусками)
Таблица 1. Нормы времени на выполнение работ по проверке объемной секции, блока корпуса, надстройки (с припусками)
| Сумма основных размеров конструкций, м | Наименование секций и блоков | |||||
| Днищевые | Бортовые | Блоки корпуса | Надстройки, рубки | Оконечности | ||
| Средней части | Скуловые | |||||
| Норма времени на одну конструкцию, ч | ||||||
| 6 | 1,7 | 2,5 | 3,8 | - | - | - |
| 10 | 2,9 | 4,2 | 5,9 | 4,2 | 5,5 | 5,3 |
| 14 | 4,1 | 6,0 | 8,0 | 6,5 | 8,1 | 8,6 |
| 18 | 5,3 | 7,8 | 10,1 | 8,9 | 10,7 | 11,9 |
| 22 | 6,5 | 9,5 | 12,1 | 11,2 | 11,7 | 15,1 |
| 26 | 7,7 | 11,3 | 14,2 | 13,6 | 13,8 | 18,4 |
| 30 | 8,9 | 13,0 | 16,3 | 16,0 | 15,9 | 21,7 |
| 35 | 10,4 | 15,2 | 18,9 | 18,9 | 18,5 | 25,7 |
| 40 | 12,0 | 17,4 | 21,5 | 21,9 | 21,1 | 29,8 |
| 45 | - | - | - | 24,8 | 23,8 | - |
| 50 | - | - | - | 27,7 | 26,4 | - |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке объемной секции, блока корпуса, надстройки (с припусками)
Таблица 2. Средний разряд работы и состав звена на проверку объемной секции, блока корпуса, надстройки (с припусками) в средней части судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,11 |
| Сборщик корпусов металлических судов | 3 | 1 |
Таблица 3. Средний разряд работы и состав звена на проверку объемной секции, блока корпуса, надстройки (с припусками) в оконечностях судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,5 |
| Сборщик корпусов металлических судов | 4 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при проверке конструкций без припуска;
1,20 - при проверке закладных конструкций;
0,90 - при проверке конструкций кожухов дымовых труб (к графе "надстройки, рубки");
1,20 - при проверке конструкций надстроек в сборе с верхними палубами.
Приложение № 35
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРОВЕРКЕ ПЛОСКОСТНОЙ СЕКЦИИ ПРИ УСТАНОВКЕ (С ПРИПУСКАМИ)
1. Перечень выполняемых операций
Проверка секции при установке, стыковании, обжатии. Сдача работы.
2. Нормы времени на выполнение работ по проверке плоскостной секции при установке (с припусками)
Таблица 1. Нормы времени на выполнение работ по проверке плоскостной секции при установке (с припусками)
| Полупериметр секций, м | Наименование секций | ||||||||
| Днищевые | Бортовые | Переборки | Выгородки | Палубы и платформы | Фальшборты и волноломы | Ветроотбойники | |||
| Средней части | Скуловые | Корпуса | Надстроек | ||||||
| Норма времени на одну секцию, ч | |||||||||
| 4 | 1,6 | 2,2 | 2,4 | 1,5 | 1,3 | 0,9 | 1,4 | 1,3 | 2,5 |
| 6 | 2,0 | 2,6 | 3,0 | 2,0 | 1,7 | 1,1 | 1,9 | 1,7 | 2,8 |
| 8 | 2,4 | 3,1 | 3,6 | 2,4 | 2,1 | 1,3 | 2,5 | 2,2 | 3,0 |
| 12 | 3,2 | 4,2 | 4,8 | 3,4 | 2,9 | 1,7 | 3,5 | 3,1 | 3,5 |
| 16 | 4,0 | 5,2 | 6,1 | 4,3 | 3,6 | 2,0 | 4,6 | 4,0 | - |
| 20 | 4,8 | 6,2 | 7,4 | 5,2 | 4,0 | - | 5,7 | 4,9 | - |
| 24 | 5,6 | 7,2 | 8,6 | 6,1 | 5,1 | - | 6,7 | - | - |
| 28 | 6,4 | 8,2 | 9,8 | 7,0 | 5,9 | - | 7,8 | - | - |
| 32 | 7,2 | 9,2 | 11,0 | 7,9 | - | - | 8,8 | - | - |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке плоскостной секции при установке (с припусками)
Таблица 2. Средний разряд работы и состав звена на проверку плоскостной секции при установке (с припусками) в средней части судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 3,73 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на проверку плоскостной секции при установке (с припусками) в оконечностях судна
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 4,11 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при проверке секций без припусков;
1,20 - при проверке закладных конструкций;
1,20 - при проверке секций в оконечностях;
1,20 - при проверке палуб и платформ с комингсами.
Приложение № 36
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРОВЕРКЕ УСТАНОВКИ МАЧТЫ
1. Перечень выполняемых операций
Проверка установки мачты под приперчивание, обжатие и после сварки. Сдача работы.
2. Нормы времени на выполнение работ по проверке установки мачты
Нормы времени, приведенные в таблице 1, устанавливаются для проверки установки мачты на настил верхней палубы или надстройки.
Таблица 1. Нормы времени на выполнение работ по проверке установки мачты
| Тип мачты | Диаметр труб мачты, м | Высота мачты, м | ||||
| 4 | 6 | 10 | 15 | 20 | ||
| Норма времени на одну мачту, ч | ||||||
| Одинарный (одноствольный) | 0,3 | 3,7 | 4,1 | 4,7 | 5,4 | 6,2 |
| 0,5 | 4,2 | 4,6 | 5,3 | 6,2 | 7,0 | |
| 0,8 | 4,9 | 5,4 | 6,2 | 7,3 | 8,3 | |
| 1,2 | 6,0 | 6,5 | 7,4 | 8,8 | 10,0 | |
| П-образный или Л-образный | 0,3 | 6,2 | 6,7 | 7,7 | 9,0 | 10,3 |
| 0,5 | 7,0 | 7,6 | 8,9 | 10,3 | 11,7 | |
| 0,8 | 8,3 | 9,0 | 10,4 | 12,2 | 13,8 | |
| 1,2 | 10,0 | 10,8 | 12,4 | 14,6 | 16,6 | |
| Тренога | 0,3 | 5,5 | 6,1 | 6,9 | 8,1 | 9,2 |
| 0,5 | 6,3 | 6,8 | 8,0 | 9,2 | 10,5 | |
| 0,8 | 7,4 | 8,1 | 9,3 | 10,9 | 12,4 | |
| Башенная | 5,0 | 3,9 | 4,2 | 4,8 | 5,7 | 6,5 |
| 10,0 | 5,5 | 6,0 | 6,9 | 8,1 | 9,2 | |
| 15,0 | 7,1 | 7,7 | 8,9 | 10,5 | 11,9 | |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке установки мачты
Таблица 2. Средний разряд работы и состав звена к нормам времени на выполнение работ по проверке установки мачты
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,5 |
| Сборщик корпусов металлических судов | 3 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,30 - при проверке установки наклонных мачт;
1,20 - при проверке установки четырехствольных мачт (к графе "тренога").
Приложение № 37
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО ПРИЧЕРЧИВАНИЮ КРОМОК КОНСТРУКЦИЙ
1. Перечень выполняемых операций
Причерчивание монтажных кромок конструкций, кернение. Сдача работы.
2. Нормы времени на выполнение работ по причерчиванию кромок конструкций
Таблица 1. Нормы времени на выполнение работ по причерчиванию кромок конструкций
| Вид конструкций | Вид кромок | |
| Прямолинейный | Криволинейный | |
| Норма времени на 1 м кромок, ч | ||
| Без набора | 0,04 | 0,06 |
| С набором | 0,05 | 0,08 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по причерчиванию кромок конструкций
Таблица 2. Средний разряд работы и состав звена на причерчивание прямолинейных кромок конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на причерчивание криволинейных кромок конструкций
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 1 | 2 | 3,73 |
| Сборщик корпусов металлических судов | 2 | 1 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
1,20 - при причерчивании кромок конструкций фундаментов;
0,60 - при причерчивании кромок конструкций по шаблонам;
1,30 - при причерчивании кромок конструкций книц, бракет, планок.
Приложение № 38
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗМЕТКЕ МЕСТ УСТАНОВКИ КОНСТРУКЦИЙ, УЗЛОВ, ДЕТАЛЕЙ
1. Перечень выполняемых операций
Определение места положения установки конструкций, узла, детали. Разметка, отбивание меловой нитки, кернение. Сдача работы.
2. Нормы времени на выполнение работ по разметке мест установки конструкций, узлов, деталей
Нормы времени, приведенные в таблице 1, устанавливаются для разметки с построением контрольных линий при длине размечаемой линии более 20 м.
Таблица 1. Нормы времени на выполнение работ по разметке мест установки конструкций, узлов, деталей
| Положение размечаемых линий | Вид поверхностей | ||
| Без погиби | С погибью в одном направлении | С погибью в двух направлениях | |
| Норма времени на 1 м, ч | |||
| Нижнее | 0,05 | 0,06 | 0,07 |
| Вертикальное | 0,06 | 0,07 | 0,08 |
| Потолочное | 0,07 | 0,08 | 0,10 |
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разметке мест установки конструкций, узлов, деталей
Таблица 2. Средний разряд работы и состав звена на разметку мест установки конструкций, узлов, деталей без погиби
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 4 | 1 | 2 | 3,13 |
| Сборщик корпусов металлических судов | 2 | 1 |
Таблица 3. Средний разряд работы и состав звена на разметку мест установки конструкций, узлов, деталей с погибью в одном направлении, с погибью в двух направлениях
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 5 | 3 | 3 | 3,73 |
| Сборщик корпусов металлических судов | 3 | |||
| Сборщик корпусов металлических судов | 2 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,70 - при разметке с помощью шаблонов;
1,30 - при разметке с помощью отвесов;
1,40 - при разметке с помощью шланговых уровней;
1,10 - при разметке линии длиной от 10 до 20 м;
1,20 - при разметке линии длиной до 10 м.
Приложение № 39
к типовым отраслевым нормам времени на выполнение работ по стапельной сборке корпусов судов из алюминиевых сплавов (единичное и мелкосерийное производство)
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ ОПЕРАЦИЙ, НОРМЫ ВРЕМЕНИ, СРЕДНИЙ РАЗРЯД РАБОТЫ, СОСТАВ ЗВЕНА И ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ К НОРМАМ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ РАБОТ ПО РАЗМЕТКЕ КОНТУРА ВЫРЕЗА
1. Перечень выполняемых операций
Определение места расположения выреза, разметка контура выреза, кернение, штрихование. Сдача работы.
2. Нормы времени на выполнение работ по разметке контура выреза
Нормы времени, приведенные в таблице 1, устанавливаются для работ по разметке контуров вырезов, выполняемых на горизонтальных поверхностях (сверху).
Таблица 1. Нормы времени на выполнение работ по разметке контура выреза
| Форма вырезов | Диаметр или сумма основных размеров выреза, м | |||||||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
| Норма времени на один вырез, ч | ||||||||||
| Круглая | 0,12 | 0,16 | 0,17 | 0,20 | 0,25 | 0,29 | 0,34 | 0,45 | 0,55 | 0,65 |
| Прямоугольная | 0,16 | 0,21 | 0,22 | 0,26 | 0,33 | 0,38 | 0,44 | 0,59 | 0,72 | 0,85 |
| Эллиптическая | 0,22 | 0,31 | 0,32 | 0,36 | 0,45 | 0,52 | 0,61 | 0,81 | 0,99 | 1,17 |
Норма времени на определение места расположения одного контура выреза на корпусе судна или в надстройке и нанесение исходных данных базовых линий устанавливается в размере 0,4 ч.
3. Средний разряд работы и состав звена к нормам времени на выполнение работ по разметке контуров вырезов на горизонтальных поверхностях (сверху)
Таблица 2. Средний разряд работы и состав звена на разметку контура круглого или прямоугольного выреза
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 2 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 |
Таблица 3. Средний разряд работы и состав звена на разметку контура эллиптического выреза
| Наименование профессии | Разряд | Количество исполнителей | Всего исполнителей | Средний разряд работы |
| Сборщик корпусов металлических судов | 3 | 2 | 2 | 2,5 |
| Сборщик корпусов металлических судов | 2 |
4. Поправочные коэффициенты
К нормам времени, приведенным в пункте 2 настоящего приложения, применяются поправочные коэффициенты:
0,50 - при разметке контуров вырезов по шаблонам;
1,20 - при разметке контуров вырезов с нанесением контрольных линий контуров вырезов;
1,50 - при разметке контуров вырезов с определением исходных точек шланговыми уровнями.
Приложение № 5
к приказу Минпромторга России
от 29 декабря 2025 г. № 6743
ТИПОВЫЕ ОТРАСЛЕВЫЕ НОРМЫ ВРЕМЕНИ НА ВЫПОЛНЕНИЕ СЛЕСАРНЫХ РАБОТ ПО МОНТАЖУ МЕХАНИЗМОВ, ВАЛОПРОВОДОВ И ЭЛЕКТРООБОРУДОВАНИЯ (ЕДИНИЧНОЕ И МЕЛКОСЕРИЙНОЕ ПРОИЗВОДСТВО)
1. Настоящие типовые отраслевые нормы времени на выполнение слесарных работ по монтажу механизмов, валопроводов и электрооборудования (единичное и мелкосерийное производство) (далее - типовые нормы) предназначены для технического нормирования слесарных работ по монтажу судовых механизмов, валопроводов и электрооборудования при строительстве кораблей, судов и плавучих конструкций (далее - суда) в условиях единичного и мелкосерийного производства.
2. Типовые нормы содержат:
а) комплексно обоснованные нормы затрат труда, установленные для однородных работ применительно к типовым технологическим (трудовым) процессам и типовым организационно-техническим условиям их выполнения при строительстве кораблей, судов и плавучих конструкций (далее - норма времени);
б) перечни технологических операций, учтенных в нормах времени (далее - перечень выполняемых операций);
в) средние разряды работ и типовые группы исполнителей работ (далее - звено), для которых установлены нормы времени;
г) поправочные коэффициенты к нормам времени, учитывающие конструктивные особенности продукции и организационно-технические условия выполнения работ (далее - поправочные коэффициенты).
3. Разряды работ в типовых нормах установлены в соответствии с уровнями квалификации, предусмотренными профессиональным стандартом "Слесарь-монтажник судовой", утвержденным приказом Министерства труда и социальной защиты Российской Федерации от 18 октября 2022 г. № 672н (зарегистрирован Министерством юстиции Российской Федерации 18 ноября 2022 г., регистрационный № 71022), действующим до 1 марта 2029 г.
4. Нормы времени, приведенные в типовых нормах, установлены для выполнения работ в условиях бригадной организации труда, при которой:
а) слесарные работы по монтажу механизмов, валопроводов и электрооборудования в цехе и на строящемся судне (далее - заказ) выполняются слесарями-монтажниками судовыми или звеньями слесарей-монтажников судовых;
б) формирование звеньев из членов бригады, распределение и закрепление работ за звеньями осуществляется исходя из квалификации членов бригады.
5. Перечни выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ, поправочные коэффициенты к нормам времени (где они применимы) приведены в приложениях № 1 - 61 к типовым нормам:
1) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по распаковке ящиков с механизмами, узлами, приборами приведены в приложении № 1 к типовым нормам;
2) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по снятию и установке приборов, арматуры приведены в приложении № 2 к типовым нормам;
3) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по погрузке, установке, выгрузке механизмов, приборов, агрегатов, узлов слесарями-монтажниками приведены в приложении № 3 к типовым нормам;
4) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по подъему и опусканию механизмов с помощью домкратов слесарями-монтажниками приведены в приложении № 4 к типовым нормам;
5) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по погрузке и установке механизмов, узлов ручным способом слесарями-монтажниками приведены в приложении № 5 к типовым нормам;
6) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на участие слесарей-монтажников в погрузке, установке и выгрузке механизмов, приборов, агрегатов, узлов приведены в приложении № 6 к типовым нормам;
7) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке и снятие струбцин, домкратов, отжимных приспособлений приведены в приложении № 7 к типовым нормам;
8) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по центрированию механизмов с применением динамометров приведены в приложении № 8 к типовым нормам;
9) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по центрированию механизмов оптическим способом приведены в приложении № 9 к типовым нормам;
10) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по центрированию механизмов по стрелам приведены в приложении № 10 к типовым нормам;
11) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по центрированию механизмов по линейке и щупу приведены в приложении № 11 к типовым нормам;
12) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке изделий, узлов под сварку приведены в приложении № 12 к типовым нормам;
13) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по установке стальных клиньев и прокладок с пригонкой по месту приведены в приложении № 13 к типовым нормам;
14) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке стальных выравнивающих прокладок без пригонки по месту приведены в приложении № 14 к типовым нормам;
15) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке клиновых, регулируемых прокладок приведены в приложении № 15 к типовым нормам;
16) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке деревянных прокладок приведены в приложении № 16 к типовым нормам;
17) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по приготовлению пластмассы "бакелит-контакт-дерево" и нанесению ее на фундамент приведены в приложении № 17 к типовым нормам;
18) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по приготовлению пластмассы "формируемая малоусадочная волокнистая" и установку прокладок приведены в приложении № 18 к типовым нормам;
19) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке платиков на фундамент приведены в приложении № 19 к типовым нормам;
20) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по монтажу электрооборудования непосредственно на фундаменте приведены в приложении № 20 к типовым нормам;
21) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по монтажу электрооборудования на амортизаторах приведены в приложении № 21 к типовым нормам;
22) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочный коэффициент к нормам времени на выполнение работ по установке заземлений приведены в приложении № 22 к типовым нормам;
23) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по установке анодных узлов и электродов сравнения приведены в приложении № 23 к типовым нормам;
24) перечень выполняемых операций, нормы времени, средний разряд работы, состав звена и поправочные коэффициенты к нормам времени на выполнение работ по пригонке и установке шпонок приведены в приложении № 24 к типовым нормам;
25) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена к нормам времени на выполнение работ по сборке опорных подшипников с промежуточными валами на участке цеха приведены в приложении № 25 к типовым нормам;
26) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена и поправочные коэффициенты к нормам времени на выполнение работ по погрузке опорных подшипников и их установке на фундамент приведены в приложении № 26 к типовым нормам;
27) перечень выполняемых операций, нормы времени, средний разряд работы и состав звена и поправочные коэффициенты к нормам времени на выполнение работ по погрузке и укладке промежуточных валов приведены в приложении № 27 к типовым нормам;
28) перечень выполняемых операций, нормы времени, ср

